1
Изобретение относится к обработке металлов давлением и может быть примене но при ковке слитков и заготовок преимущественно из легированных степей и сплавов на прессах в металлургической и машиносгроительной отраслях промь шленности.
Известен способ ковки слитка путем протяжки, та несколько переходов в комбинированных бойк.ах с кантованием па 180 ...
При ковке по этому, способу в средней части сечения поковки на ее деформируемых поверхностях образуются утолщения, сохраняющиеся в течение всего прохода, вслед-ствие чего увеличивается зона заторможенной деформации металла у бойков, что ведет к неравномерности проработки металла в направлении поперечного сечения поковки
Целью изобретения является ,улуча1ение качества обработки.
Поставленная цель достигается тем, что после первой протяжки перед вторым переходом осуществляют кантование полученной заготовки на 18О и в процессе втрого перехода обжимают заг-оговку ио уг
лам, после, чего производят кентовзвне на 90 и продолжают протяйжу nociiQKfioщим переходом с кантованием заготовки на 180 .
Сущность предложенного способа пояс няется графическим материалом.
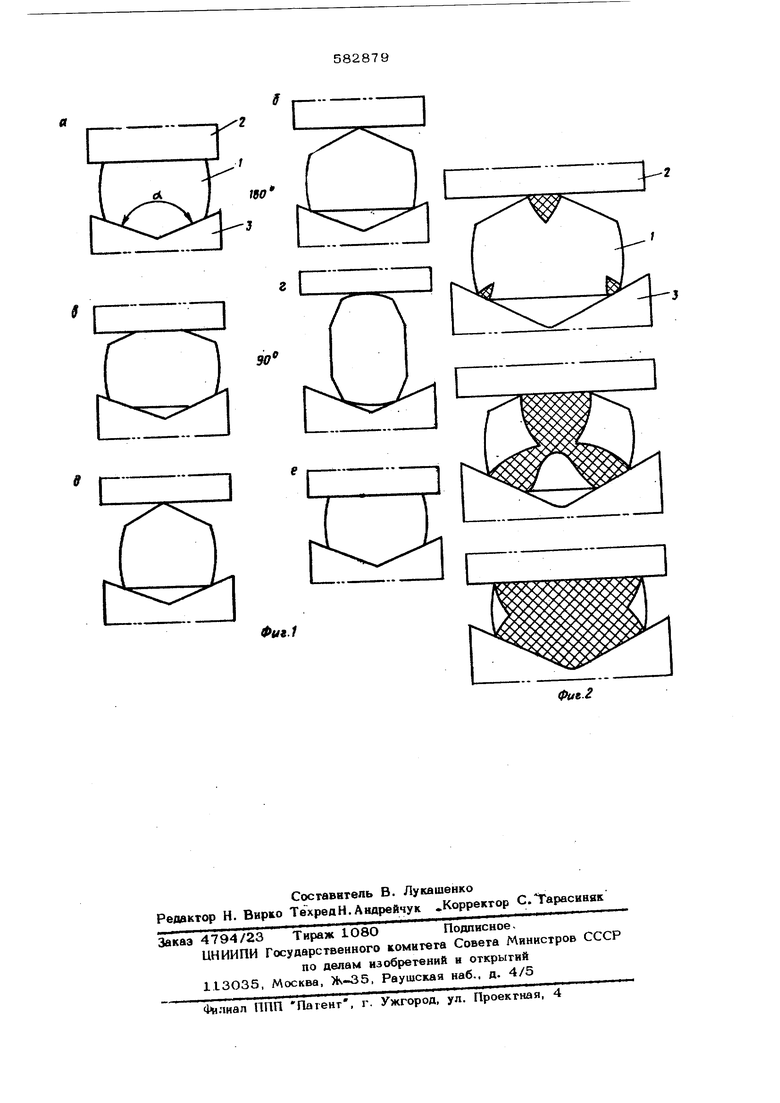
На фиг. 1 изображена .схема iipoue.:ca по переходам (позиция G JS , в - профиль сечения заготовки после соответствующего перекода протяжки, позиции 5-, 2,3 -. профиль сечения заготовки перед соответствующим переходом протяжки); на фиг. 2 - схема перемещения зон интенсивного течения металла по площади поперечного сечения заготовки в процессе об жатия 1от начальной до конечной стадии).
.ЗаРотовку 1 обрабатывают между плоским 2 н вырезным 3 бойками.
