Известны инструменты для обработки отверстий дорнованием, в котором рабочие элементы установлены на конической оправке с возмолсностью осевого и радиального перемещений.
Они обеспечивают высокую точность обрабатываемых отверстий только в том случае, когда жесткость стенки у обрабатываемого отверстия постоянна как в осевом, так и в радиальном направлениях.
Цель изобретения - получение прямолинейной образующей у деталей с разной толщиной стенки. Для этого рабочие элементы в развертке имеют форму трапеции, малые и больщие основания которых чередуются, а боковые стенки загружены через элемент, причем угол наклона боковых сторон элементов и щирина их калибрующей части выбираются из условия перекрытия предыдущего элемента последующим.
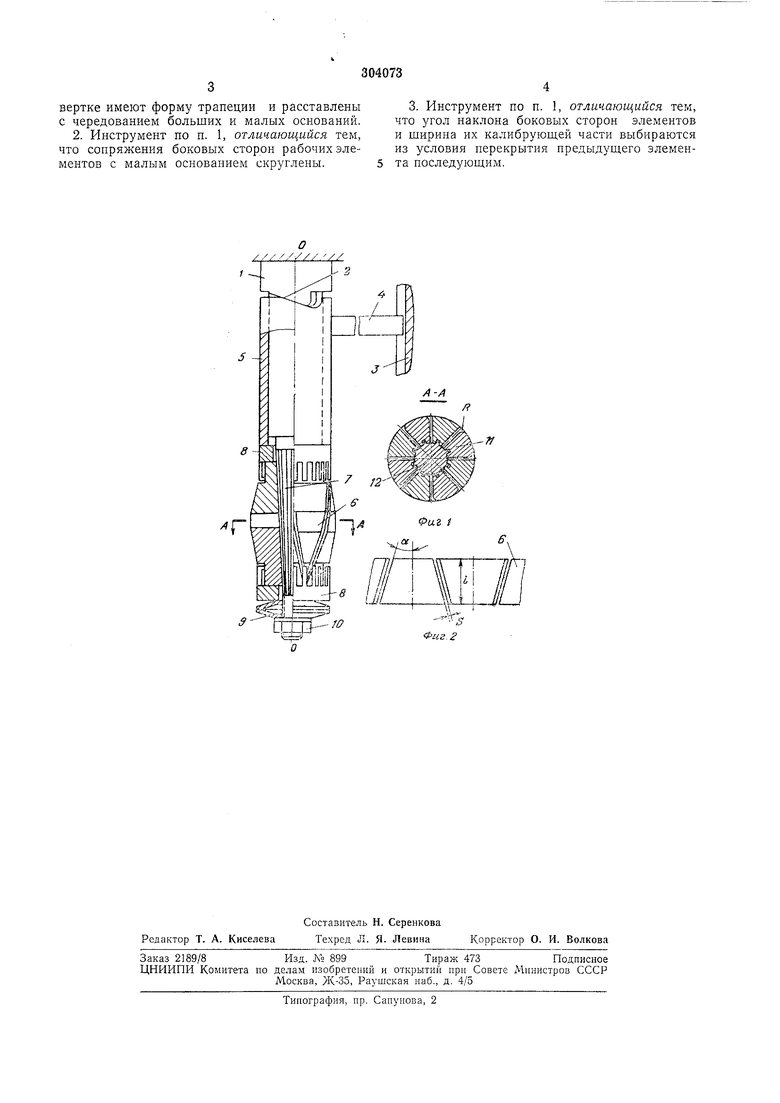
На фиг. 1 изображен предлагаемый инструмент; на фиг. 2 - развертка рабочих элементов.
Инструмент содержит оправку /, выполненную с двумя скосами 2, по которым с помощью копира 5 и рычага 4 перемещается втулка 5 при ее повороте относительно оси О-О. Рабочие элементы 6 имеют в развертке форму трапеции (см. фиг. 2) и прижимаются к конической части 7 оправки двумя цанговыми кольцами 8. Тарельчатые пружины 9, поджимающиеся гайкой 10, обеспечивают контакт между рабочими элементами инструмента. Перемещение рабочих элементов на размер осуществляется с помощью втулки 5, воздействующей на них через кольцо 8.
У описываемого инструмента угол а наклона боковых сторон и щирина / калибрующей части выбираются из условия перекрытия предыдущего элемента последующим. При этом малые и больщие основания их чередуются, а боковые стенки 11 закруглены через элемент на радиус R. Такая конструкция инструмента позволяет избежать появления
в обработанном отверстии продольных рисок из-за зазора 5 между рабочими элементами б, а также снять крутящий момент, действующий на боковые стороны каждого из элементов, и тем самым усилить слабое звено конструкции, т. е. шлицы 12.
Предмет изобретения
1. Инструмент для обработки отверстий дорнованием, в котором рабочие элементы установлены на конической оправке с возможностью осевого и радиального перемещений, отличающийся тем, что, с целью получения прямолинейной образующей у деталей с разной толщиной стенки, рабочие элементы в развертке имеют форму трапеции и расставлены с чередованием больших и малых оснований. 2. Инструмент по п. 1, отличающийся тем, что сопряжения боковых сторон рабочих элементов с малым основанием скруглены.
3. Инструмент по п. 1, отличающийся тем, что угол наклона боковых сторон элементов и ширина их калибруюш,ей части выбираются из условия нерекрытия предыдущего элемента последу юшим.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |
| Дорн | 1982 |
|
SU1074670A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
| Способ изготовления зубцово-пазовой зоны электрической машины и устройство для его осуществления | 1985 |
|
SU1292110A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| ПОРОДОРАЗРУШАЮЩИЙ ЭЛЕМЕНТ РЕЖУЩЕГО И РЕЖУЩЕ-СКАЛЫВАЮЩЕГО ТИПА | 2019 |
|
RU2723779C1 |
/
--;у
,5
Фив. 2
