(54) СПОСОБ КОВКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Способ изготовления поковок | 1981 |
|
SU978997A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
1
Изобретение относится к области обработки металлов давлением и может быть использовано в кузнечно-прессовом производстве при ковке слитков.
Известен способ ковки заготовок, включающий протяжку в комбинированных бойках 1.
Известен способ ковки заготовок, выполненных в поперечном сечении с тремя расположенными под углом 120° выступами, включаюш,ий протяжку заготовки комбинированными бойками с кантовкой на 120° 2.
Иедостатком известного способа является невысокое качество поковок ввиду образования зажимов вогнутых граней заготовки и неполная проработка металла осевой зоны заготовки и выступов.
Цель изобретения - повып1ение качества поковок. Для этого вначале протяжку с кантовкой на 120° проводят со степенью s единичного обжатпя не более () 10% до получения промежуточной заготовки трехгранной формы, затем ее кантуют на 60°, и дальнейшую протяжку с кантовкой на 120° проводят до получения шестигранной формы.
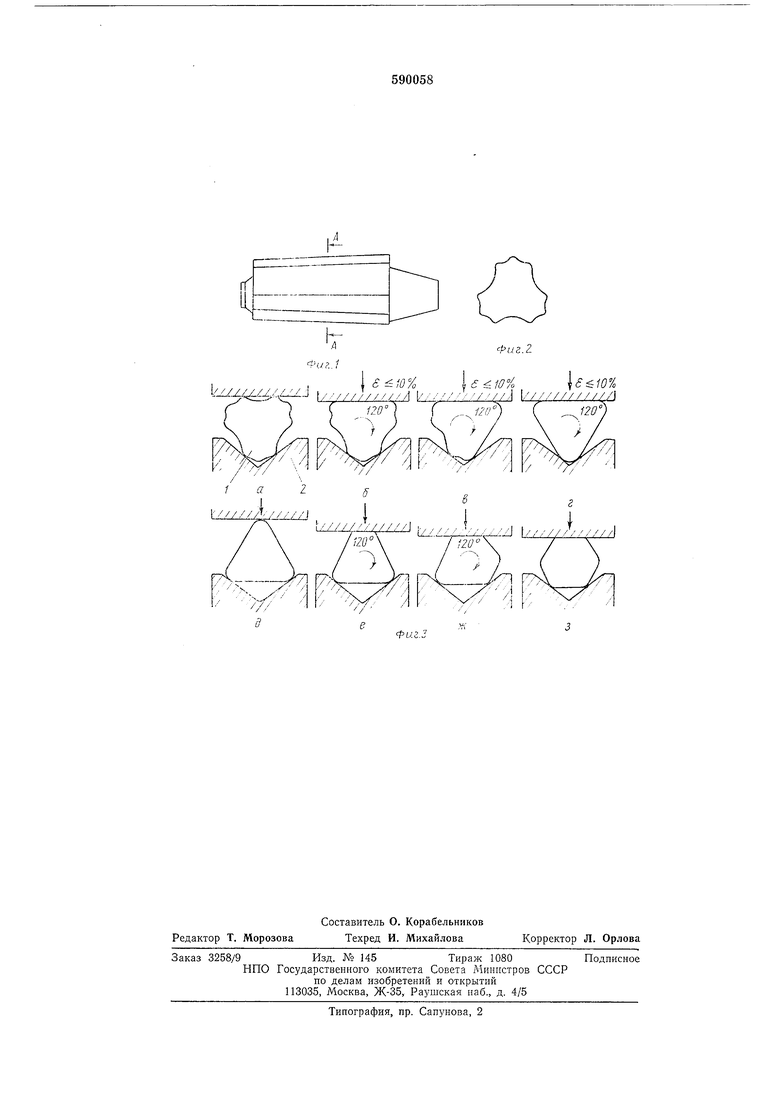
На фиг. 1 схематически показана заготовка для ковки (исходный слиток); на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 (а-з)-последовательность операций ковки заготовки.
