Изобретение относится к прокатному производству и может быть использовано преимущественно на черновых клетях широкополосных станов и толстовых станах горячей прокатки.
Известен способ настройки проводковой системы четырехвалковой прокатной клети (аналог), включающий установку на одном уровне вводной и выводной проводок, закрепленных на станинах клети и в подушках нижнего рабочего валка (см. А. А.Королев. Механическое оборудование прокатных и трубных цехов. М., Металлургия, 1987, с.84, рис. П. 25).
Основным недостатком способа является понижение уровня проводок, закрепленных на подушках нижнего рабочего валка, относительно проводок, закрепленных на станинах, при уменьшении диаметра валка в процессе перешлифовок. Это вызывает попадание переднего торца раската после выхода его из валков в торец выводной проводки, закрепленной на станине, забуривания клети, поломки валков и проводок, аварийные простои прокатного стана, снижение его производительности и выхода годного металла.
Наиболее близким техническим решением (прототипом) является способ настройки проводковой системы четырехвалковой прокатной клети, включающий установку на заданный уровень нижних опорного и рабочего валков, вводной и выводной регулируемых по высоте подвижных проводок, выполненных с заостренным торцом со стороны валка и скосом с обратной стороны и смонтированных в подушках нижнего рабочего валка, при этом вводную подвижную проводку устанавливают на уровне стационарных вводной и выводной проводок, закрепленных на станинах со стороны входа и выхода металла из клети (см. А.А. Королев. Прокатные станы и оборудование прокатных цехов. Атлас. - М., Металлургия, 1981, лист П-33, сечение А-А, лист УП-59; лист УП-60,а).
В прототипе регулирование подвижных проводок осуществляется при их вертикальном перемещении, что при уменьшении диаметра нижнего рабочего валка в процессе перешлифовок ведет к образованию щелей между валком и подвижными проводками и приводит к попаданию в эти щели переднего конца раската и последствиям, описанным для аналога. Кроме того, в известном способе верхняя образующая нижнего рабочего валка устанавливается на номинальном уровне прокатки. Так как из-за перешлифовки в клеть могут устанавливаться рабочие валки различного диаметра, при установке нижнего рабочего валка на номинальный уровень прокатки необходимо каждый раз заново выставлять уровень нижнего опорного валка. Это выполняется путем изменения толщины прокладок между подушками нижнего опорного валка и нижними поперечинами станин, что представляет собой длительную и трудоемкую операцию, связанную с увеличением непроизводительных простоев стана и потерь производства.
При уменьшении диаметра рабочего валка в прототипе выводную подвижную проводку опускают в вертикальных пазах его подушек до касания ее переднего заостренного торца с валком, чтобы избежать щели между валком и проводкой. Однако в этом случае, во-первых, понижается требуемый уровень проводки, во-вторых, возникает вероятность удара переднего торца выходящего из валков раската в стационарную выводную проводку, закрепленную на задних стойках станин клети. При этом, как правило, происходит отрыв от клети или поломка стационарной проводки, что вызывает длительные аварийные простои стана, увеличение брака и недокатов, снижение выхода годного проката и производительности стана.
Целью настоящего изобретения является снижение брака прокатываемого металла и числа недокатов, увеличение выхода годного проката, сокращение внеплановых простоев стана, поломок и расхода валков и проводок и повышение производительности стана.
Поставленная цель достигается тем, что нижний опорный валок устанавливают стационарно на весь период его эксплуатации до следующей перевалки так, чтобы верхняя образующая нижнего рабочего валка находилась на уровне, расположенном в пределах одинаковых максимальных отклонений вверх или вниз от номинального уровня прокатки, равных разнице максимального и минимального диаметров рабочего валка, а выводную подвижную проводку устанавливают, перемещая ее наклонно к вертикали, на уровень, при котором торец передней части раската после прохождения заднего скоса выводной подвижной проводки попадает на середину стационарной выводной проводки.
