Изобретение относится к классу пневматических логических систем управления группой однотипных агрегатов с циклическим процессом производства, характеризующимся дискретными технологическими операциями и с поочередным выполнением агрегатами технологического .
Известны системы управления, которые содержат блок вызова, соединенный с блоком тактирующих сигналов, датчики времени и контроля технологических операций, блок распределения и блоки дистанционного управления, число которых равно числу агрегатов. Эти системы имеют ограниченные функциональные возможности, так как переход от одной технологической операции к другой осуществляется только по сигналам от датчиков времени, поэтому отсутствует возмон ность осуществлять этот переход по сигналам от датчиков, непосредственно контролирующих протекание технологического процесса. Нельзя также осуществлять ручной переход от одной технологической операции к другой переключением одного органа управления, не выдается информация о протекающей технологической операции.
Цель изобретения - существенно расширить функциональные возможности системы и упростить операции перехода с автоматического режима па ручной и обратно. Цель достигается тем, что нневматпческая система автоматического управления группой однотипных агрегатов содержит блоки коммутации, Б каждом из которых первые входы элементов «И соединены со входами датчиков, вторые - с выходом блока вызова, соответствующим данному агрегату, а выходы элементов «I-i всех блоков коммутации, соответствующие одноименным операциям, подключены
через элементы «ИЛИ к первым входам элементов «И блока разрешения операций, вторые входы которых соединены с выходами блока операций, выполненного в виде шагового устройства, а выходы элементов «И
блока разрешения операций соединены через элемент «ИЛИ со входом блока операций, причем число элементов «И блока коммутации и блока разрешения операций и число выходов блока операций равно количеству
технологических операций.
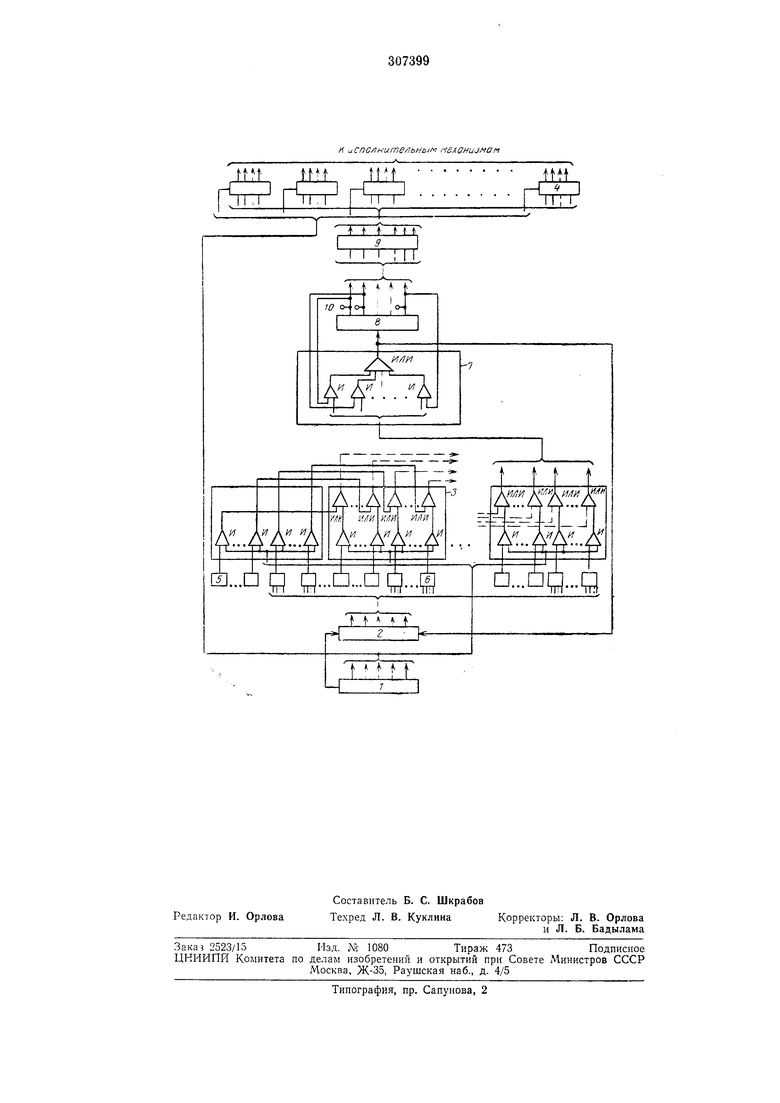
Схема предложенной системы представлена на чертеже. Система содержит блок вызова /, соединенный с блоком 2 тактирующих сигналов, блоками коммутации 3 и блоками
дистанционного унравления 4. Каждый блок коммутации 3 содержит двухвходовые элементы «И, одни из входов которых соединяются с выходами датчиков 5 контроля технологических операций или датчиков времени 6,
соответствующим данному агрегату. Выходы блоков коммутации 3, соответствующие одиоименным омгра)1,ия)л, соедип;потся со входадпэлементов «HJII-i, выходы которых соединяются со входами элементе ; «И блока 7 разрещения онераций. число которых равно числу технологических оиераций. Выходы элементов «И соединяются со входами элементов «Р1ЛИ, выход которых иодключается ко входу блока операций 8 и блоку тактирующих сигналов 2. Выходы блока оиераций 8 соединены со входами блока раснределения 9, входами соответствующих элементов «И блока разрешений операций 7 и сигнализаторами операций 10. Выходы блока распределения соединены со входами блоков дистанционного управления.
