Известны устройства для задачи полосы в валки прокатного стана захватом переднего конца полосы системой рычагов.
Предложенное устройство отличается от известных тем, что содержит боек с тонкой рабочей частью со скосом верхнего торца для ввода в прорезь в прокатываемой полосе, сблокированный с предварительно поджатой рабочей пружиной.
Это позволяет сообщить полосе необходимую скорость движения и обеспечить надежный захват металла валками.
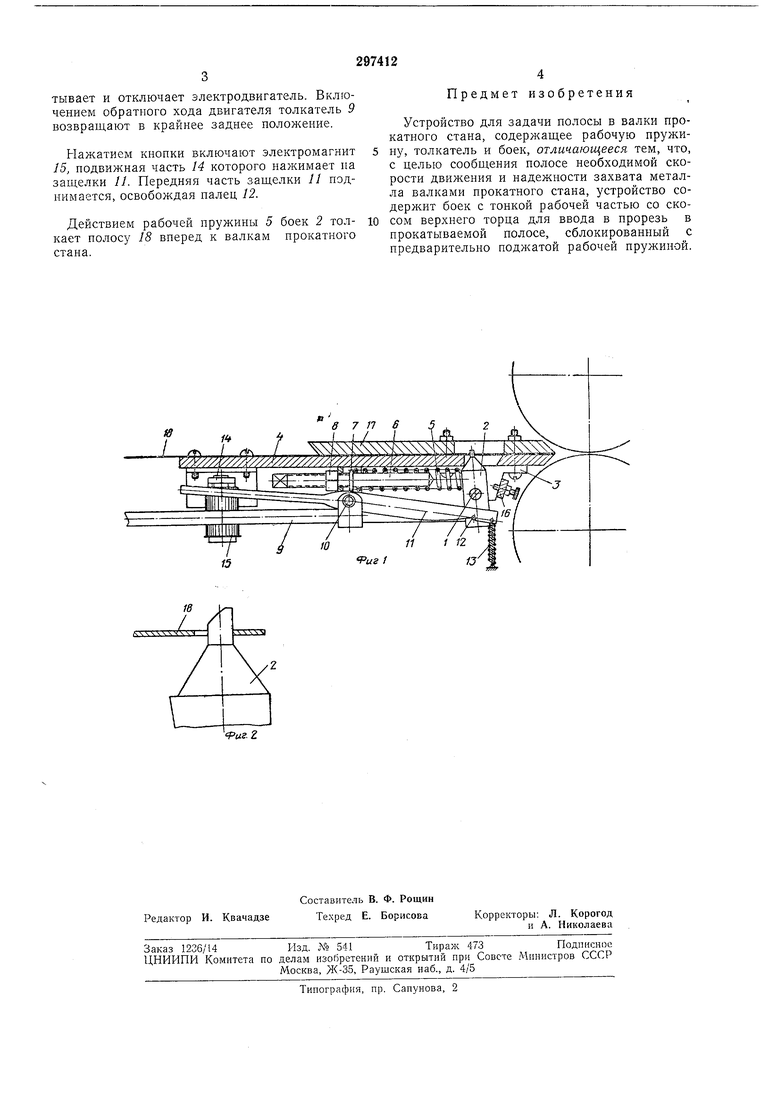
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - рабочая часть бойка.
Устройство содержит поворачиваемый на оси / боек 2, который на верхнем торце тонкой рабочей части имеет скос и закреплен двумя опорами 3 на нижней поверхности неподвижного проводкового стола 4; рабочую пружину 5, установленную на направляющей оси 6 и опирающуюся на выступ 7; неподвижную гайку 8; толкатель 9; поворачиваемую на оси 10 защелку 11, имеющую на передней части прорезь, в которую входит палец 2; вспомогательную пружину 13; подвижную часть 14 электромагнита 15; регулируемый упор 16; накладку 17 с выемкой, которая образует щель с верхней поверхностью проводкового стола 4 для перемещения прокатываемой полосы 18.
Устройство работает следующим образом. До начала работы устройства вращением оси 6 в гайке 5 устанавливают необходимое поджатие рабочей пружины 5, найденное экспериментальным путем для разной скорости прокатки. Прокатываемую полосу 18 вводят в щель
между проводковым столом 4 и накладкой 17, и прорезь в полосе 18 совмещают с тонкой рабочей частью бойка 2. При включении электродвигателя (на чертеже не показан) толкатель 9 идет вперед и, поворачивая боек 2,
сжимает рабочую пружину 5, тонкая часть бойка 2 входит в прорезь в полосе 18 и песколько отводит полосу 18 назад; под действием вспомогательной пружины 13 передняя часть защелки 11 опускается, и палец 12
скользит по нижнему срезу защелки. По окончании процесса сжатия рабочей пружины 5 боек 2 занимает крайнее заднее положение, полосу удерживает тонкая рабочая часть бойка 2. Затем палец 12 входит в прорезь защелки //, в результате чего боек 2 и рабочая пружина 5 фиксируются во взведенном положении.