Изобретение поясняется чертежами, на которых изображены:
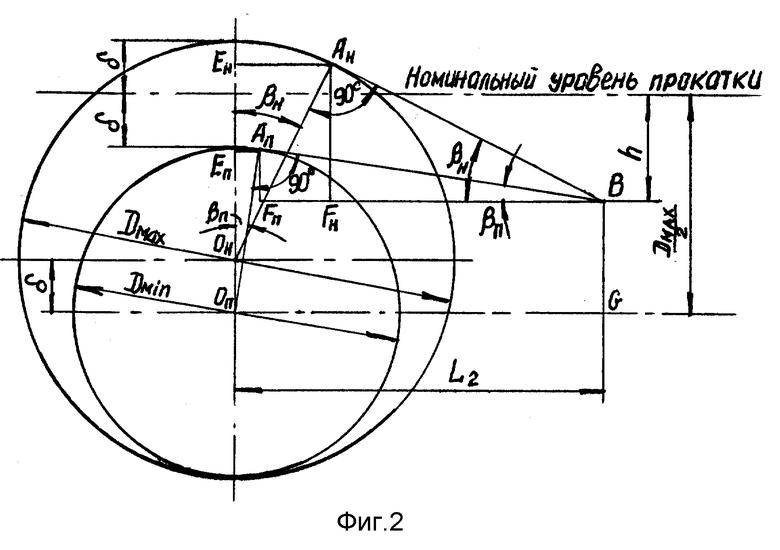
На фиг. 1 - схема установки подвижных проводок и положения раската при различных диаметрах нижнего рабочего валка;
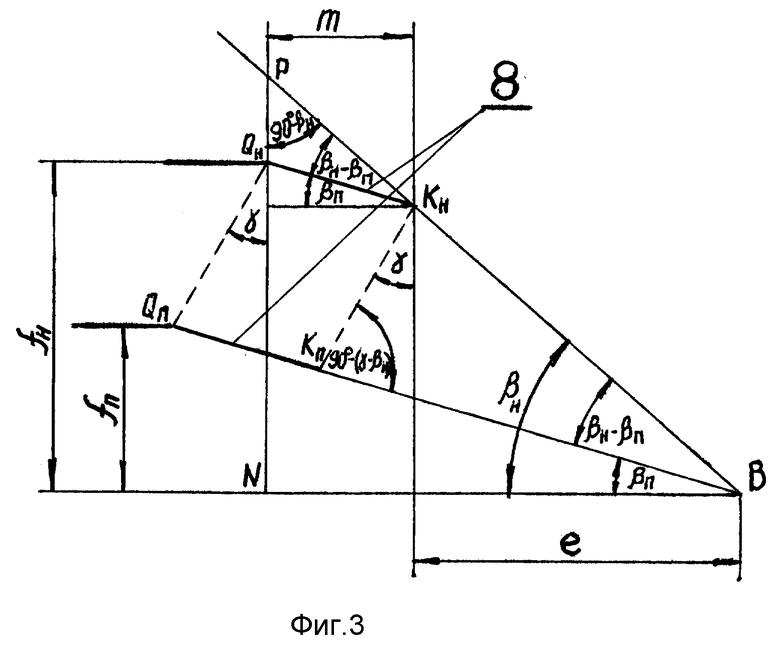
На фиг. 2 - расчетная схема для определения угла наклона передней части раската к горизонтали при максимальном и минимальном диаметрах нижнего рабочего валка;
На фиг. 3 - расчетная схема для определения уровня установки подвижной проводки к горизонтали со стороны выхода раската из клети.
В процессе эксплуатации рабочие и опорные валки подвергаются периодической перешлифовке, в результате чего диаметр валков уменьшается от максимального при новых валках до минимального при полной выработке рабочего поверхностного слоя. После этого валки выводятся из эксплуатации и отправляются в качестве лома на переплавку. При существующих способах настройки проводковой системы прокатных клетей нижний рабочий валок 1 устанавливают так, чтобы его верхняя образующая находилась на номинальном уровне прокатки. Этот уровень обычно принимается выше уровня проводок и несколько выше уровня роликов рольганга между клетями, который является одинаковым для всех клетей стана. Недостатки такой установки валков отмечены при описании аналога и прототипа.