Система работает следующим образом. В блоке вызова / но командам от датчиков 5 контроля технологических онераций или от кнонок вызова, нажимаемых оператором, формируется сигнал на нроведение технологического цикла на данном агрегате. Этот сигнал подается на элементы «И соответствующего блока коммутации и блок дистанционного управления данного агрегата. При этом сигнал первого выхода блока операций подается через блок раснределения и блок дистанционного управления данного агрегата на управление исполнительными мехатизмами.
Блок распределения содержит элемент, «Р1ЛР1 но числу исполпитель П1 х механизмов на одном агрегате. Ко входам каждого из них подключены сигналы с выходов блока онераций, соответству ощих тем операциям, при которых эти исполнительные механизмы включены. Блок дистанционного управления в режиме «автоматика формирует на выходах сигналы на управление исполнительными механизмами, соответствующие сигналам, поступающим от блока распределения. В режиме «дистанционно управление исполнительными механизмами осуществляется оператором при помощи кнонок управления.
В начале операции включается по команде от блока вызова / блок тактирующих сигналов 2, на выходах которого через заданные интервалы времени появляются определенные комбинации значений сигналов, однозначно определяющих время, прошедшее от начала операций. Эти сигналы поступа от к датчикам времени 6, из которых настраивается таким образом, что на его выходе появляется сигнал только при определенной комбинации входных сигналов, т. е. в заданный момент времени. По окончании операции сигнал от датчика контроля 5 данной операции или от датчика времени 6 (если продолжительность
операции задается в виде интервала време 1и) поступает через блоки ком:мута1 ии 3 и блок разрешения операций 7 к блоку операций 8. При этом сигнал блока опера дий 8 переходит на следу оший , и начинает выполняться следу ОН,ая технологичеекая операция. Одновременно с выхода блока разрешения операций 7 постунает сигнал к блоку тактиру ощих сигналов 2 и приводит его в исходное положение, поеле чего снова начинается отсчет времени.
В блоке операций 8 имеется ручка упразле 1ия, позволя ощая вручную нроизводить переход от одной онераций к другой.
Сигнализаторы 10 инфор: 1ацию о протекающей технологичеекой операции. Таким образом переход от одной технолошческой онера 1,ии к другой осуп1ествляется как по сигналам от датчиков времени, так и по сигналам от датчиков, непосредственно контролирующих протекание технологического процесса. Kpoide того, имеется возможность осущеетвлять ручной переход от одной технологической операции к другой перекл очением одного органа управления, и имеется сигнализация о протекаюп1ей технологической операции.
Предмет и з о б р е т е и я
Пневматическая система автоматического унравления группой однотипных агрегатов, содержащая датчики контроля технологических операций и построенные па логических элемеитах, блок вызова, еоединен1П й с ко.мандным входом блока тактирующих сигналов, датчики времени, блок распределения н блоки дистанционного управления, число которых равно числу агрегатов, отличающаяся тем, что, с расширения функциональных возможностей системы, она содержит блоки коммутации, в каждом из которых нервые входы элементов «И соединены ео входами датчиков, вторые - с выходом вызова, соответствующим дглп-юму агрегату, а выходы элементов «И всех блоков коммутации, соответетвующие . операциям, подключены через элементы «ИЛИ к входам элементов «И блока разрещения операций, вторые входы которых соединены с выходами блока операций, выполненного в виде щагового устройства, а выходы элементов «И блока разрещения операций соединены через элемент «ИЛИ со входом блока операций, причем чиело элементов «И блока коммутации и блока разрещения операций и число выходов блока операций равно количеству технологических операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКАЯ ЛОГИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ | 1971 |
|
SU302696A1 |
| Устройство для управления группой технологических агрегатов | 1980 |
|
SU934463A1 |
| Устройство для автоматического управления группами аппаратов циклического действия | 1975 |
|
SU644835A1 |
| ВЫЧИСЛИТЕЛЬНАЯ МАШИНА | 1971 |
|
SU302981A1 |
| ЦИФРОВАЯ ВЫЧИСЛИТЕЛЬНАЯ МАШИНА | 1971 |
|
SU302002A1 |
| МНОГОФУНКЦИОНАЛЬНОЕ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ | 1966 |
|
SU186003A1 |
| УСТРОЙСТВО числового ПРОГРАММНОГО УПРАВЛЕНИЯСТАНКАМИ | 1969 |
|
SU257265A1 |
| Система для автоматического управления группами аппаратов циклического действия | 1979 |
|
SU822661A1 |
| ПНЕВМАТИЧЕСКОЕ УПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 1968 |
|
SU208373A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ КОММУТАТОРОМ | 1973 |
|
SU387522A1 |