Изобретение относится к швейной промышленности и может быть использовано в швейном производстве при поши-ве мужских сорочек.
Известны агрегаты для выполнения соединительных операций деталей одежды ниточной строчкой. Однако эти агрегаты в основном лредназначены для обработки деталей сравнительно небольших размеров, имеющих одинаковый контур обрабатываемых краев и не требуюших предварительного формования отдельных деталей узла перед стачиванием. Кроме того, ОНИ не обеспечивают поштучную укладку, ориентацию и обработку узла или детали из пачки и перекладку обрабатываемого узла в ту же пачку.
Цель изобретения - повышение производительности труда и обеспечение точной сборки и обработки узла.
Это достигается тем, что карусель снабжена бункерами для удержания пачек кроя и обработанных узлов, а также узлом формования байтовой складки, оттяжки и посадки кривизны обрабатываемого края.
Узел формования байтовой складки, оттял ки и посадки кривизны обрабатываемого края выполнен в виде шаблонов с рычал но-кулисным приводом, смонтированных на откатной каретке станины и на подъемно-поворотных
рычагах с возможностью их относительного перемеш;ения.
Кроме того, с целью обеспечения постоянной
длины стежка стачиваюшее устройство установлено с возможностью перемещения вдоль
контура строчки посредством ходового винта.
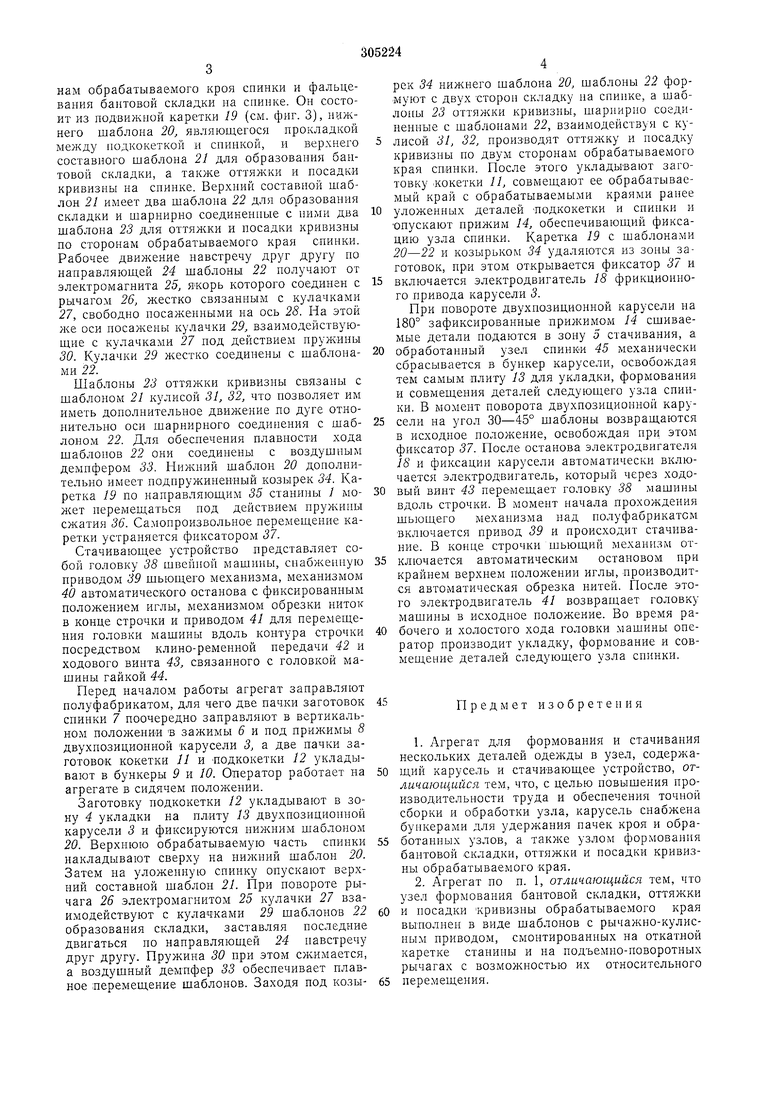
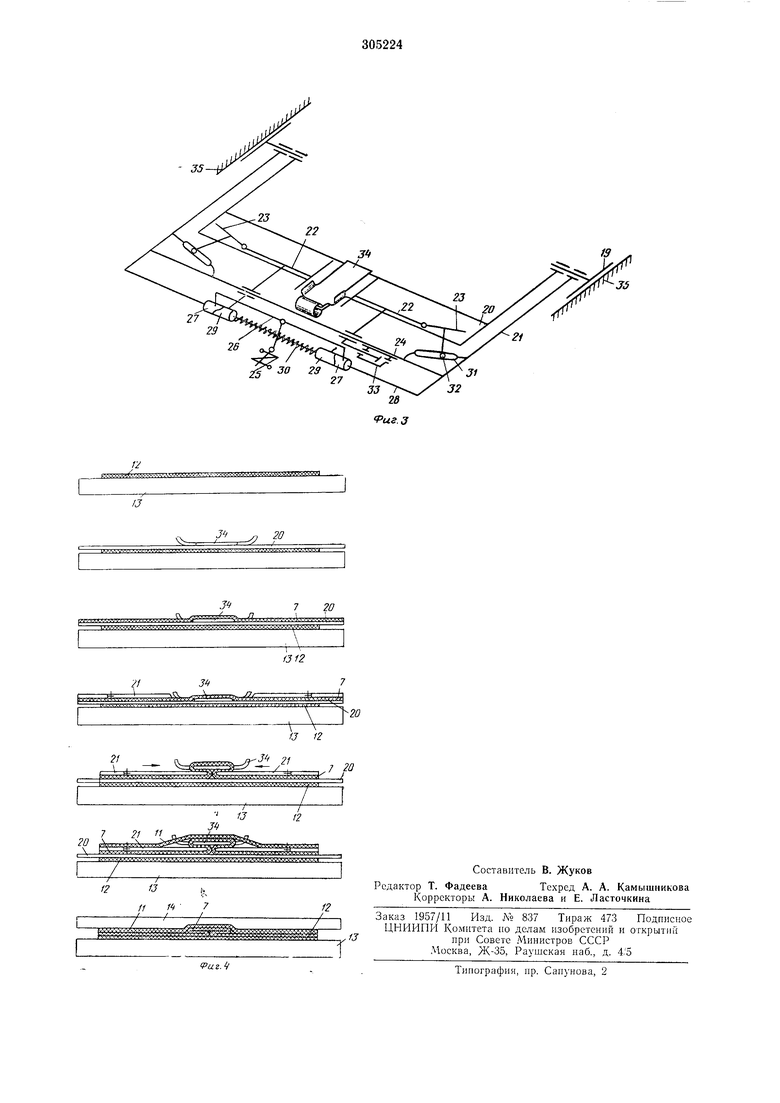
На фиг. 1 показан предлагаемый агрегат, структурная схема; на фиг. 2 - то же, вид сверху; на фиг. 3 - структурная схема узла формования; на фиг. 4 - технологическая иоследовательность выполнения операции формования.
К Станине / через стойку 2 шарнирно крепится двухпозиционная карусель 3, предназначенная для возвратно-поворотной подачи пачек заготовок, а вместе с ними совмещенных и зафиксированных деталей узла спинки из зоны 4 укладки в зону 5 стачивания (см. фиг. 2). Карусель снабжена двумя зажимами 6 для удерл ания пачек кроя спинки 7, двумя прижимами 8 для удерл ания пачки в перегиб со с.мещенными срезами, бункерами 9 и 10 для размещения пачек кроя соответственно кокеток // и иодкокеток 12, плитами 13, слул{ашими для укладки сшиваемых деталей и ирил имами 14, соединенными мел-сду собой тягами 15. Через фрикционные колеса 16, 17 карусель соединена с электродвигателем 18.