В соответствии с изобретением нижний опорный валок устанавливают стационарно на весь период его эксплуатации до следующей перевалки так, чтобы при различных диаметрах нижнего рабочего валка 1 его верхняя образующая находилась на уровне, расположенном в пределах ее одинаковых максимальных отклонений δ вверх или вниз от номинального уровня прокатки (см. фиг.1). Эти отклонения определяются по разнице максимального Dmax и минимального Dmin диаметров рабочего валка, соответствующих новому валку и перешлифованному на всю толщину рабочего поверхностного слоя, и равны
При новом валке уровень верхней образующей нижнего рабочего валка 1 расположен выше номинального уровня прокатки на расстояние δ, при полностью перешлифованном - ниже на то же расстояние. Таким образом, номинальный уровень прокатки расположен посередине между максимальным и минимальным уровнем верхней образующей валка.
Толщина рабочего поверхностного слоя в сравнении с диаметром валка невелика. Например, для рабочих валков черновой группы клетей непрерывного широкополосного стана 2000 горячей прокатки ОАО "Северсталь" (г.Череповец) она составляет 30 мм при диаметре новых валков 1180 мм и полностью перешлифованных 1120 мм. Поэтому величина отклонений δ также невелика и для данного примера составляет те же 30 мм.
Практика показала, что благодаря относительно небольшой величине δ, нижний опорный валок 2 может быть установлен в клети стационарно в период его эксплуатации до очередной перевалки без перестановок при каждой перевалке рабочих валков разного диаметра. Перевалка опорных валков осуществляется значительно реже, чем рабочих. Например, на упомянутом стане 2000 в течение одной кампании опорных валков на клетях черновой группы между их перевалками проводится 8-12 перевалок рабочих валков. Поэтому отсутствие необходимости перестановок нижнего опорного валка позволяет значительно сократить трудоемкость и продолжительность перевалок и повысить производительность стана. Благодаря относительно большому расстоянию L1 от оси вводной стационарной проводки 3, закрепленной на станине, до оси валков, угол α наклона к горизонтали задаваемого в валки раската весьма невелик. Так, для рассматриваемого стана при L1 = 1325 мм и превышениях уровней верхней образующей нижнего рабочего валка над уровнем вводной стационарной проводки 3 при новом и полностью перешлифованном валках, равных соответственно aн = 110 мм и aп = 50 мм, максимальный и минимальный углы наклона к горизонтали задаваемого в валки раската 4 составляют αн = 4,75o и αп = 2,16o. При угле 4,75o обеспечивается нормальный захват металла валками. В других случаях условия захвата только улучшаются. При подаче к валкам раскат перемещается по стационарной вводной проводке 3 и подвижной вводной проводке 5, смонтированной в подушках нижнего рабочего валка 1. Подвижная проводка выполнена с заостренным передним торцом со стороны валка и задним скосом. Эту проводку устанавливают стационарно на уровне стационарной вводной проводки 3, хотя подвижная проводка может регулироваться по высоте с помощью прокладок 6. Однако практически ее не регулируют, так как даже при значительном уменьшении диаметра нижнего рабочего валка в процессе перешлифовок исключено попадание переднего торца раската в образующуюся щель между заостренным передним торцом проводки и валком. При касании валка раскат под действием сил трения со стороны валка и подпора со стороны предыдущей клети или рольганга поднимается по валку к очагу деформации, что исключает попадание его переднего конца между валком и подвижной вводной проводкой 5.
После выхода из валков передняя часть раската 7 под действием собственного веса опускается. При этом для исключения попадания торца передней части в щель между валком 1 и заостренным передним торцом подвижной выводной проводки 8 последнюю устанавливают на требуемый уровень, перемещая ее наклонно к вертикали под углом γ. Это достигается путем выполнения наклонных пазов в подушках нижнего рабочего валка, в которых на прокладках 10 установлены концевые участки ребер 9 проводки 8. Установку проводки на требуемый уровень выполняют путем изменения высоты "n" прокладок 10. Угол наклона пазов в подушках принимают из условия расположения проводки 8 примерно посередине между стационарной выводной проводкой 11, закрепленной на станине, и нижним рабочим валком 1 минимального диаметра в его нижнем положении. В этом случае, благодаря приближению переднего заостренного торца проводки к валку (см. фиг.1), вероятность попадания торца передней части раската 7 в щели, образующиеся между проводкой 8, валком 1 и стационарной выводной проводкой 11 минимальна.
