Группа изобретений относится к обработке металлов давлением, в частности к холодной листовой штамповке, и может быть применена при чистовой вырубке деталей со сложной формой контура и относительно узкими длинными выступами типа зубьев: шестерен, зубчатых колес, реек, анкеров, кулачков, зубчатых секторов, сегментов, сложных рычагов и т.п.
Известен способ чистовой вырубки с обжимкой, в котором вырубку детали, иногда совмещаемую с другими операциями листовой штамповки, производят в штампе, имеющем матрицу с заваленными - притупленными или закругленными режущими кромками. При этом линии скалывания образуются между уширенной частью завала кромки матрицы и пуансоном, вследствие чего вырубаемая деталь в начальный момент процесса имеет в нижней своей части размеры несколько большие, чем размеры матрицы. Под давлением пуансона излишек металла, проходя через матрицу, обжимается и деталь приобретает, по сравнению с обычной вырубкой, относительно гладкую блестящую поверхность среза (см. Зубцов М.Е. Листовая штамповка. - Л.: Машиностроение, 1967. - 504 с. - С.99). Этот способ принят за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относят то, что в известном способе наблюдается низкое качество поверхности среза вследствие образования вырывов в центральной части на вершинах выступов штампуемой детали, например на вершинах зубьев детали типа звездочки, и увеличенной утяжки (закругления) кромок детали по всему периметру.
Известно устройство для чистовой вырубки, содержащее матрицу с заваленными кромками, пуансон, прижим и контрпуансон-выталкиватель. Этот штамп принимается за прототип (SU 640790, 05.01.1979, B 21 D 28/14).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства (штампа), относится то, что оно не обеспечивает требуемого качества поверхности среза вследствие образования вырывов в центральной части на вершинах выступов штампуемой детали, например на вершинах зубьев детали типа звездочки, и увеличенной утяжки кромок детали по всему периметру.
Сущность изобретения в следующем.
Задача - разработать способ и устройство (штамп) для изготовления чистовой вырубкой деталей со сложной формой контура и относительно узкими длинными выступами типа зубьев: шестерен, звездочек, реек, анкеров, кулачков, зубчатых секторов, сегментов, сложных рычагов и т.п.
Технический результат - повышение качества поверхности среза за счет исключения дефектов типа вырывов, увеличенной утяжки, образующихся на поверхности среза при чистовой вырубке с обжимкой или при совмещении чистовой вырубки с другими операциями листовой штамповки.
Указанный единый технический результат при осуществлении группы изобретений по объекту-способу достигается тем, что вырубку с обжимкой детали производят в штампе с матрицей, имеющей заваленные - притупленные или закругленные режущие кромки. При этом линии скалывания образуются между уширенной частью завала кромки матрицы и пуансоном. В начальный момент процесса вырубки деталь имеет в нижней своей части размеры несколько большие, чем размеры матрицы. В последующий момент процесса вырубки этот излишек металла, проходя через матрицу под давлением пуансона, обжимается и приобретает гладкую блестящую поверхность. В отличие от прототипа матрицу изготавливают с заваленными - притупленными или закругленными режущими кромками не по всему периметру, а только у вершин кромок, формирующих верхнюю часть выступов детали, например верхнюю часть зубьев детали типа звездочки. Для создания в зоне разделения заготовки от детали напряженного состояния всестороннего сжатия, повышающего пластичность металла, после подачи в рабочее пространство штампа полосы, из которой штампуют детали, пуансон и прижим начинают перемещать и прижимают заготовку к контрпуансону, создающему противодавление, и матрице. После отделения детали от заготовки пуансон и прижим перемещают в обратном направлении, а контрпуансоном, выполняющим уже функции выталкивателя, выталкивают деталь из матрицы и удаляют из рабочего пространства струей сжатого воздуха, а полосу продвигают на один шаг подачи для осуществления следующего рабочего цикла (удара).
За счет изготовления матрицы с заваленными - притупленными или закругленными режущими кромками не по всему периметру, а только у вершин кромок, формирующих верхнюю часть выступов детали, например вершины зубьев детали типа звездочки, и за счет создания в зоне разделения заготовки от детали напряженного состояния всестороннего сжатия, наиболее ярко выраженного также в верхней части выступов детали, удается повысить качество среза за счет исключения дефектов типа вырывов и увеличенной утяжки, образующихся на всей поверхности среза как при способе чистовой вырубки с обжимкой, принятом за прототип, так и при совмещении способа чистовой вырубки с другими операциями листовой штамповки.
Указанный единый технический результат при осуществлении группы изобретений по объекту-устройству достигается тем, что в устройстве для чистовой вырубки с обжимкой, включающее матрицу, пуансон, контрпуасон-выталкиватель, в отличие от прототипа матрица выполнена с кромками, заваленными только у вершин, формирующих только верхнюю часть выступов.
