4
СО
со
О5 О
со
;Изобретение относится к обработке ме таллоЕ давлением, в частности к устройствам ; для подачи заготовок к прокатным станам и ковочным вальцам при производстве изделий типа напильников.
: Целью изобретения является повыи,1ение произЕ.одительности за счет обеспечения i возможности осуществления многопроход- I ной прокатки изделий за один оборот рабо- I чих валков.
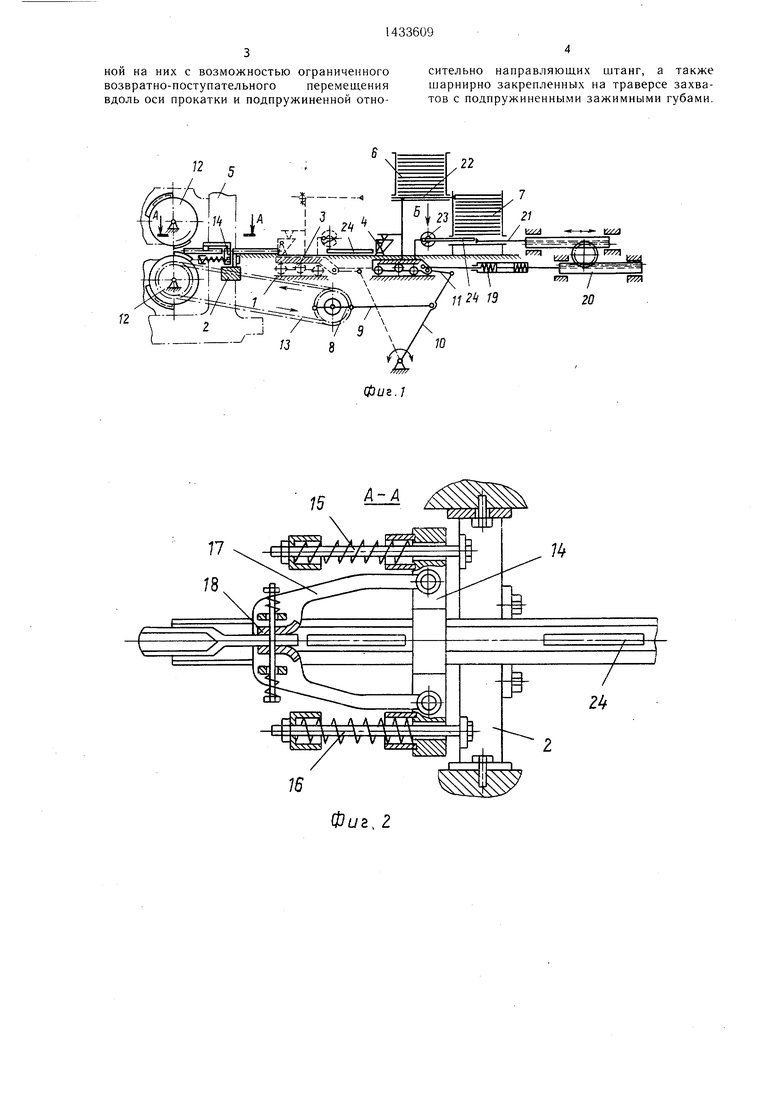
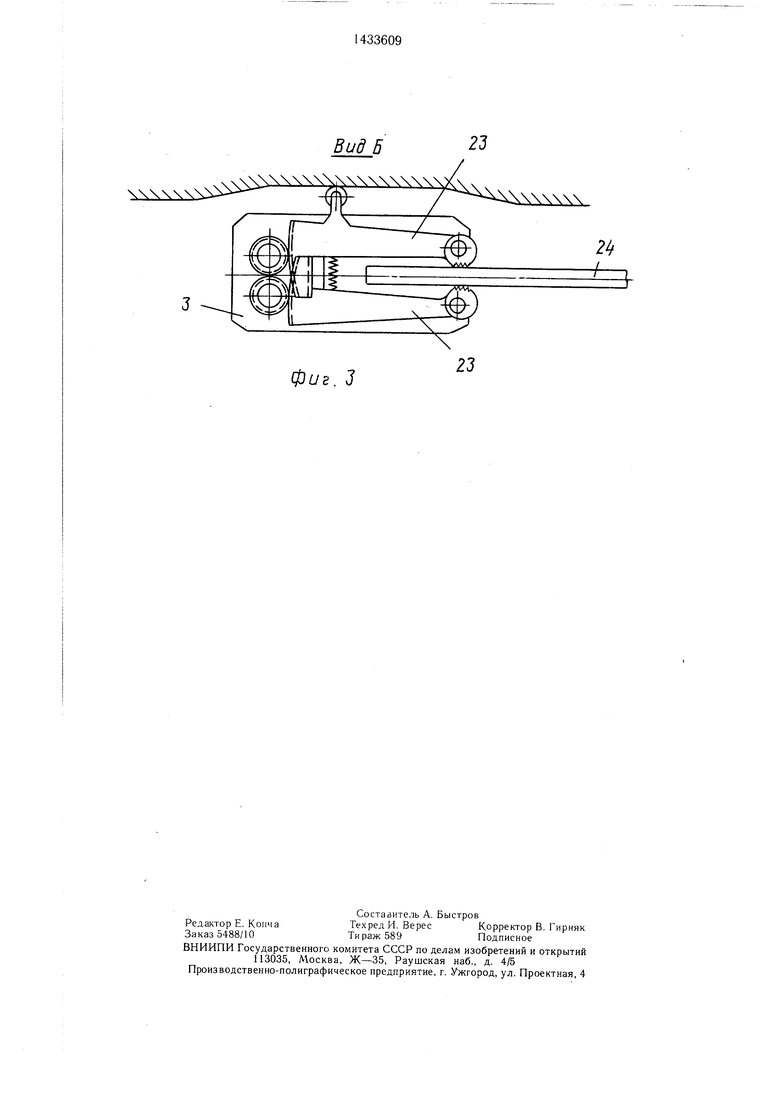
На фиг. 1 изображено устройство, общий I вид; на фиг. 2 - разрез А-А на фиг. 1; на I фиг. 3 - вид Б на фиг. 1.
Устройство для подачи заготовок в прокатную клеть содержит стол 1 с входной проводкой 2, смонтированную на столе 1 I тележку 3 с установленным на ней толкателем 4 заготовок в клеть 5, бункер 6 и нагреватель 7. Толкатель 4 заготовок в клеть выполнен одностороннего действия. Тележка 3 имеет привод, включающий крипо 11ИГ1 8, шатун 9, кулису 10 и тяги И. Кривошип 8 связан с рабочими валками 12 ценной передачей 13. Устройство содержит .механизм удержания заготовки во время деформирования на нервом проходе и возврата ее на отходную позицию после его окончания (см. фиг. 2), выполненный в виде траверсгл 14, которая установлена на направляющих щтанга.х 15, жестко смонтированных на входной проводке 2, с помощью пружин 16. На траверсе 14 шарнирно закреплены захва- I ты 17 с подпружиненными губка.ми 18. Те- лежка 3 через демпфирующее устройство 19 ; и зубчато-реечную передачу 20 соединена : с выталкивателем 21 заготовки из нагрева- : теля 7. Бункер 6 смещен в сторону рабочих ; валков 12 относительно нагревателя 7 на : величину хода тележки. На тележке 3 уста- ; новлен выталкиватель 22 заготовок из бун- 1 кера 6 в нагреватель 7, а также смо1ггирован I .