Р1зобрете11ие относится к области изготовления заготовок из быстрорежущей стали для металлорежуи|,его инструмента.
Известен снособ 1орячей деформации заготовки из быстрорежущей стали путем свободпой ковкп п правки.
Однако этот способ пе обеспечрп ает равномерного распределения карбидов ио сечению заготовки и пе снижает общую карбидиую неоднородность до Т1ребуемого уровня.
В предлагаемом способе эти недостатки устранены за ечет того, что после свободной ковки производят ковку в вырезны.х бойках с максимально возможным ущирением заготовки и кантовкой ее иосле каждого прохода иа 90.
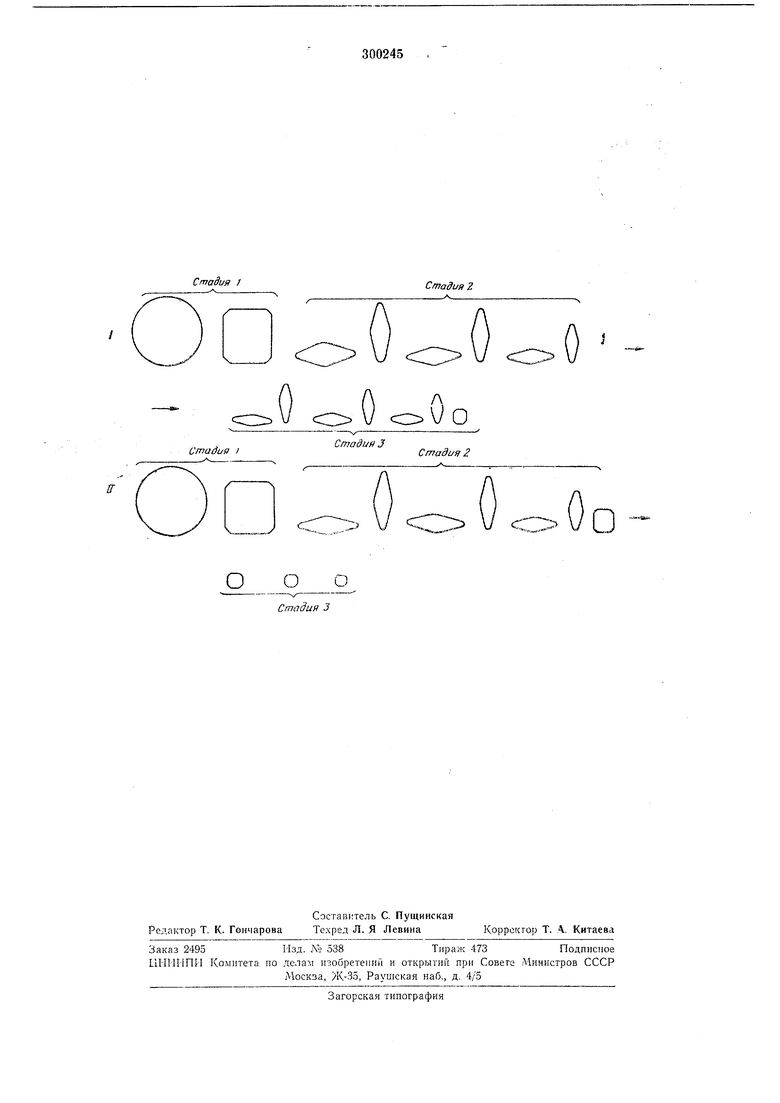
Сун1,ность изобретения поясияется схемами I п II переходов при ковке.
По схеме I па стадии / производится свободная ковка конических слитков на плоских бойках, па стадии 2-ковка ц вырезных бойках с максимально возможиым ущирением заготовки и кантовка ее после каждого прохода на 90, иа стадии 5- -ковка в вырезных бойках с окоичательиой правкой заготовки иутем протяжки иа плоских бойках.
По схеме II стадии У и 2 аиалогичны тем
же стадиям схемы I, а стадия 3 - свободная ковка на плоскпх бойкам.
Для иолучен1 я металла, идущего для изготовлеиия инструмента, 1режуще; 1 частью которого в основном является цептральпая зопа (например, нарезные плашки, крупные сверла н т. д.) до.чжна применяться схема 1.
Для заготовок, идуи|их па изготовление такого вида инструмента, наиример. фрезы с глубоким зхбом, должна применягься схема И.
Предмет и з о б р е т е п и я
1.Снособ горячей деформации заготовки из быстрорежупдей стали путем свободной ковки и правки заготовки, OTAu-iaiouuiiicn. тем, что, с целью снижения общей карбидной неоднородности и зпачительпого уменьшения карбидного балла в центральной зоне, ноеле свободной ковкп произвогигт ковку в вырезных бойках с максимально возможнь м уширением заготовки и каитовко; ее иосле каждого прохода па 90.
2.Способ ио и. , отличающийся тем, что, с целью равномериого распределения карбидов по всему сечению заготовки, после ковки в вырезпых бойках производят свободную
KOBKV.
Стадия t
Стадия 2
О vy :
Оо
ff
::
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок из быстрорежущей стали | 1982 |
|
SU1057156A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ИНСТРУМЕНТА ТИПА ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2023526C1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ радиальной ковки | 1980 |
|
SU912377A1 |
Стадии 3
