Для выполнения весьма точных работ по расточке отверстий, выточке различных уступов в обрабатываемых предметах на револьверных станках требуется применение весьма точнь1Х патронов для зажима изделия. Требования, предъявляемые к означенным патронам, сводятся к абсолютной центричности зажима детали по отношению к оси шпинделя и к наличию опорной базы в зажимной втулке, покоящейся на месте в момент зажима обрабатываемого изделия.
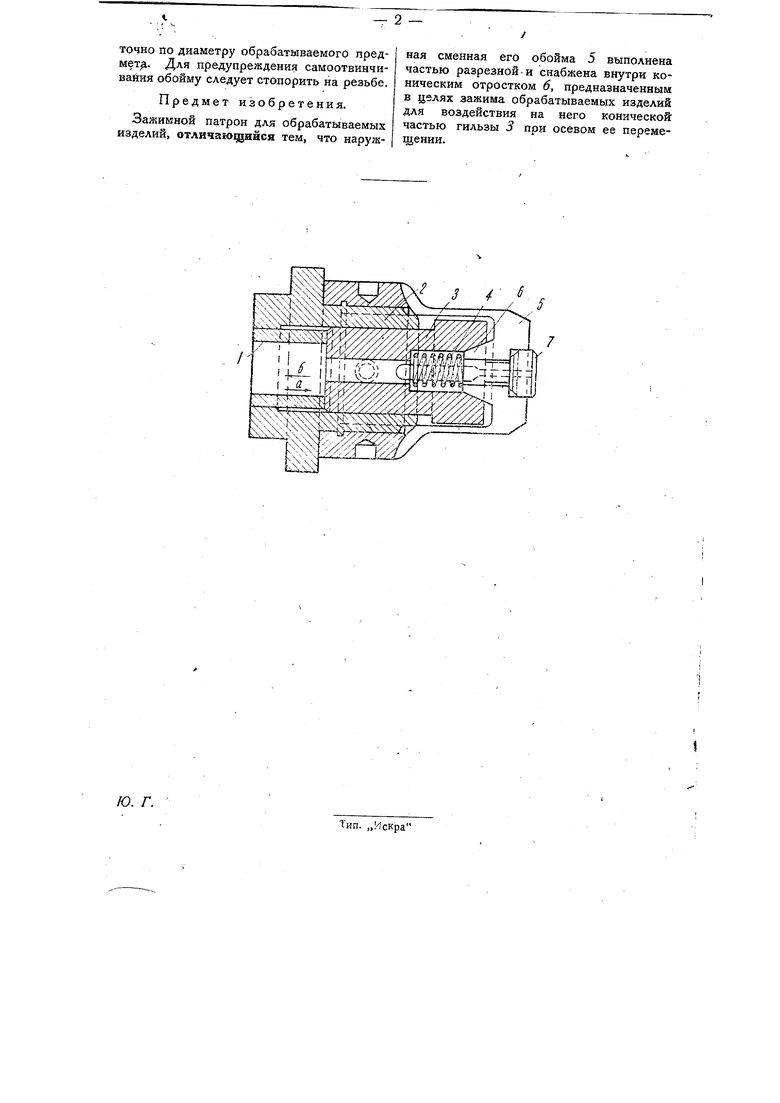
В предлагаемом зажимном патроне применена смежная наружная обойма, выполненная частью разрезной и снабженная внутри коническим отростком, на который, Б целях зажима обрабатываемых изделий, воздействует коническая часть гильзы, подвижной в осевом направлении. На чертеже изображен продольный разрез патрона.
Патрон состоит из о.боймы 5, нажимной гильзы 3 и пружины 4. Обойма 5 с правой стороны разрезана до половины своей длины; количество разрезов ее можно увеличивать до шести-восьми и т. д., в зависимости от конфигурации изделия и рода обработки. Обойма 5 снабжена внутри коническим отростком 6, предназначенным в целях зажима обраба373
тываемых изделий, для воздействия на него конической частью гильзы 5 при ее осевом перемещении.
Для зажима обрабатываемого изделия / необходимо при помощи рычажно-клиновой системы произвести подачу трубы 1 по стрелке а. Труба 1 перемещаясь вправо, производит смещение в эту же сторону нажимной гильзы 3, которая внутренней своей конической частью нажимает на такую же поверхность части 6 и этим производит ее сжимание, чем и достигается зажим обрабатываемого изделия 7. Для освобождения детали от зажима следует освободить нажимную гильзу 5 от нажима трубой /; под влиянием 4 нажимная гильза займет первоначальное положение, чем и освободит от важима обрабатываемый предмет (гильза 5 отходит обратно яо стрелке б). Конус, как в нажимной гильзе 5, так и в обойме 5 следует выполнять с углом в 30°. Нажимную гильзу необходимо изготовлять с закалкой, при чем размеры точно можно и не выдерживать, так как зазор между гильзой 3 и отверстием шпинделя 2 не имеет значения.
Обойма 5 закаливается в своей правой части на длину разрезов и порле установки на шпинделе 2 расшлифовывается
точно по диаметру обрабатываемого предмету. Для предупреждения самоотвинчивайия обойму следует стопорить на резьбе.
Предмет изобретения.
Зажимной патрон для обрабатываемых изделий, отличающийся тем, что наружная сменная его обойма 5 выполнена частью разрезной и снабжена внутри коническим отростком 6, предназначенным в целях зажима обрабатываемых изделий для воздействия на него конической частью гильзы 3 при осевом ее перемещении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к револьверному станку для зажима и подачи пруткового материала | 1931 |
|
SU29323A1 |
| ПРИСПОСОБЛЕНИЕ К РЕВОЛЬВЕРНЫМ И ТОМУ ПОДОБНЫМ СТАНКАМ ДЛЯ ЗАЖИМА ИЗДЕЛИЙ | 1934 |
|
SU41302A1 |
| Привод механизма зажима | 1988 |
|
SU1572754A1 |
| Поводковый токарный патрон | 1958 |
|
SU117014A1 |
| Зажимной патрон | 1984 |
|
SU1248725A1 |
| Цанговый патрон | 1972 |
|
SU610615A1 |
| Зажимной патрон | 1986 |
|
SU1404191A1 |
| Токарный станок для обточки пластмассовых изделий, имеющих форму тел вращения | 1955 |
|
SU106049A1 |
| Патрон для завертывания шпилек | 1970 |
|
SU374004A1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1970 |
|
SU263371A1 |