тывает и отключает электродвигатель. Включением обратного хода двигателя толкатель 9 возвращают в крайнее заднее положение.
Нажатием кнонки включают электромагнит 15, нодвил :ная часть 14 которого нажимает па защелки //. Передняя часть защелки 11 поднимается, освобождая палец 12.
Действием рабочей пружины 5 боек 2 толкает полосу 18 вперед к валкам прокатного стана.
4 Предмет изобретения
Устройство для задачи полосы в валки прокатного стана, содержащее рабочую пружину, толкатель и боек, отличающееся тем, что, с целью сообщения полосе необходимой скорости движения и надежности захвата металла валками прокатного стана, устройство содерлсит боек с тонкой рабочей частью со скосом верхнего торца для ввода в прорезь в прокатываемой полосе, сблокированный с предварительно поджатой рабочей пружиной.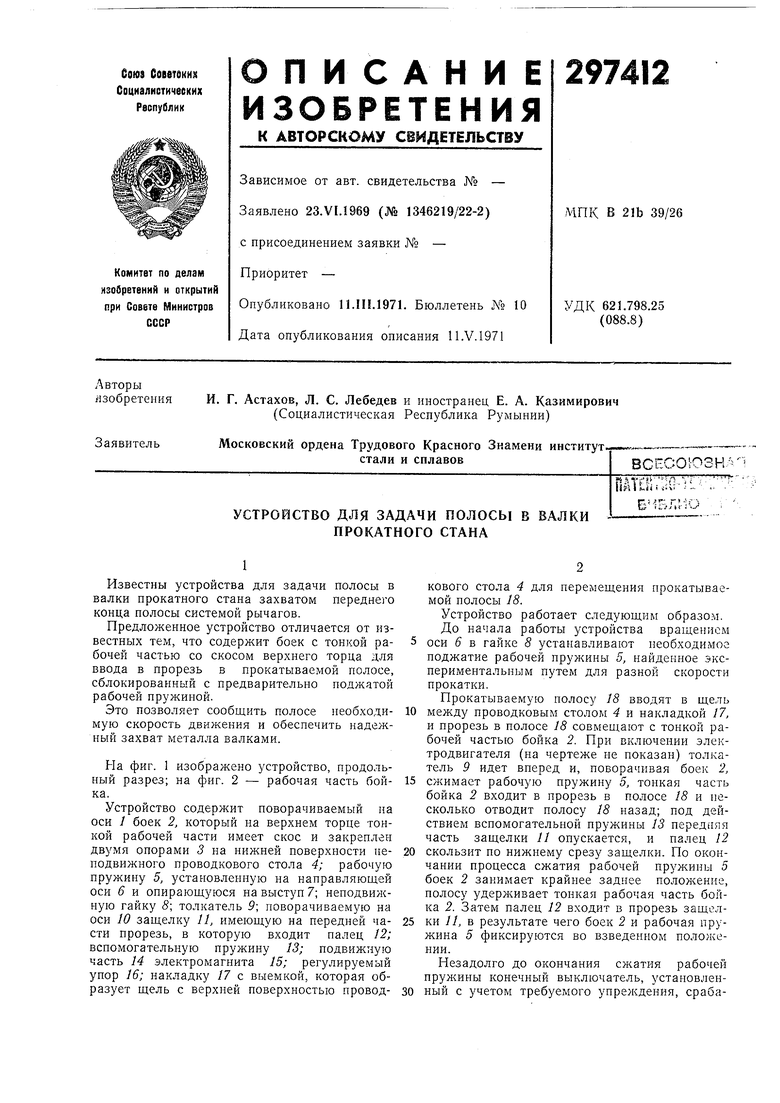
| название | год | авторы | номер документа |
|---|---|---|---|
| Проводковое устройство полосового прокатного стана | 1988 |
|
SU1577901A1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| Непрерывная группа стана для производства тонких полос | 1986 |
|
SU1570808A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК НА ПРОКАТНЫХ СТАНАХ | 2012 |
|
RU2525954C2 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| Приспособление к прокатному стану для сворачивания в бунты тонких полос при выходе их из валков | 1937 |
|
SU55117A1 |
| РАСПОРНЫЙ УЗЕЛ ПРОКАТНОЙ КЛЕТИ | 1997 |
|
RU2110340C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2283707C2 |
| Устройство для подачи заготовок в прокатную клеть | 1986 |
|
SU1433609A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТАННОГО МЕТАЛЛА | 1938 |
|
SU60123A1 |
щМ.
Риг. г /