Кантования на 18О производят после заполнения металлом полости вырезного бойка и выравнивания противоположной поверхности заготовки под действием плоского бойка. При следующем за кантонииие на 180 обжатии образовавшаяся ранее на обжатой вырезным бойком сгорсае заготовки выпуклость пот действием плск кого бойка исчезает. Такая же выпуклость образуется на противоположной стороне за готовки при обжатии плоск(й поверхности вырезным бойком. этом зоны инте|н сивного течения металла в ходе обжатия плавно перемешаются практически по всей площади поперечного сечения .заготовки,, что способствует равномерной проработке металла в поперечном направлени.и и улучшению его качества. Такой процесс повторяется при каждом оОжатии, производимом между кантован JM иа 180°, Обжатие заготовки по углам в процессе второго перехода перед Кантованием на 90 обеспечивает интенсивную проработку всег объеме, слитка. Пример осуществления предлагаемого c соба ковки при изготовлении сортовыхпс ковок из нержавеющей стали типа 12Х18Н iOT. Исходная заготовка: восьмигранный слиток массой |2500 кг, размер диаметра вписаиной окружности: IB верхнем сечении тела слитка 617 мм, в нижнем сечении 450 мм. Поковка: пруток ф 200 мм, по 2 шт« вэ слитка. . Обор; ование: пресс коврчвый усялкем тс., манипулятор. Температурный Интервал ковки 125О 850 С. Нагрев. :Ковка цапфы 0 25О мм иа прибыльной части слитка в в peэныx бойках обычной конструкции с обжатиями до 5О мм и кан тованием на угол,«d-490. Подогрев. БиллетИровка слитка до ф 450 мм по всей длине в вырезных бойках обычной консгрук ции с обжатиями до .60 мм| и кантоватсм на угол ot 16 90 . Подогрев. Ковка в комбинированных бойках с yi лом звала вырезного (нижнего) бойка 13О по переходам: обжатие на 12О мм кантование на ISO - обжагне иа 12О мм кантование на 90 - обжатие на 12О мм кантование на 180 - обжатие на 120 мм кантование на 90 - обжатие на 80 мм кантование на 180 - обжатие на 80 мм кантование на 90 - обжатие на 6О мм кантование на 180 - обжатие на 60 мм. Рубка на заготовки. Подогрев.; Ковка .заготовок до .200 мм в вырезных бойках обычной конфигурации с обжатиями до 6О мм и кантовка ми на 9О Рубка донной и головной части слитка. Охлаждение ;после ковки:- на воздухе. Относительная подача на всем протяжении ковки выдерживается в пределах С,, где .it- величина подачи, h размер сечения в направлении приложения усилия, осуществляется. со смешением границ обжатий после каждого перехода. Кантование производится после обжатия проковываемой части слитка (заготовки)по всей-ее длине. Предложенный способ позволяет аначи- улучшить качество проработки объема поковки. Формула изобретения Способ ковки слитка путем протяжки за несколько переходов в комбинированных бойках с кантованием ва 90° и 180°, отличающийся тем, что, с аелью улучшения качества обработки, после первой протяжкиj перед вторым переходом осуществляют кантсюание полученной э отовки на 18О и в процессе второго пеехода обжимают заготогку по углам, посе чего поизводят кантование на 90 и родолжают протяжку по следуюшим переодам с каиговаиием заготовки на 180 . Источники информации, принятые во вниание при экспертизе:. 1. Дзугутов М. Я. Пластическая дефорадия высоколегированных сталей и сплаов. Металлургия, 1971. с. 24L.242.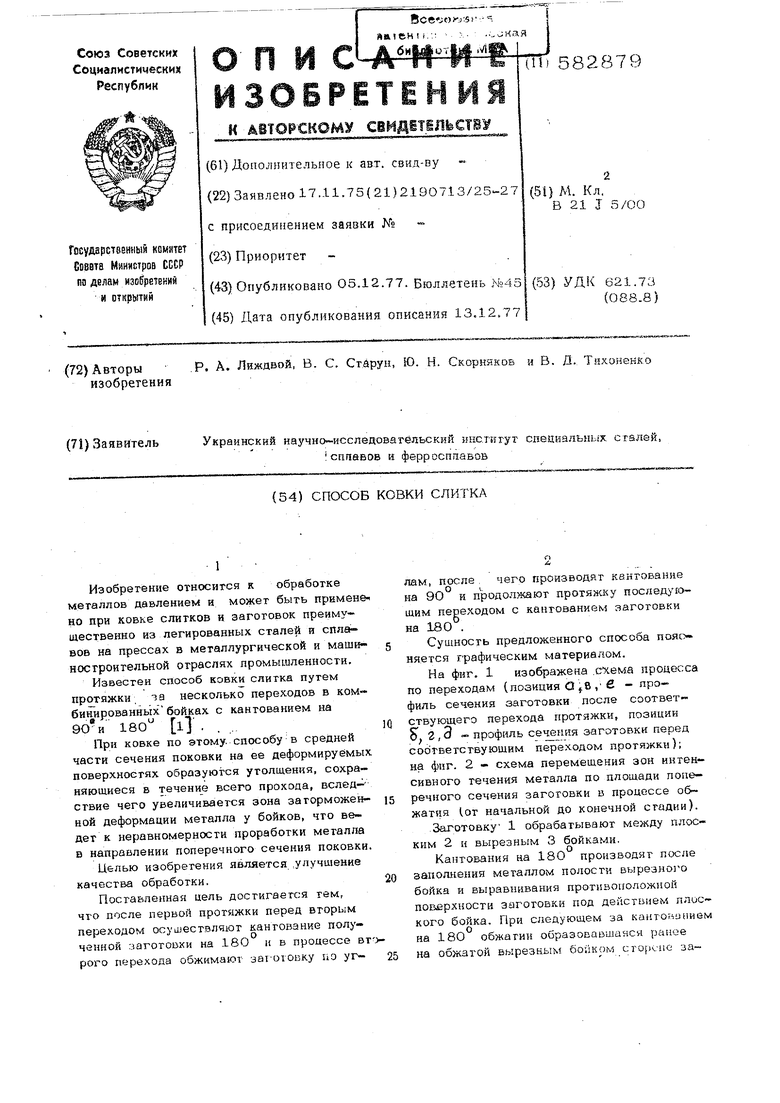
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитка | 1985 |
|
SU1311826A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| Способ ковки заготовки | 1983 |
|
SU1189560A1 |