Исследования заявителя показали, что необходимый уровень установки выводной подвижной проводки 8 в зависимости от уровня верхней образующей нижнего рабочего валка 1 можно определить из условия, что торец передней части раската 7 после прохождения заднего скоса выводной подвижной проводки 8 попадает на середину (в точку В) стационарной выводной проводки 11. При этом некоторым возможным изгибом раската после выхода из валков можно пренебречь и считать его прямолинейным до касания со стационарной проводкой. Такое допущение подтверждается практикой эксплуатации черновых четырехвалковых клетей станов горячей прокатки полосы: при нормальном режиме прокатки после выхода режима из клети под действием собственного веса он наклоняется, но сохраняет прямолинейную форму. Начало прямолинейных участков раската для новых и перешлифованных валков соответствует точкам Ан и Ап на фиг.1, в которых эти участки касательны к окружности поперечного сечения валка.
Если после выхода из валков происходит изгиб раската, вызванный, например, разницей диаметров верхнего и нижнего валков или неудовлетворительной настройкой клети, передний конец раската сначала попадает на подвижную выводную проводку 8, скользит по ней и далее, опираясь на кромки Kн (Kп) ее заднего скоса, попадает на стационарную выводную проводку 11. Учитывая небольшое расстояние между подвижной проводкой 8 и стационарной 11 и пренебрегая в связи с этим изгибом раската, можно принять, что после прохождения подвижной проводки передний участок раската остается прямолинейным и попадает в середину (в точку B) стационарной проводки. В этом случае сам раскат также можно считать прямолинейным от выхода из валков до касания стационарной проводки. При таком условии, хотя торец передней части раската может и не попасть в середину стационарной проводки, он всегда попадет на эту проводку с некоторым смещением относительно середины назад или вперед, но не упрется в торец проводки. Благодаря этому обеспечивается устойчивая работа проводковой системы без аварийных ситуаций, присущих прототипу.
Для определения необходимого уровня установки выводной подвижной проводки 8 необходимо определить угол β наклона к горизонтали передней части раската после выхода его из валков. Этот угол может быть найден из фиг.2, на которой схематично показан фрагмент проводковой системы за валками с теми же буквенными обозначениями параметров и характерных точек, что и на фиг.1.
Из фиг.2 следует:
где 
h - известное расстояние между номинальным уровнем прокатки и уровнем стационарной выводной проводки 11;
L2 - расстояние от середины (оси) стационарной выводной проводки 11 до оси рабочего валка.
Подставляя эти соотношения в (1), после преобразований получим уравнение
В этом уравнении искомым неизвестным является угол βн - угол наклона к горизонтали передней части раската для случая выхода его из новых валков максимального диаметра. После выхода из валков раскат огибает нижний валок и под действием собственного веса наклоняется, поэтому угол βн можно рассматривать как угол наклона касательной к окружности сечения валка максимального диаметра Dmax, проходящей через точку B - середину стационарной выводной проводки 11.
Принимая  и подставляя это выражение в (2), получим квадратное уравнение
и подставляя это выражение в (2), получим квадратное уравнение
Acos2βн-Bcosβн+C = 0, (3)
где 
Решая это уравнение относительно cosβн, находим
Для проводковой системы четырехвалковых рабочих клетей черновой группы непрерывного широкополосного стана 2000 горячей прокатки ОАО "Северсталь" при значениях Dmax = 1180 мм; Dmin = 1120 мм; L2 = 1315 мм; h = 80 мм из формулы (4) получим βн = 0,085 радиан = 4,874o.
Поскольку угол βн невелик, с достаточной степенью точности для практики в уравнении (2) можно принять cosβн ≈ 1; sinβн ≈ βн.
Тогда из уравнения (2) угол βн можно определить по формуле
Подставляя в эту формулу числовые значения параметров, приведенные выше, получим приближенное значение βн = 0,084 радиан = 4,798o. Это значение весьма мало отличается от точного, что подтверждает возможность применять на практике формулу (5).
При прокатке в полностью перешлифованных валках минимального диаметра Dmin угол βп наклона к горизонтали передней части раската после выхода из валков определяется на основании аналогичных соображений.
