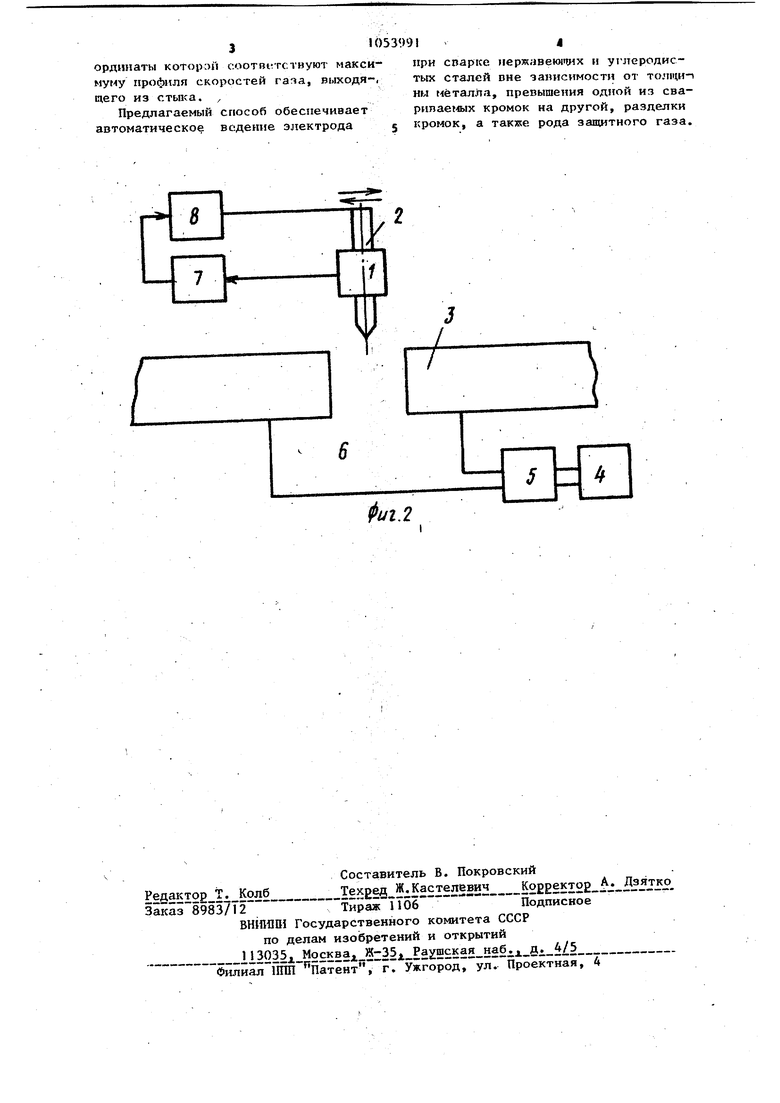
f Изобретение относится к автомати пации проце.ссов сварки и может быть использовано при дуговой сварке в с де эапитнмх газов для автоматическо го направления сварочной головки по СТ1ЖУ. Известен способ дуговой сварки с автоматическим направлением сваро ной головкн по стыку, при котором изображение зазора в стыке, подйве чиваемого с обратной стороны листов, проектируется на Передающую ка меру, которая закреплена на сварочной головке впереди электрода. Посл необходимых Преобразований в усили теле-формирователе и логическом устройстве образуется сигнал рассогла сования, управляющ1й через релейный ус шитель двигателем, корректирующим положение сварочной головки от. носительно стыка СIОднако данный способ реализуем липь при. возможности размещения под свариплемыми листами источника подсветки. Кроме того, недостатком известного способа является сложность его реализации. Известен также способ, направления сварочной головки по стыку, заключаю рщйся в том, что в стык в виде газа вводят дополнительный химический зле мент, завцпчающнй корень шва, а регулирование положения электрода осуществляют по изменению спектральной ха рактеристики дуги t2j. Недостатком этого способа являетСП то, что в случае сварки с защитой корня шва газ, подаваемый для .защиты корня шва, должен отличаться по химическому составу от газа, которьа поступает в горелку. НаприМер при сварке в среде аргона защиту корня шза производят гелием, при сварке в азоте - аргоном или гелием и т.д. Это затрудняет использование способа, требует дополнительные сред ства для его осуг1ествления и, тем Самым, ограничивает возможность его применения. Целью изобретения является упрощение за счет использования для загщты корня сто а газа, одинакового по хиш1ческому составу с газом, подавае мым со стороны горелки. Поставленная цель достигается тем что согласно способу ориентации электрода относительно стыка свариваемых изделий, при котором контролируют параметры газа, подводимого со стороны корня КПЗ а и истекающего 91 сквозь зазор стыка, и по результатам контроля ориентируют электрод, в плоскостях, перпендикулярньпс стыку, определяют точки, в которых скорость истечения газа максимальна , и по линии, соединяющей эти точки, ориентируют электрод относительно стыка. Кроме того, со стороны корня шва подают защитный газ. На фиг. 1 показан профиль скоростей газа, выходящего из стыка; на фиг. 2 - схема устройства, реализуюг1его способ. Устройство содержит сканирующий датчик 1 скорости газового потока, установлеиньй перед сварочным электродом 2. К стыку свариваемой конструкции 3 от источника 4 через редуцирующее устройство 5 и защитную камеру 