Выходящий из прокатного стана материал в горячем состоянии; примерно, около 800°, по ходу технологического процесса, перед разрезкой его циркульной пилой, останавливается специальным упором, и в этом состоянии обычно производится операция клеймения, причем клеймо должно наноситься на каждый конец отрезываемого далее пилой бруска.
При этом, устройство для клеймения должно быть выполнено таким образом, чтобы клеймение производилось правильно, независимо от возможных отклонений в длине отрезаемого бруска и его искривления в пределах, примерно, до 12°.
Кроме того, устройство должно допускать удобную и быструю смену бойка с клеймами.
Предлагаемое устройство удовлетворяет всем указанным выше требованиям, причем рабочий, обслуживающий его, должен производить периодически лишь два движения - нажатие ногой на педаль для получения клейма и нажим; рукой на рычаг, управляющий циркульной пилой, что, в виду несовпадения их по времени, создает необременительную нагрузку для рабочего.
В предлагаемом устройстве используется обычный ударный боек, но отличительной особенностью его является обеспечение автоматического нанесения клейма даже в случае искривления подлежащего клеймению материала. Для этого, согласно изобретению, ударный боек, несущий клеймящие пуансоны, установлен в подвесном Направляющем кожухе, снабженном на нижнем конце направляющей обоймой с установочными (направляющими) вилками, с целью автоматической установки, бойка параллельно оси. искривленной полосы, подлежащей клеймению.
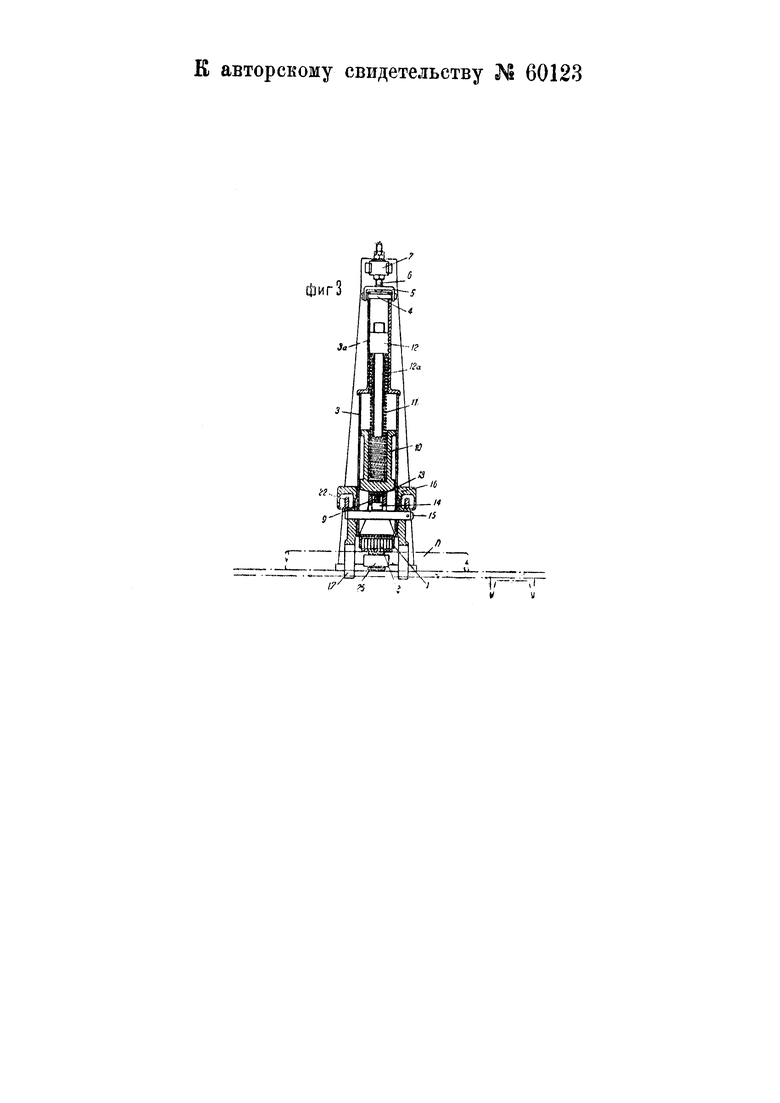
На чертеже фиг. 1 Показывает вид устройства сбоку в вертикальном разрезе; фиг. 2 - разрез по АВ фиг. 1; фиг. 3 - разрез по CD фиг. 1.