ой захват 23 одностороннего действия j заготовок из нагревателя 7. Устройство для подачи заготовок в прокатную клеть работает следующим образом. Вращательное движение рабочих валков 12 преобразуется через цепную переда- ; чу 13, ривоц1ип 8, шатун 9, кулису 10 и тягу 1 1 в возвратно-поступательное перемещение тележки 3. Тележка 3 за один оборот рабочих валков 12 совершает одно возвратно-поступательное движение. При движении тележки 3 но етолу 1 вперед толкатель 4 через установленную во входной проводке 2 заготоЕ;ку 24 воздействует па предварительно сжатые губки 18, сжимает пружины 16, переме:цает губки 18 вместе с траверсой 14 в переднее положение. После полного сжатия нружин 16 заготовка 24 под действием усилия создаваемого толкателе.м 4, разжи- мает губки 18, и проталкивает расположен- ную неред ней заготовку вперед до встречи с сегмен1ами рабочих валков 12, которые захватывают заготовку 24 и прокатывают ее. В течение Bcei o периода прокатки в первом проходе заготовка 24 протягивается между губками 18, при этом траверса 14 находится в переднем крайнем положении. JTIo окончании прокатки в первом проходе
деформированная заготовка освобождается сегментами, пружины 16 разжимаются и траверса 14 возвращается назад по направляющим щтангам 15. Вместе с ней возвращается в исходное положение и деформированная в первом проходе заготовка. Толкатели 4 и 21 возвращаются в исходное положение до подачи следующей заготовки. Одновременно при ходе тележки 3 вперед клещевой- захват 23 захватывает заготовку из нагревателя 7 и укладывают ее на стол 1. Про5 должая поворачиваться, рабочие валки 12 второй парой сегментов са.мостоятельно захватывают заготовку, прокатанную в первом проходе. Возможность захвата заготовки после первого прохода второй парой сегментов рабочих, валков 12 обеспечивается
0 регулировкой величины хода губок 18 с траверсой 14. Нри этом тележка 3 начинает двигаться назад. При ходе тележки 3 назад выталкиватель 21 удаляет нагретую заготовку 24 из нагревателя 7, а выталкиватель
