Изобретение относится к технологической оснастке для чистовой пробивки или вырубки деталей из листовых заготовок.
Известные штампы для чистовой пробивки и вырубки содержат матрицу и прижим, выполненные с коническими рабочими торцами, имеющими одинаковый угол наклона к горизонтальной плоскости, выбираемый в зависимости от упругих свойств и толщины заготовки.
При щтамповке труднодеформируемых сталей или сплавов на известных щтампах не обеспечивается получение чистой поверхности среза деталей.
Предложенная конструкция штампа обеспечивает получение чистой поверхности среза в деталях из малопластичных сталей, сплавов и других материалов.
Устранение отмеченного недостатка обеспечивается тем, что рабочий торец прижима описываемого штампа выполнен с углом наклона, находящимся в пределах от 15 до 1° в зависимости от механических свойств и геометрических размеров штампуемой детали, а угол наклона рабочего торца матрицы больше угла наклона рабочего торца прижима на величину, равную 5-30, также выбираемую в зависимости от упругих свойств материала заготовки.
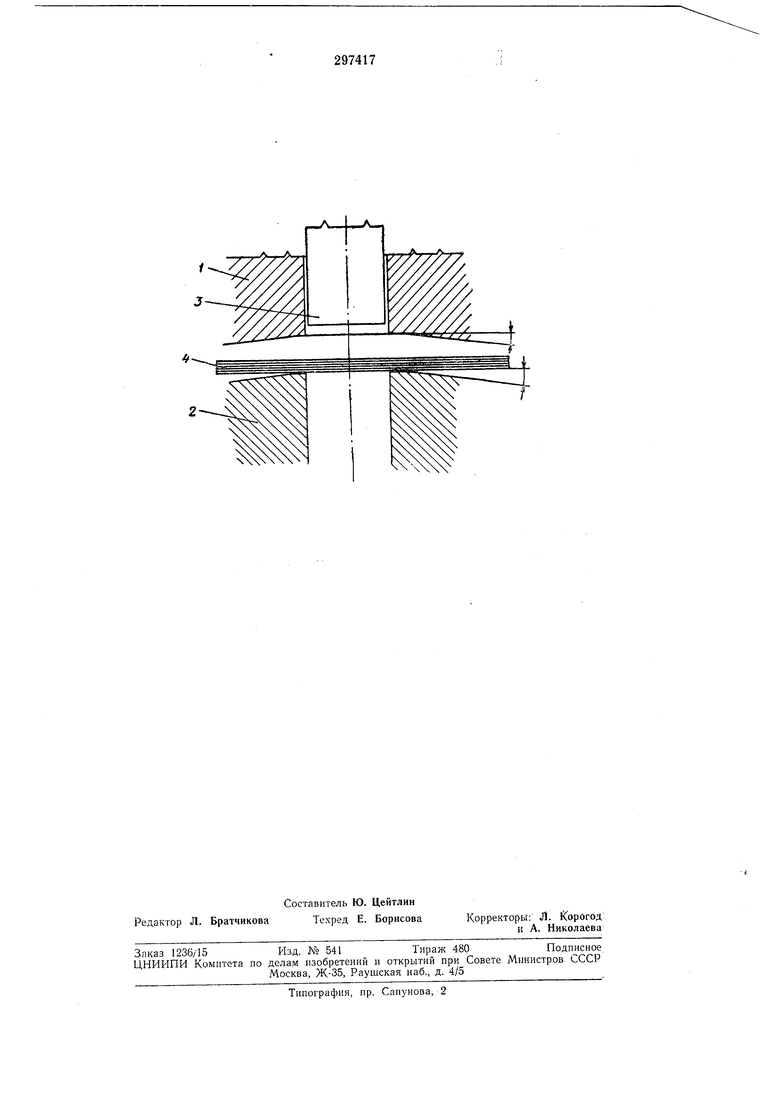
Штамп содержит прижим /, матрицу 2 и пуансон 3. Торец прижима наклонен под углом, составляющим с горизонтальной плоскостью от 15 до 10°. Угол наклона торца матрицы больше угла наклона торца прижима на величину, находящуюся в пределах от 5 до 30 в зависимости от упругих свойств обрабатываемого материала.
Заготовку 4 укладывают на матрицу, и опуекают прижим. При этом происходит упругий изгиб заготовки в направлении к пуансону и, кроме того, вследствие различия между углами наклона рабочих торцов матрицы и прижима матрица упруго внедряется в металл в зоне резки, что приводит к увеличению сжимающих напряжений в зоне резки и к увеличению пластичности материала.
Предмет изобретения
Штамп для чистовой пробивки и вырубки, в котором рабочие торцы матрицы и прижима кольца выполнены коническими с углом конуса, выбираемым в зависимости от упругих свойств и толщины заготовки, отличающийся тем, что, с целью получения чистой поверхности среза у деталей из малопластичных металлов, угол наклона рабочего торца матрицы больше угла наклона рабочего торца прижима, составляющего от 15 до 1° с горир/ I, /S
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки | 1978 |
|
SU831271A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| СПОСОБ ЧИСТОВОЙ ПРОБИВКИ И ВЫРУБКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1969 |
|
SU241381A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |