Изобретение относится к резервуаростроению и может быть использовано для изготовления раздуваемых металлических емкостей.
Существующие способы изготовления и сооружения раздуваемых металлических объемных конструкций из плоских заготовок позволяют получать только конструкции либо типа труб, т. е. такие, в которых благодаря большой протяженности при малом поперечпом сечении при раздувании не возникают в стенках заготовки сжимающие усилия, приводящие к потере устойчивости стенки, либо такие, в которых потерю устойчивости стено { при раздувании наоборот стремятся предотвратить путем установки перед ра дуванием жесткого контура на заготовку.
Известны способы изготовления раздуваемой металлической емкости, например резервуара для хранения и перевозки жидких и газообразных продуктов, из плоской двухслойпой заготовки прямоугольной или другой формы, гер.метически соединенной ло контуру и раздуваемой внутренним давлением.
Цель предлагаемого способа - придать емкости заданную форму за счет использования явления потери устойчивости.
на стенках заготовки при ее раздувании складок, используемых в качестве элементов жесткости для создания общей жесткости полученной емкости.
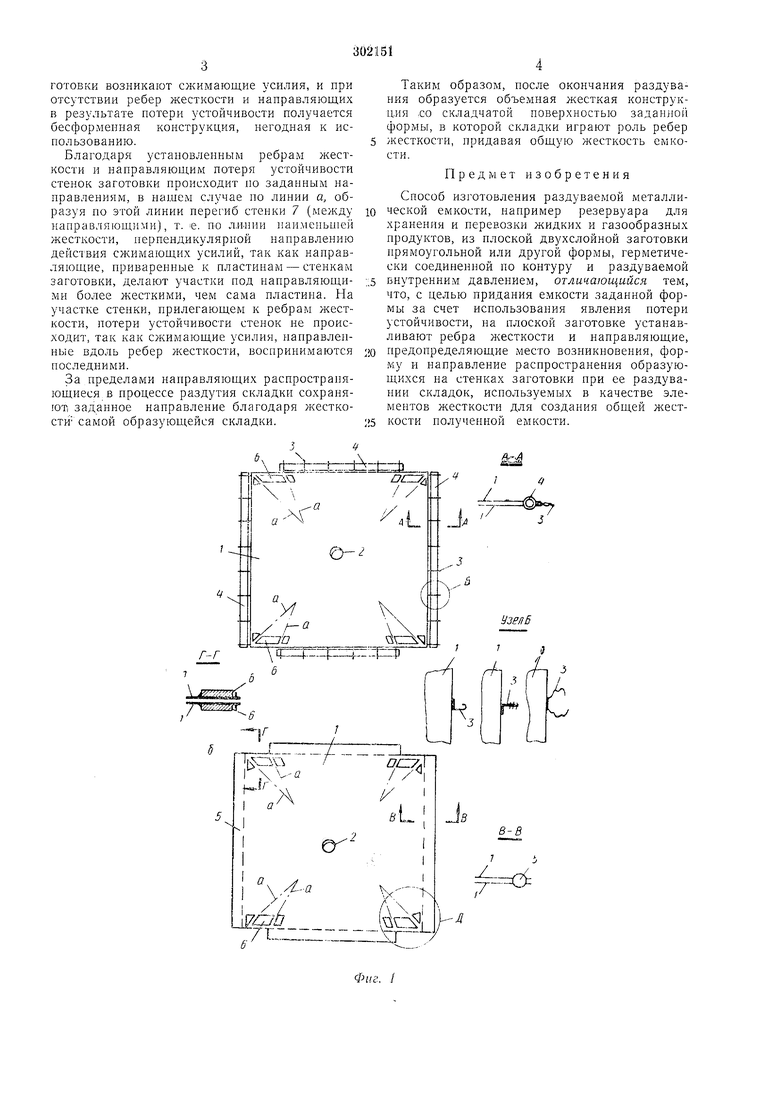
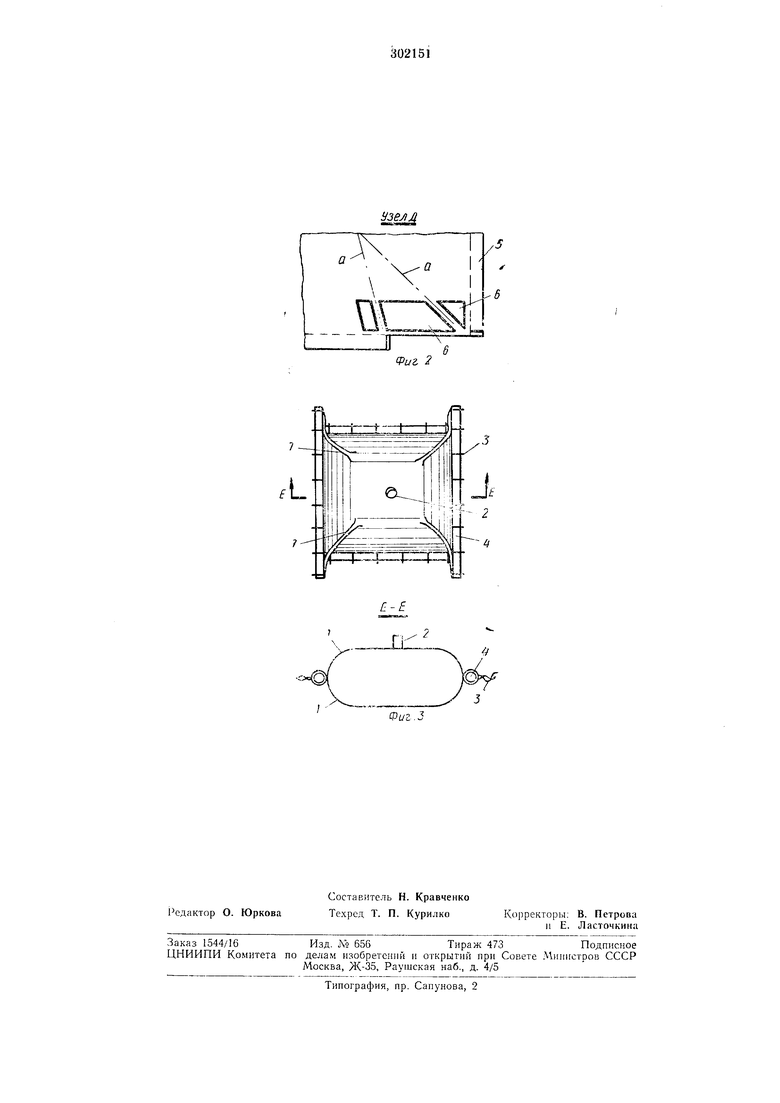
На фиг. 1 изображена заготовка с вариантами временных и постоянных ребер жесткости, а также варианты крепления временных ребер жесткости; на фиг. 2-узел Д на ф-иг. 1; на фиг. 3 - раздутая заготовка.