Для этого случая можно записать (см.фиг.2):
где AпFп = EпOп - BG; 
Подставляя эти соотношения в (6) и, с учетом малости βп принимая tgβп ≈ sinβп ≈ βп, после преобразований получим формулу для определения βп:
Для вышеприведенных числовых значений, входящих в эту формулу параметров, имеем βп = 0,039 радиан = 2,22o.
Для текущих значений диаметров рабочих валков (между максимальным и минимальным) текущие углы β наклона передней части раската к горизонтали определяются по формуле (7) с подстановкой вместо Dmin текущего значения диаметра валка.
На основании полученных углов β определяется уровень подвижной выводной проводки 8. Эта проводка выполнена с задним скосом под углом βп к горизонтали. Такое исполнение проводки обусловлено тем, что по мере перешлифовки и уменьшения диаметра валков текущий угол β уменьшается и уменьшается угол βн-β между скосом проводки и раскатом. Благодаря этому уменьшаются контактные давления и сила трения между нижней поверхностью раската и скосом проводки в крайней его точке Kн (Kп) (см.фиг.1). Соответственно уменьшается износ заднего торца проводки в этой точке и повышается ее долговечность.
Кроме того, по мере уменьшения угла β (при уменьшении диаметра валка) обеспечивается более точное попадание торца раската на середину стационарной проводки 11 в точку В и повышается надежность работы проводковой системы. При минимальном диаметре валков Dmin угол β = βп и нижняя поверхность раската скользит по поверхности заднего скоса подвижной проводки 8.
Уровень установки проводки 8 определяется превышением f ее горизонтальной поверхности над стационарной проводкой 11. При максимальном диаметре валков f = fн, при минимальном f = fп (см. фиг. 1, 3). Максимальный и минимальный уровни проводки 8, характеризуемые превышениями fн и fп определим из фиг. 3, на которой схематично изображен фрагмент проводковой системы (фиг. 1) на участке с выводными проводками 8 и 11. Буквенные обозначения точек на фиг.1 соответствуют таковым на фиг.3.
Из фиг.3 следует:
Из теоремы синусов (см.треугольник PQнKн) имеем
и после подстановки значений PN и PQн получим выражение для определения максимального уровня установки проводки 8 при новых валках:
Из треугольника KнKпB следует:
TQп = QнQпcosγ; QнQп = KнKп; fп=fн-TQп
и после подстановок в это соотношение получаем выражение для определения минимального уровня установки подвижной проводки 8 при использовании полностью перешлифованных валков минимального диаметра:
В выражениях (8) и (9):
e - расстояние от оси стационарной проводки 11 до заднего торца подвижной проводки 8;
m - длина проекции на горизонталь сечения заднего скоса проводки 8.
При определении текущего уровня установки подвижной проводки 8 для валков промежуточного диаметра между Dmax и Dmin в формуле (9) вместо βп принимается значение текущего угла β. Для черновых клетей стана 2000 ОАО "Северсталь" m = 80 мм; e = 435 мм; угол между направлением перемещения подвижной проводки и вертикалью γ = 15,4o. При этих значениях максимальный и минимальный уровни установки подвижной проводки, определяемые по (8) и (9), соответствуют
fн = 39,66 мм; fп = 20,46 мм.