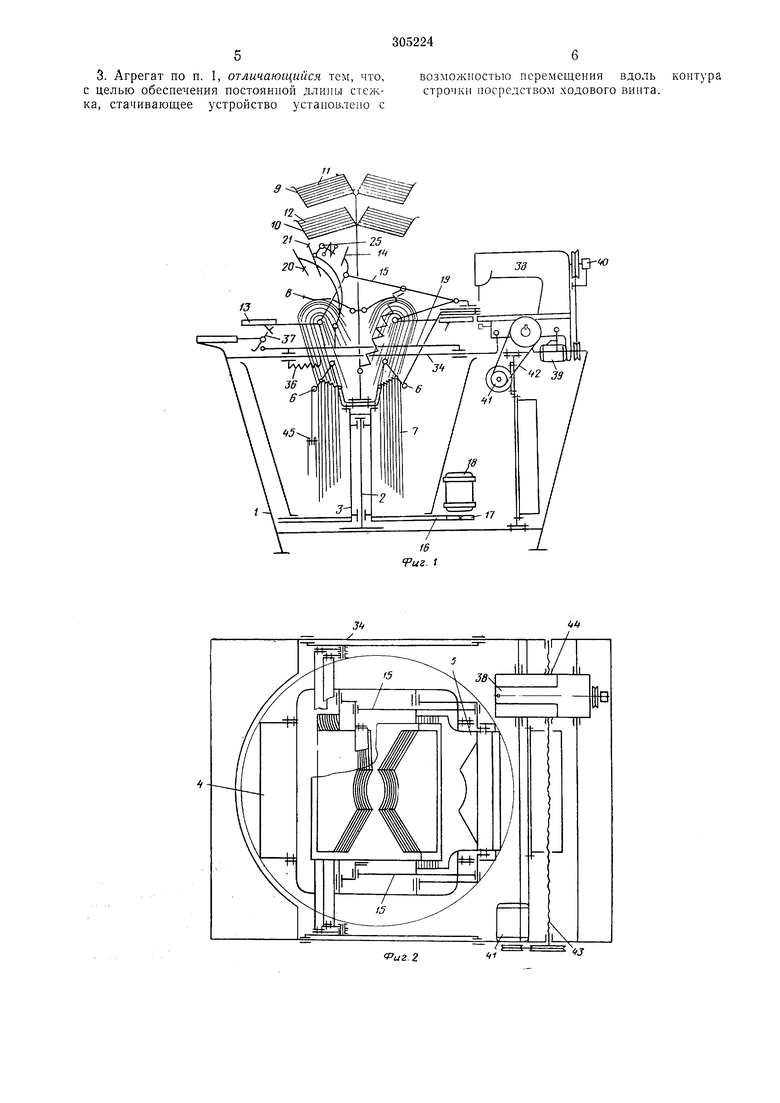
нам обрабатываемого кроя спинки и фальцевания бантовой складки на спинке. Он состоит из подвижной каретки 19 (см. фиг. 3), нижнего шаблона 20, являющегося прокладкой между модкокеткой и снинкой, и верхнего составного шаблона 21 для образования бантовой складки, а также оттяжки и посадки кривизны на спинке. Верхний составной шаблон 21 имеет два шаблона 22 для образования складки и шарнирно соединенные с ними два шаблона 23 для оттял ки и посадки кривизны но сторонам обрабатываемого края спинки. Рабочее движение навстречу друг другу но нанравляюш,ей 24 шаблоны 22 получают от электромагнита 25, якорь которого соединен с рычагом 26, жестко связанным с кулачками 27, свободно носажепными на ось 28. На этой же оси посажены кулачки 29, взаимодействуюшие с кулачками 27 нод действием пружины 30. Кулачки 29 жестко соединены с шаблонами 22.
Шаблоны 23 оттяжки кривизны связаны с шаблоном 21 кулисой 31, 32, что позволяет им иметь донолннтельное движение по дуге отнонительно оси шарнирного соединения с шаблоном 22. Для обеснечения плавности хода шаблонов 22 они соединены с воздушным демнфером 33. Нижний шаблон 20 донолнительно имеет подпружиненный козырек 34. Каретка 19 по нанравляюшим 55 станины / перемеш;аться нод действием нружины сжатия 36. Самопроизвольное неремеш,ение каретки устраняется фиксатором 37.
Стачивающее устройство нредставляет собой головку 38 швейной машины, снабженную приводом 39 шьющего механизма, механизмом 40 автоматического останова с фиксированным положением иглы, механизмом обрезки ниток в конце строчки и приводом 41 для перемещения головки машины вдоль контура строчки посредством клино-ременной нередачи 42 и ходового винта 43, связанного с головкой машины гайкой 44.
Неред началом работы агрегат занравляют полуфабрикатом, для чего две пачки заготовок спинки 7 поочередно заправляют в вертикальном положении в зажимы 6 и под прижимы 8 двухнозиционной карусели 3, а две начки заготовок кокетки 11 и -подкокетки 12 укладывают в бункеры 9 и 10. Оператор работает на агрегате в сидячем положении.