5 22 перемещает из бункера 6 в нагреватель 7 хо. юдпук) заготовку. В конце хода тележки 3 назад клещевой захват 23 захватывает предварительно вытолкнутую заготовку из нагре- чателя 7. Толкатель 4 одностороннего дей- ч-твия заготовок в клеть при ходе тележки 3
0 li работе не участвует и скользит по поверх- предыдущей нагретой заготовки, размещенной на столе 1.
Таким образом, в устройстве при работе находятся три заготовки: одна прокатывается, другая подготовлена к прокатке, третья
5 транспортируется па стол 1 кленхевым захватом 23 из нагревателя 7 вслед за второй заготовкой. За один оборот рабочих валков прокатывается одна заготовка в двух парах сегментов, т. е. в два прохода. В перво.м проходе формируется пеобходимая форма подката, во втором -- готовое изделие.
Ф орлу л а изопр етени.я
Устройство для подачи загото К)к в про- 5 катную клеть, содержащее стол с входной проводкой, смонтированную на столе с возможностью возвратно-поступательного перемещения вдоль стола тележку с приводом, кинематически связанным с рабочими валками прокатной клети, отличающееся тем, 0 что, с целью 1ювын ения производительности за счет обеспечения возможности осуществления многопроходной прокатки изделий за один рабочих валков, оно снабжено механизмом удержания заготовки во время деформирования на первом проходе и возврата ее на исходную позицию после его окончания, выполненным в виде жестко смонтированных на входной проводке направляющих щтанг. траверсы, установленНОИ на них с возможностью ограниченного возвратно-поступательного перемещения вдоль оси прокатки и подпружиненной относительно направляющих штанг, а также шарнирно закрепленных на траверсе захватов с подпружиненными зажимными губами.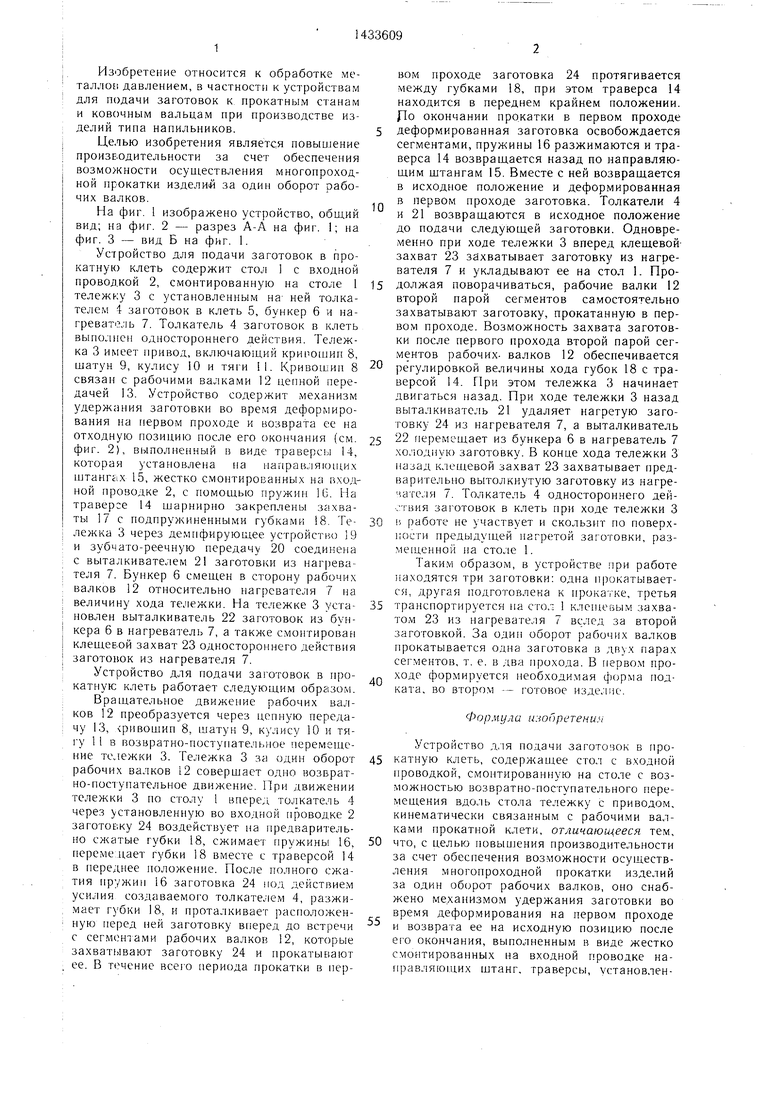
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия поперечно-клиновой прокатки заготовок, преимущественно длинномерных штанг | 1989 |
|
SU1690927A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| Приемно-задающее устройство клети трио | 1983 |
|
SU1125077A1 |
| СПОСОБ ПРОКАТКИ И ПРОДОЛЬНЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН С УДЕРЖАНИЕМ ОПРАВКИ ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК | 2010 |
|
RU2500491C2 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Стан для прокатки спиральных сверл | 1987 |
|
SU1433606A1 |
| Стан для продольно-винтовой прокатки сверл | 1989 |
|
SU1738452A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для подачи заготовок к прокатным станам и ковочным вальцам при производстве изделий типа напильников. Цель изобретения - повышение производительности за счет обеспечения возможности осуществления многопроходной прокатки изделий за один оборот рабочих валков. В расположенной перед прокатной клетью с рабочими валками входной проводке размещена нагретая в индукторе заготовка. На рабочих валках по окружности одна за другой размещены две пары сегментов. На корпусе входной проводки жестко смонтированы направляющие щтанги, вдоль которых скользит подпружиненная относительно штанг траверса. На ней смонтированы подпружиненные губки. Очередная нагретая заготовка от толкателя воздействует на установленную в проводке заготовку и перемещает с ее помощью траверсу к рабочим валкам. Сжимая пружины траверсы до упора, заготовка при дальнейшем проталкивании разжимает губки и захватывается первой парой сегментов, протягиваясь через губки. После первого прохода прокатки под действием пружин траверса перемещается с предварительно прокатанной заготовкой назад, откуда вторая пара сегментов ее захватывает i; прокатывает окончательно. 3 ил. S
12
15
16
Фиг Z
I/
22
А-А
Вид 6
фиг. J
| Устройство для подачи заготовок в прокатную клеть | 1977 |
|
SU622551A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