Настройка проводковой системы по предлагаемому способу обеспечивает надежную передачу раската в последующую клеть или на транспортный рольганг без попадания его переднего конца в щель между валком и заостренным концом подвижной проводки или удара в стационарную выводную проводку. Благодаря этому исключаются поломки проводок и аварийные простои стана, связанные с восстановлением их работоспособности. Сокращаются количество брака прокатываемого металла, число недокатов и увеличивается выход проката. Сокращаются поломки и расход валков, внеплановые простои стана и повышается его производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ПРОВОДОК РАБОЧЕЙ КЛЕТИ ШИРОКОПОЛОСНОГО СТАНА | 2003 |
|
RU2241560C2 |
| УЗЕЛ НИЖНЕГО РАБОЧЕГО ВАЛКА | 1997 |
|
RU2118210C1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| Валковая арматура непрерывного прокатного стана | 1982 |
|
SU1142190A1 |
| Способ настройки клетей сортопрокатного стана | 1982 |
|
SU1044354A1 |
| Способ установки проводок к рабочим клетям сортовых станов | 1961 |
|
SU143006A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |
Использование: изобретение относится к прокатному производству и может быть использовано преимущественно на черновых клетях широкополосных станов и толстовых станах горячей прокатки. Сущность: в способе настройки проводковой системы четырехвалковой прокатной клети, включающем установку на заданный уровень нижних опорного и рабочего валков, вводной и выводной, регулируемых по высоте подвижных проводок, выполненных с заостренным торцом со стороны валка и скосом - с обратной стороны и смонтированных в подушках нижнего рабочего валка, при этом вводную подвижную проводку устанавливают на уровне стационарных вводной и выводной проводок, закрепленных на станинах со стороны входа и выхода металла из клети, нижний опорный валок устанавливают стационарно на весь период эксплуатации до следующей перевалки так, чтобы верхняя образующая нижнего рабочего валка находилась на уровне, расположенном в пределах одинаковых максимальных отклонений вверх или вниз от номинального уровня прокатки, равных разнице максимального и минимального диаметров рабочего валка, а выводную подвижную проводку устанавливают, перемещая ее наклонно к вертикали, на уровень, при котором торец передней части раската после прохождения заднего скоса выводной подвижной проводки попадает на середину стационарной выводной проводки. Изобретение обеспечивает снижение брака прокатываемого металла и числа недокатов, увеличение выхода годного проката, сокращение внеплановых простоев стана, поломок и расхода валков и проводок и повышение производительности стана.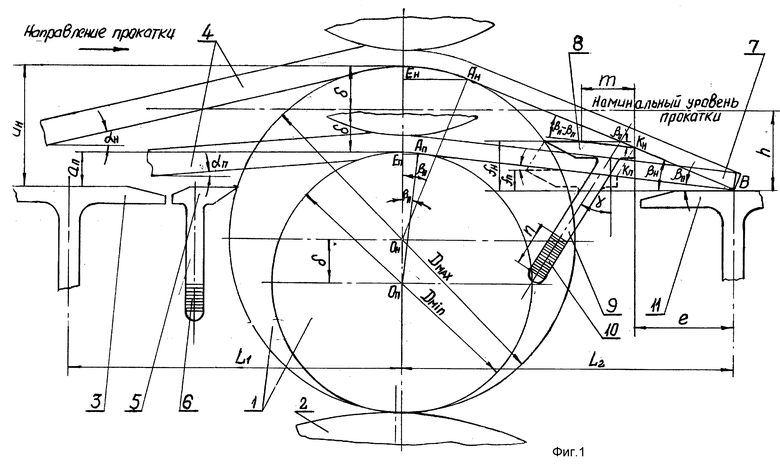
Способ настройки проводковой системы четырехвалковой прокатной клети, включающий установку на заданный уровень нижних опорного и рабочего валков, вводной и выводной, регулируемых по высоте подвижных проводок, выполненных с заостренным торцом со стороны валка и скосом - с обратной стороны и смонтированных в подушках нижнего рабочего валка, при этом вводную подвижную проводку устанавливают на уровне стационарных вводной и выводной проводок, закрепленных на станинах со стороны входа и выхода металла из клети, отличающийся тем, что нижний опорный валок устанавливают стационарно на весь период эксплуатации до следующей перевалки так, чтобы верхняя образующая нижнего рабочего валка находилась на уровне, расположенном в пределах одинаковых максимальных отклонений вверх или вниз от номинального уровня прокатки, равных разнице максимального и минимального диаметров рабочего валка, а выводную подвижную проводку устанавливают, перемещая ее наклонно к вертикали, на уровень, при котором торец передней части раската после прохождения заднего скоса выводной подвижной проводки попадает на середину стационарной выводной проводки.
| Королев А.А | |||
| Механическое оборудование прокатных и трубных цехов.-М.:Металлургия, 1987, с.84, рис.П25 | |||
| Королев А.А | |||
| Прокатные станы и оборудование прокатных цехов | |||
| Атлас.-М.:Металлургия, 1981, лист П-33, сечение А-А, лист УП-59, лист УП-60,а. |