При совмещении операций чистовой вырубки с другими операциями листовой штамповки пуансон может одновременно выполнять роль матрицы, в этом случае этот пуансон-матрица может быть снабжен своим(ими) пуансоном(ами).
За счет снабжения штампа для чистовой вырубки матрицей с кромками, заваленными только у вершин выступов детали, а также дополнительным прижимом и контрпуансоном для создания противодавления, повысится качество среза за счет создания схемы всестороннего неравномерного сжатия, особенно ярко выраженного именно в вершинах выступов детали, что позволит полностью исключить такой дефект, как вырывы в центральной части на вершинах выступов штампуемой детали, например зубьев детали типа звездочки, и исключить увеличенную утяжку кромок по всему периметру детали (небольшая утяжка сохраняется только у вершин выступов детали в пределах допуска).
Заявленная группа изобретений соответствует требованию единства на изобретения, поскольку группа разнообъектных изобретений (способ и устройство) образует единый изобретательский замысел, причем один из заявленных объектов - устройство для чистовой вырубки - предназначено для осуществления другого заявленного объекта группы - способа чистовой вырубки с обжимкой и сжатием, при этом оба объекта группы изобретений направлены на решение одной и той же задачи с получением единого технического результата.
На чертеже представлено устройство в заявленной группе изобретений, где изображена схема устройства (штампа) для осуществления способа чистовой вырубки с обжимкой и сжатием.
Сведения, подтверждающие возможность осуществления каждого объекта заявленной группы изобретений с получением указанного технического результата.
По объекту-способу, включающему следующую последовательность операций, матрицу, входящую в состав штампа для чистовой вырубки с обжимкой и сжатием, изготавливают с заваленными кромками, но не по всему периметру, а только у вершин кромок, формирующих верхнюю часть выступов детали. Для создания в зоне разделения заготовки от детали напряженного состояния всестороннего сжатия, повышающего пластичность металла, после подачи в рабочее пространство штампа полосы, из которой штампуют детали, пуансон и прижим начинают перемещать вниз и прижимают заготовку к контрпуансону и матрице. В начальный момент штамповки вырубаемая деталь имеет в нижней своей части размеры несколько большие, чем размеры матрицы. В следующий момент штамповки этот излишек металла, проходя через матрицу под давлением пуансона, обжимается и приобретает гладкую блестящую поверхность. После отделения детали от заготовки пуансон и прижим перемещают в обратном направлении вверх, а контрпуансоном, выполняющим уже функции выталкивателя, деталь выталкивают из матрицы и удаляют из рабочего пространства струей сжатого воздуха, а полосу продвигают на один шаг подачи для осуществления следующего рабочего цикла (удара).
Преимущества способа чистовой вырубки с обжимкой и сжатием могут быть максимально реализованы при использовании: специальных прессов тройного действия для чистовой вырубки; специальных штампов с четырьмя рабочими элементами (пуансоном, матрицей, прижимом, контрпуансоном-выталкивателем); матриц с заваленными - притупленными или закругленными режущими кромками, но не по всему периметру, а только у вершин кромок, формирующих верхнюю часть выступов детали со сложной формой контура; материалов, отвечающих требованиям процесса, предъявляемым к физико-механическим свойствам, структуре штампуемого листа; технологичной конструкции детали (минимально допустимые радиусы закругления, диаметры отверстий, ширины пазов и перемычек, межцентровые расстояния, отсутствие острых выступов и впадин и т.д.); специальных смазочных средств.
По объекту-устройству, представляющему собой штамп с четырьмя рабочими элементами: пуансоном 1, прижимом 2, матрицей 3, контрпуансоном-выталкивателем 4.
Штамп работает следующим образом. После подачи заготовки 5 в рабочее пространство штампа пуансон 1 и прижим 2 перемещаются вниз и прижимают заготовку 5 к контрпуансону 4 и матрице 3. После отделения детали от заготовки 5 пуансон 1 и прижим 2 перемещаются вверх, а контрпуансон 4, выполняющий уже функции выталкивателя, выталкивает деталь из матрицы 3, деталь удаляют из рабочего пространства штампа струей сжатого воздуха.
Заявленная группа изобретений предназначена для использования в обработке металлов давлением, в частности в холодной листовой штамповке (даже из толстого горячекатаного листа), и может быть применена при изготовлении прецизионных деталей со сложным контуром вырубки, в том числе деталей с относительно узкими (соизмеримыми с толщиной материала) длинными выступами по поверхности среза. Чистовой вырубкой с обжимкой и сжатием можно получать прецизионные детали с самой различной конфигурацей из листа с временным сопротивлением до 500-600 МПа толщиной от 0,5 до 15 мм из стали с содержанием углерода до 0,7% и сплавов на основе меди, алюминия.
Заявленная группа изобретений может быть осуществлена с помощью вышеописанных в заявке и известных до даты приоритета средств и методов.