Заготовка (см. фиг. 1 и 2) выполнена в поперечном сечении с тремя расположенными под углом 120° выступами, плошадь которых превышает плош,адь остальной части заготовки. Таким образом заготовка имеет три вогнутые грани.
Способ ковки осуш,ествляется следуюш,им образом.
Заготовку 1 устанавливают в нижний вырезной боек 2, помещая ее одним из выступов в вырез бойка (см. фиг. 3,а), затем осуществляют протяжку заготовки, т. е. производят последовательные поперечные верхним плоским бойком по остальным двум
выступам заготовки вдоль всей ее длины.
После протяжки заготовку кантуют на 120° вокруг оси (см. фиг. 3, б, в, г), снова производят нротялску и т. д. При этом степень единичного обжатия в поперечном сечении не
превышает 10% от поперечного сечения исходной заготовки 1, что позволяет избежать возникновения зажимов вогнутых граней заготовки. Протяжку с кантовкой на 120° производят до получения трехгранной (треугольной в понеречном сечении) промел уточной заготовки,
т. е. до выхода вогнутых граней в нрямые.
После этого промежуточную трехгранную
заготовку кантуют на 60° вокруг оси (см.
фиг. 3, д) и продолжают протяжку верхним
плоским бойком. Величина
быть максимально возможной для данного материала заготовки. После прохода вдоль всей длины ребра заготовку кантуют на 120° и обжимают (см. фиг. 3, е, з, ж) до получения шестигранной формы.
Пример конкретного осуществления способа.
Ковку проводили на прессе усилием 3000т.
Слиток, выполненный с тремя расположенными под углом 120° продольными выступами из стали 9Х2МФ массой 7 т нагретый до 1180°С, подавали в комбинированные бойки Я1ириной 500 мм и углом выреза нижнего бойка 110°. После закатки цапфы слиток устанавливали одним продольным выступом в нижний вырезной боек, а двумя другими - под верхний плоский боек. Затем производили протяжку слитка с величиной единичного хода верхнего бойка 80 мм, что соответствует степени деформации около 9%. После этого слиток кантовали на 120° и снова производили протяжку. После шести кантовок па 120° и протяжки после каждой кантовки (с величиной единичного обжатия 80 мм) получили в поперечном сечении заготовки равносторонний треугольник.
Полученную трехгранную заготовку кантовали на 60°, установив ее двумя ребрами в нижний вырезной боек, а третьим - под верхний плоский боек. Затем производили протяжку с максимально возможной величиной единичного обжатия, которая составила 150- 180 мм. После двух кантовок па 60° и протяжки была получена поковка шестигранной формы, она использовалась в качестве заготовки для получения традиционным способом поковки прокатпого валка круглого сечения.
Треугольная в поперечном сечении форма промежуточной заготовки позволяет при дальнейшей ее протяжке с кантовкой па 120° исключить образование поверхностных зажимов.
Описанный способ позволяет проработать металл осевой зоны заготовки вследствие того, что скантованную на 60° трехгранную промежуточную заготовку устанавливают в бойках таким образом, что создается жесткая схема напряженно-деформированного состояния, при которой действующие силы, направленные перпендикулярно деформирующим плоскостям бойков, сходятся в центре заготовки.
Металл заготовки равномерно прорабатывается по всему сечению, так как при ковке трехгранной заготовки, исключающей возможность образования поверхностных зажимов,
носле кантовки на 60° появляется возможность обжимать участки заготовки в недеформированных продольных выступах с максимально возможной для данного материала степенью деформации. Благодаря этому повышается качество поковок.
Формула изобретения
Способ ковки заготовок с тремя расположенными под углом 120° продольными выступами, включающий протяжку заготовки комбинированными бойками с кантовкой на 120°, отличающийся тем, что, с целью повыщения качества поковок, вначале протяжку с кантовкой на 120° проводят со степенью единичного обжатия не более 10% до получения промежуточной заготовки трехгранной формы, затем ее кантуют на 60°, и дальнейшую протяжку с кантовкой на 120° проводят до получения шестигранной формы.
Источники информации, принятые во внимание при экспертизе
Фи.г.210%