Заготовку подкокетки 12 укладывают в зону 4 укладки на плиту 13 двухпозиционной карусели 3 и фиксируются нижним шаблоном 20. Верхнюю обрабатываемую часть спинки накладывают сверху на нижний шаблон 20. Затем на уложенную спинку опускают верхний составной шаблон 21. При повороте рычага 26 электромагнитом 25 кулачки 27 взаимодействуют с кулачками 29 шаблонов 22 образования складки, заставляя последние двигаться по направляющей 24 навстречу друг другу. Пружина 30 при этом сжимается, а воздушный демнфер S3 обеспечивает плавное перемещение шаблонов. Заходя под козырек 34 нижнего шаблона 20, шаблоны 22 формуют с двух Сторон складку на спинке, а шаблоны 23 оттяжки кривизны, шарнирно соединенные с шаблонами 22, взаимодействуя с кулисой 31, 32, производят оттяжку и посадку кривизны по двум сторонам обрабатываемого края спинки. После этого укладывают заготовку кокетки //, совмещают ее обрабатываемый край с обрабатываемыми краями ранее
уложенных деталей подкокетки и спинки и Опускают прижим 14, обеспечивающий фиксацию узла спинки. Каретка 19 с шаблонами 20-22 и козырьком 34 удаляются из зоны заготовок, при этом открывается фиксатор 37 и
включается электродвигатель 18 фрикционного привода карусели 3.
При новороте двухнозиционной карусели на 180° зафиксированные прижимом 14 сшиваемые детали подаются в зону 5 стачивания, а
обработанный узел снинки 45 механически сбрасывается в бункер карусели, освобождая тем самым плиту 13 для укладки, формования и совмещения деталей следующего узла спинки. В момент поворота двухпозиционной карусели на угол 30-45° щаблоны возвращаются в исходное ноложение, освобождая при этом фиксатор 37. После останова электродвигателя 18 и фиксации карусели автоматически включается электродвигатель, который через ходовый винт 43 перемещает головку 38 машины вдоль строчки. В момент начала прохождения шьющего механизма над полуфабрикатом включается привод 39 и происходит стачивание. В конце етрочки шьющий механизм отключается автоматическим остановом при крайнем верхнем положении иглы, нроизводится автоматическая обрезка нитей. После этого электродвигатель 41 возвращает головку мащины в исходное полол ение. Во время рабочего и холостого хода головки машины оператор производит укладку, формование и совмещение деталей следующего узла снннки.
Предмет изобретения
1.Агрегат для формования и стачивания нескольких деталей оделады в узел, содержащий карусель и стачивающее устройство, отличающийся тем, что, с целью повышения производительности труда и обеснечения точной сборки н обработки узла, карусель снабжена бункерами для удерл ания начек кроя и обработанных узлов, а такл«;е узлом формования бантовой складкн, оттяжки и носадки кривизны обрабатываемого края.
2.Агрегат по п. 1, отличающийся тем, что узел формования байтовой складки, оттяжки
и посадки кривизны обрабатываемого края выполнен в виде шаблонов с рычажно-кулисным приводом, смонтированных на откатной каретке станины и на подъемно-новоротных рычагах с возможностью их относительного 5 3. Агрегат по п. 1, отличающийся тем, что, с целью обеспечения постоянной длины стежка, стачивающее устройство установлено с б возможностью перемещения вдоль контура строчки посредством ходового винта,
| название | год | авторы | номер документа |
|---|---|---|---|
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| Способ формирования плечевого узла изделия с погоном | 1988 |
|
SU1567158A1 |
| Способ сборки швейных изделий сорочечной группы | 1985 |
|
SU1313413A1 |
| Полуавтомат для стачивания мелких деталей швейных изделий, например манжет мужских сорочек | 1961 |
|
SU144721A1 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| Способ получения комплекта деталей для самостоятельного изготовления предметов одежды | 1988 |
|
SU1724001A3 |
| Устройство для обработки по контору деталей швейных изделий | 1977 |
|
SU734325A1 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ЦЕЛЬНОКРОЕНОГО РУКАВА И ЕГО ИЗГОТОВЛЕНИЕ | 2013 |
|
RU2530360C1 |
| Способ изготовления стихаря с вышитым оплечьем для священнослужителей Русской Православной Церкви | 2015 |
|
RU2629087C2 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
o