Использование группы изобретений позволит повысить качество поверхности среза деталей со сложным контуром вырубки, в том числе деталей с относительно узкими длинными выступами по поверхности среза, за счет исключения дефектов типа вырывов и увеличенной утяжки как при самой чистовой вырубке с обжимкой и сжатием, так и при совмещении ее с другими операциями листовой штамповки. Процесс отличается: высокой производительностью (повышение в 3-4 раза), т.к. позволяет получать качественную поверхность среза в процессе вырубки за один ход ползуна пресса; низкой трудоемкостью (снижение трудоемкости на 50-70%), т.к. исключает последующую доработку контура детали зачисткой в штампах, механической и слесарной обработкой; низкой себестоимостью, т.к. сокращает потребность в универсальном оборудовании и штамповой оснастке, способствует высвобождению производственных и складских помещений, требует меньших затрат электроэнергии за счет повышения пластичности металла при создании схемы всестороннего неравномерного сжатия в зоне отделения детали от заготовки, а также повышает стойкость штамповой оснастки в 4-9 раз.
К преимуществам чистовой вырубки с обжимкой и сжатием можно отнести: получение высококачественных изделий с параметрами шероховатости среза в пределах 6...8 квалитетов по СТ СЭВ 144-75; пластичность изделия и точные межцентровые расстояния; возможность пробивки отверстий с минимальными диаметрами и узких пазов, расположенных близко одно (один) от другого и от кромок изделия, и скругления острых выступов и впадин по контуру изделия. По сравнению с механической обработкой чистовая вырубка обеспечивает большую стабильность размеров в процессе изготовления деталей, в связи с чем при разработке технологических процессов можно исключить ряд контрольных операций по проверке размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ГИБКОЙ ИЗ ЗАГОТОВОК, ПОЛУЧЕННЫХ ЧИСТОВОЙ ВЫРУБКОЙ | 2009 |
|
RU2437735C2 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| Штамп для чистовой вырубки | 1976 |
|
SU673352A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |
| Способ чистовой вырубки деталей | 1981 |
|
SU1018756A1 |
| Штамп для чистовой вырубки деталей из листовых заготовок | 1977 |
|
SU640790A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
Изобретение относится к обработке металлов давлением, в частности к холодной листовой штамповке. При чистовой вырубке деталей, имеющих сложную форму контура с выступами, с обжимкой, используют матрицу с заваленными - притупленными или закругленными режущими кромками не по всему периметру, а только у верхних кромок, формирующих вершины выступов детали, при этом напряженное состояние всестороннего неравномерного сжатия создают в верхней части выступов детали. Устройство содержит пуансон, прижим, контрпуансон-выталкиватель и матрицу, выполненную с кромками, заваленными только у вершин, формирующих верхнюю часть выступов детали. Повышается качество поверхности среза. 2 н. и 1 з.п. ф-лы, 1 ил.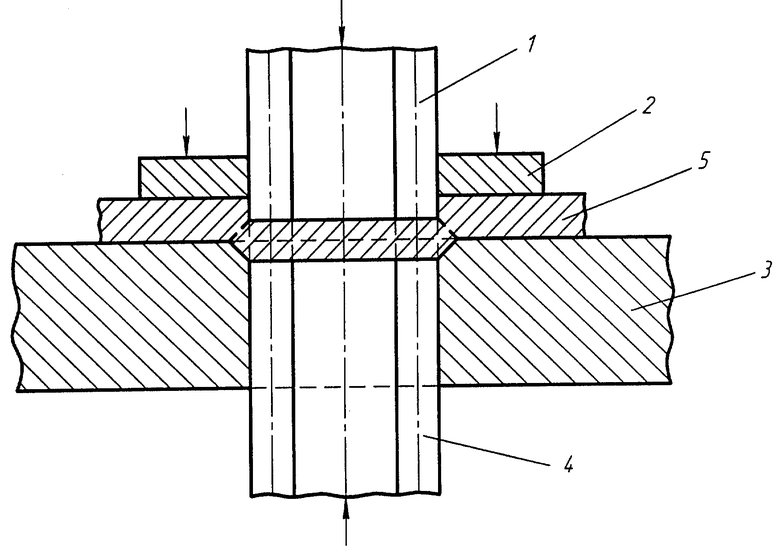
| ЗУБЦОВ М.Е | |||
| Листовая штамповка | |||
| - Л.: Машиностроение, 1976, с.99 | |||
| Штамп для чистовой вырубки деталей из листовых заготовок | 1977 |
|
SU640790A1 |
| Способ чистовой вырубки,пробивки | 1984 |
|
SU1393504A1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2001 |
|
RU2187400C1 |
| US 4586360 А, 06.05.1986 | |||
| JP 3196999 А, 28.08.1991. | |||

