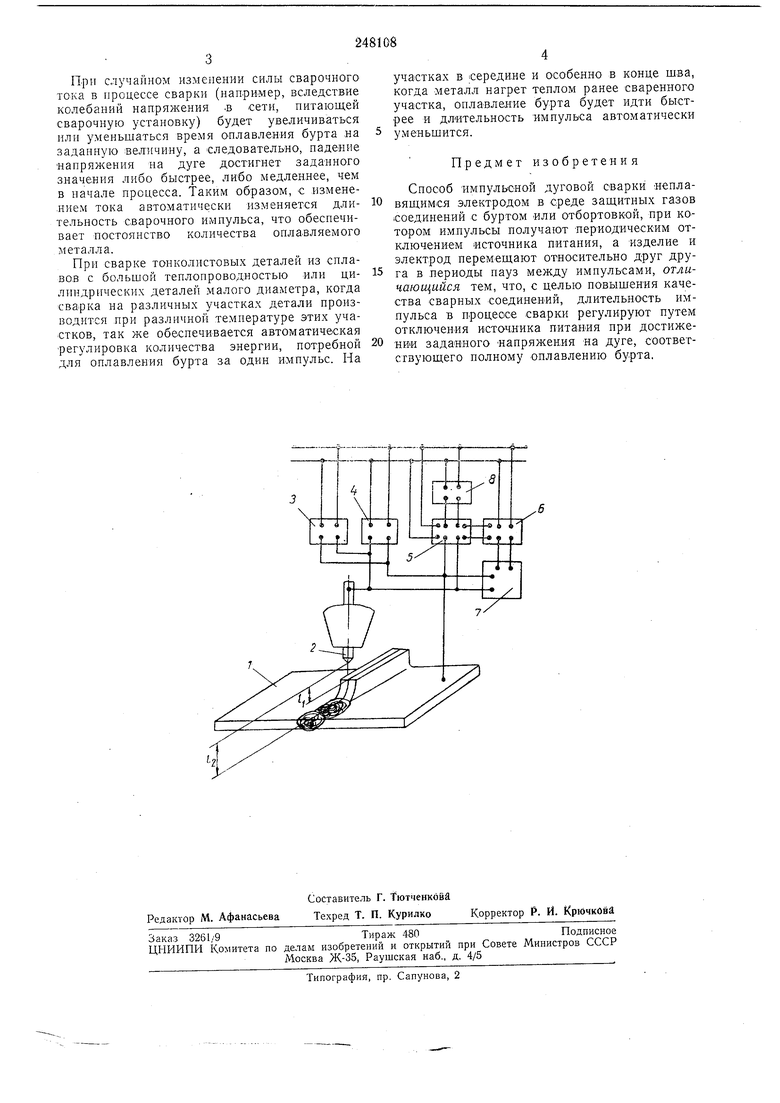
Изобретение относится к области машиностроения и может быть применено, например для сварки деталей разиых толщин с технологическим буртом на более толстой детали или при сварке тонкол истовых деталей с отбортованными кромками. Известен способ импульсной дуговой сварки неплавящимся электродом в среде защитных газов соединений с буртом или отбортовкой, при котором лмнульсы получают периодическим отключением источника питания, а изделие и электрод перемещают относительно друг друга в периоды пауз между импульсами. Предложенный способ отличается от известного тем, что длительность импульса в процессе сварки регулируют путем отключения источника питания при достижении заданного напряжения на дуге, соответствующего полному оплавлению бурта. Это позволяет повысить качество сварных соединений. Предлагаемый способ иллюстрируется чертежом. Процесс сварки по предлагаемому способу осуществляется следующим образом. В начале процесса буртом или отбортовкой на свариваемых деталях / и электродом 2 с помощью специального устройства 5 (например осциллятора) возбуждается маломощная вспомогательпая (дежурная) дуга, которая питается от источника. 4. Длина дуги /1, в начале процесса невелика. Падение напряжения на дуге подается па блок управления 5, который подает команду на контактор 6 (например, игнитронный или тиристорный). Контактор включает источник питания сварочной дуги 7, которая, возбуждаясь, начинает оплавлять бурт нли отбортовку ла детали /. По мере оплавления бурта длина дуги растет и увеличивается напряжение на дуге. По достижении заранее заданного значения этого напряжения (при длине дуги 4) блок управления 5 включает контактор 6. Импульс закапчивается. Одновременно сигнал с блока управления 5 поступает на механизм перемещения электрода 8 (или механизм вращения при сварке цилиндрических деталей). Электрод перемещается на нерасплавленную часть бурта, длина дуги и напряжение па дуге резко уменьшается. Вновь включается (через блок управления 5 и контактор 6} источник питания сварочной дуги 7, и начинается следующий импульс сварочного тока. Блок управления 5 может быть отрегулирован на различную величину максимального напряжения на дуге (на различную максимальную длину дуги /г), что обеспечивает соблюдение строго заданной величины оплавления бурта или отбортовкп и, следовательно, строго заданное количество металла, оплавляемого за один импульс.
При случайном изменении сиоты сварочного тока в процессе сварки (нанример, вследствие колебаний напряжения .в сети, питающей сварочную установку) будет увеличиваться или уменьшаться время оглавления бурта на заданную :величину, а Следовательно, падение напряжения на дуге достигнет заданного значения либо быстрее, либо медленнее, чем в начале процесса. Таким образом, с измене,иием тока автоматически изменяется длительность сварочного импульса, что обеспечивает постоянство количества опла-вляемого металла.
При сварке тонколистовых деталей из снлаво.в с большой теплопроводностью или цилиндрических деталей малого диаметра, когда сварка на различных участках детали производится при различной температуре этих участков, так же обеспечивается автоматическая регулировка количества энергии, потребной для оплавления бурта за один импульс. На
участках в середине и особенно в конце шва, когда металл нагрет теплом ранее сваренного участка, оплавление бурта будет идти быстрее и длительность импульса автоматически уменьшится.
Предмет изобретения
Способ импульсной дуговой сварки иеплавящимся электродом в среде защитных газов 1соединений с буртом «ли отбортовкой, при котором имлульсы получают периодическим отключением источника питания, а изделие и электрод перемещают относительно друг друга в лериоды пауз между импульсами, отличающийся тем, что, с целью повышения качества сварных соединений, длительность импульса в процессе сварки регулируют путем отключения источника питания при достижении заданного напряжения на дуге, соответствующего полному оплавлению бурта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки | 1986 |
|
SU1316765A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Способ ручной дуговой сварки | 1975 |
|
SU603520A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2563572C1 |
| Способ плазменно-порошковой наплавки модулированным током | 1988 |
|
SU1562082A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2003 |
|
RU2231431C1 |
| Способ многоэлектродной дуговой сварки | 1991 |
|
SU1779504A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1512735A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
