Известно устройство для непрерывной формовки и сварки продольных швов стальных труб, состоящее из ряда стационарных формовочных клетей, сварочного приспособления и направляющей клети.
Предлагаемое устройство отличается тем, что с целью поддержания постоянного зазора между свариваемыми кромками, последняя формовочная клеть выполнена подвижной в придольном направлении и снабжена жестко закрепленными балками с формовочными роликами, расположенными с обеих сторон свариваемых краев ленты и последовательно образующей трубы.
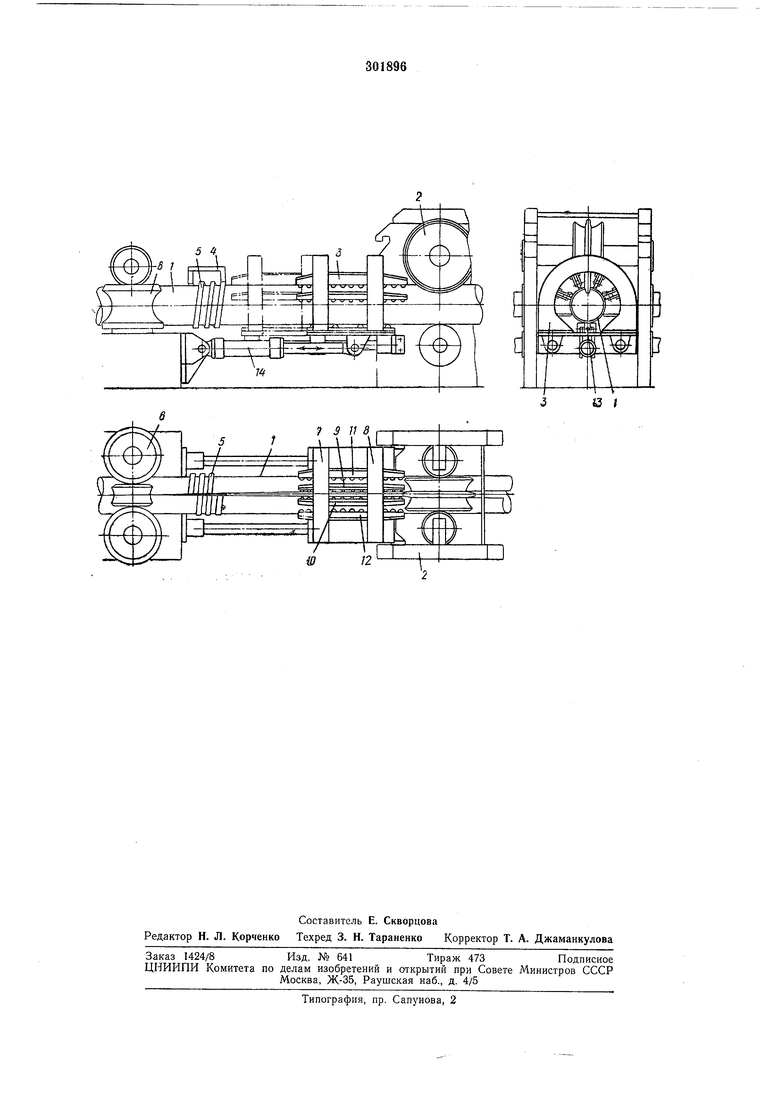
На чертеже показано описываемое устройство.
Устройство для непрерывной формовки и сварки труб / состоит из ряда стационарных формовочных клетей 2, подвижной формовочной клети 3, сварочного устройства 4, индукционная катушка 5 которого охватывает трубу /, а также пары прижимных роликов направляющей клети 6, расположенной позади индукционной катушки 5. Подвижная формовочная клеть передвигается в продольном направлении вплотную до индукционной катушки 5.
Формовочная клеть 3 приводится в движение гидравлическим цилиндром 14.
Для осуществления процесса сварки труб подвижная формовочная клеть в своем исходном (начальном) полол ении вплотную примыкает к сварочному устройству и остается там до тех пор, пока не будет окончательно заварена труба, поступивщая в направляющую клеть 6. Затем формовочная клеть 5 передвигается в свое рабочее, но уже отдаленное от сварочного устройства положение.
Предлагаемое устройство позволяет удерживать в определенных границах зазор, возникающий в начале процесса формообразования трубы, непрерывно формуемой из ленты.
Предмет изобретения
Устройство для непрерывной формовки и сварки продольных швов стальных труб, состоящее из ряда стационарных формовочных клетей, сварочного приспособления и направляющей клети, отличающееся тем, что, с целью поддержания постоянного зазора между свариваемыми кромками, последняя формовочная клеть выполнена подвижной в продольном направлении и снабжена жестко закрепленными балками с формовочными роликами, расположенными с обеих сторон свариваемых краев ленты и последовательно вдоль образующей трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СССРОпубликовано 13.ХП.1972. Бюллетень N° 2за 1973Дата опубликования описания 13.11.1973УДК 621.791.75:621.774. .2(088.8) | 1973 |
|
SU362530A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| СИСТЕМА СЪЕМА ИНФОРМАЦИИ С ПЛЕНКИ, В ЧАСТНОСТИ, ДЛЯ ВЯЗАЛЬНЫХ МАШИН | 1971 |
|
SU305680A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| САМОПИСЕЦ ДЛЯ ЗАПИСИ НА ЗЛЕКТРОЧУВСТВИТЕЛЬНОИ ПЛЕНКЕ С ПОМОЩЬЮ РЕГИСТРИРУЮЩЕГО НАПРЯЖЕНИЯ | 1967 |
|
SU195995A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗВЕНЬЕВ ЦЕПИ | 1971 |
|
SU318198A1 |
| СССРПриоритет 28.1.1969, № Р 1904101.1, ФРГОпубликовано 28.X1I.1972. Бюллетень № 5за 1973 Дата опубликования описания 13.111.1973УДК 677.057.125(088.8) | 1973 |
|
SU365074A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1971 |
|
SU305622A1 |
| ПАГЕШКС- .. ТЕЗГЧРЧадл}; Ис HI. .т^L^»tgTr:r?rУСТАНОВКА для | 1967 |
|
SU190299A1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2371271C2 |