6 подается защитный газ. Датчик 1 скорости газового потока связан с форьяфователем 7 управляющего сигнала,, Выход формирователя 7 подключен к блоку 8 коррекции положения сварочного электрода. Способ осуществляют следующим образом. Сканируюрдай датчик 1 скорости газового потока, например датчик избыточного давления, устанавливают над стыком перед электродом 2. Элект- род 2 вводят в стык свариваемых конструкций 3 и возбуждают электрическую дугу..Защитный газ, например аргон, подают из источника 4 через редуцирующее устройство 5 в защитную камеру 6. После этого перемещают электрод вдоль стыка и сканируют датчик 1 в направлении, поперечном стыку. . Стык свариваемой конструкции имеет зазор, из которого под избыточным давлением выходит защитный газ. Максимум распределения скоростей в щелевидной струе лежит на оси стыка. Сканируя датчик 1 и перемещая электрод 2, построчно в прямоугольных координатах определяют распределение скоростей в газовой струе, выходящей из стыка. Сигнал, снимаемый с датчика 1 скорости газового потока после функционально-логических преобразований, осуществляемых формирователем 7 управляющего сигнала, вводят в б.пок 8 коррекции положения сварочного электрода, приводя последний в точку, координаты которой соотв1-тствуют максимуму профиля скоростей , выходя-, чего из стыка. ,
Предлагаемый способ обеспечивает автоматическое ведение электрода
при спарке нержавеющих и углеродистых сталей пне эанисимостн от толщины металла, превышения одной из свариваемых кромок на другой, разделки кромок, а также рода защитного газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ ориентации электрода относительно стыка свариваемых изделий | 1984 |
|
SU1194623A2 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ дуговой сварки | 1990 |
|
SU1690997A1 |
I. СПОСОБ ОРИЕНТА1ЩИ ЭЛЕКТРОДА ОТНОСИТЕЛЬНО СТЫКА СВАРИВАЕМЫХ ИЗДЕЛИЙ, при котором контролируют параметры газа, подводимого со стороны корня шва и истекающего сквозь зазор стыка, и по результатам контроля ориентируют электрод, о т л и чающийся тем, что, с .целью упрощение ориентации, в плоскостях, перпендикулярных стыку, определяют точки, в которых скорость истечения газа максимальна, и по линии, соединяю1че с эти точки, ориентируют электрод относительно-стыка, 2. Способ по п. 1, о т л и ч а юц и и с я тем, что со стороны корня шпа подают защитиьШ гая. О) ел Сд со с& fui.l
а
7
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Демченко К.М | |||
| и др | |||
| Система автоматического направления электрода по стыку свариваемых кромок М., Сварочное производство, 1970, В 2 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СВАРОЧНЫХ ПРОЦЕССОВ | 0 |
|
SU295630A1 |