Боек 1 с клеймами 2 заключен в направляющем кожухе 3, подвешенном на оси 4, поддерживаемой подвеской 5. Подвеска снабжена вертикальным стержнем 6, которой может поворачиваться в опоре 7, закрепленной в станине 8. В том же кожухе 3 над бойком 1, удерживаемом в приподнятом состоянии спиральной пружиной 9, расположен ударник 10, находящийся под действием пружины 11, одним своим концом упирающейся днище имеющего форму стакана ударника 10, а другим в установочную гайку 12, ввинченную в цилиндрическую часть За направляющего кожуха 3. Гайка 12 снабжена направляющим стержнем 12а.
Пружина 9 упирается верхним своим концом в крышку 13 бойка 1, а нижним - в днище стакана 14, лежащего на штыре 15, проходящем свободно через выемку в бойке 1 и закрепленном в направляющей обойме 16, снабженной внизу вилками 17, расположенными по обе стороны бойка 1.
Обойма 16 имеет направление между двумя суживающимися к верху скосами 19.
Кроме того, обойма 16 имеет упор 20, взаимодействующий с подпружиненной защелкой 21, сидящей на кожухе 3, которая своим концом входит в выемку ударника 10.
Обойма 16 поддерживается в верхнем своем, положении вилкой 22, входящей в гнезда обоймы и представляющей собой конец двуплечего рычага 23, 23а, поворотно установленного на оси 24; другой конец 23а рычага оканчивается педалью 25.
Действие устройства происходит следующим образом.
Полоса П прокатанного материала, выходя из прокатного стана, проходит между роликами 27, которые и направляют его под боек 1. Направляющая обойма 16 в это время приподнята и штырем 15 поддерживает также боек 10 с клеймами 2 в приподнятом положении; ударник с взведенной пружиной 11 удерживается защелкой 21.
В это время машинист нажимает ногой на педаль 25.
Когда полоса П упрется в упор 28, машинист отпускает педаль 25, вследствие чего конец рычага 23, несущий вилку 22, освобождается, и обойма 16, под действием собственного веса и веса бойка 1, падает на прокатанный материал.
При этом вилки 17 направляют боек 1 таким образом, что клейма 2 располагаются вдоль оси подлежащей клеймению полосы П.
Во время опускания обоймы 16 упор 20, скользя по нижнему концу защелки 21 (фиг. 1), отклоняет ее, освобождая ударник 10, который под действием пружины 11 и собственного веса производит удар по бойку 1 и клеймит полосу П.
Затем машинист рукой нажимает рычат 26, приводя в действие циркульную пилу.
При следующем нажатии педали 25 обойма 16 поднимается, упор 20 свободно проходит мимо отклоненного нижнего конца: защелки 21, и затем штырь 15 подымает боек 1, а через него и ударник 10, пока верхний конец защелки 21 не западет в углубление ударника, после чего весь цикл совершается снова.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения прокатанного материала | 1939 |
|
SU57572A1 |
| Устройство для ударного клеймения изделий | 1983 |
|
SU1143485A1 |
| Устройство для клеймения изделий | 1973 |
|
SU525489A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КЛЕЙМЕНИЯ ПРОКАТАННОГО МАТЕРИАЛА | 1938 |
|
SU60285A1 |
| Автоматическое устройство для механического клеймения прокатанных полос | 1939 |
|
SU59697A1 |
| Пневматический одноударный молоток | 1990 |
|
SU1805026A1 |
| Пневматический клеймитель | 1977 |
|
SU619246A1 |
| Устройство для клеймения | 1979 |
|
SU1017405A1 |
| Устройство для клеймения | 1972 |
|
SU461833A1 |
| Устройство для маркирования изделий | 1984 |
|
SU1192878A1 |

Устройство для клеймения прокатанного металла с применением ударных бойков, отличающееся тем, что несущий клеймящие пуансоны ударный боек 1 установлен в подвесном поворотном направляющем кожухе 3, снабженном на нижнем конце направляющей обоймой 16 с установочными вилкам 17, с целью автоматической установки бойка параллельно оси искривленной полосы, подлежащей клеймению.