Заготовка состоит из двух плоских металлических пластин У в прилагаемом варианте прямоугольной формы, слолченных вдвое и сваренных по периметру между собой. К одной из пластин приваривается штуцер 2 для нагнетания воздуха пли воды. К обеим нластинам привариваются элементы 3 креплен1 я ребер жесткости 4 (см. фиг. 1,а), либо по периметру создается ребро жесткости в виде раздуваемой трубы 5, за1-лушенпой по торцам (см. фиг. 1,6). Далее к каждой пластине крепятся направляюпдие 6, причем каждая направляющая приваривается ; пластипам каждой своей гранью.
Далее заготовка сворачивается в рулон и перевозится на место монтажа, где к ней перед раздуванием крепятся ребра жесткости 4, либо создается ребро жесткости в виде раздуваемой трубы 5.
готовки возникают сжимающие усилия, и при отсутствии ребер жесткости и направляющих в результате потери устойчивости получается бесформепиая конструкция, негодная к использованию.
Благодаря установлепиым ребрам жесткости и направляющим потеря устойчивости стенок заготовки происходит по заданным направлениям, в нащем случае но линии а, образуя по этой линии перегиб стенки 7 (между направляющими), т. ie. по л.и.пни наименьшей жесткости, перпендикулярной направлению действия слчимающих усилий, так как направляющие, привареппые к пластинам - стенкам заготовки, делают участки под направляющими более жесткими, чем сама нластипа. На участке стенки, прилегающем к ребрам жесткости, потери устойчивости стенок не происходит, так как сжимающие усилия, направленные вдоль ребер жесткости, воспринимаются последними.
За пределами направляющих распространяющиеся в процессе раздутия складки сохраняют заданное направление благодаря жесткости самой образующейся складки. r..t:il.
Г-Г
Таким образом, после окончания раздувания образуется объемная жесткая конструкция -СО складчатой поверхностью заданной формы, в которой складки играют роль ребер жесткости, придавая общую жесткость емкости.
Предмет изобретения
Способ изготовления раздуваемой металлической емкости, например резервуара для хранения и перевозки жидких и газообразных продуктов, из плоской двухслойной заготовки нрямоугольной или другой формы, герметически соединенной по контуру и раздуваемой
внутренним давлением, отличающийся тем, что, с целью придания емкости заданной формы за счет использования явления потери устойчивости, на плоской заготовке устанавливают ребра жесткости и направляющие,
предопределяющие место возникновения, форму и направление распространения образующихся на стенках заготовки при ее раздувании складок, используемых в качестве элементов жесткости для создания общей жесткости полученной емкости.
4 
| название | год | авторы | номер документа |
|---|---|---|---|
| СЖИМАЕМАЯ БУТЫЛКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ТАКОЙ БУТЫЛКИ И СИСТЕМА ВЫДАЧИ БУТЫЛОК, НАПОЛНЕННЫХ НАПИТКОМ | 2010 |
|
RU2524001C2 |
| УСТРОЙСТВО И СПОСОБ ДОСТАВКИ ОТДЕЛЯЕМОГО МЕТАЛЛИЧЕСКОГО БАЛЛОНА | 2012 |
|
RU2666397C2 |
| НАДУВНАЯ СИСТЕМА ДЛЯ ФИКСАЦИИ УСТРОЙСТВА ЭНТЕРАЛЬНОГО ПИТАНИЯ | 2011 |
|
RU2589685C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| Складчатое покрытие | 1977 |
|
SU732468A1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ГРУЗОПОДЪЕМНОГО КУЗОВА С ВОГНУТЫМ ПРОФИЛЕМ | 1997 |
|
RU2181641C2 |
| СКЛАДНАЯ ЁМКОСТЬ | 2001 |
|
RU2218853C2 |
| Двускатное покрытие | 1979 |
|
SU881239A1 |
| Способ транспортировки грузов в емкости с вкладышем из пленки и емкость с вкладышем из пленки | 1988 |
|
SU1794809A1 |
Ir
Х j
