Известны способы обвязки проката в пачк-и обвязочной лептой, .включающие скрепление концов обвязки при помощи односторонней точечной сварки или электродом. Однако при этом возможны повреждения повер.хностей Н формы обвязывае.мых изделий (напри.мер с .металлопокрытием или облицованных пластмассой тонкостенных труб и гнутых профилей ИЛИ цветного проката). KjpOMe того, указанное скрепление концов обвязки не обеспечивает требуе.мой прочности обвязки и плотности пачки.
Предложенный способ отличается тем, что сварку KOHUOB обвязочной ленты производят между наружным .прижимом и рычагом, который вводят внутрь пакета. Концы ленты скрепляются многоточечной рельефно-конденсаторной сваркой, а при обвязке начек в сборочных карманах на стойках последних ук|репляют фалыщпрофнли. Такое выполнение исключает повреждение обвязываемых из|дел|ИЙ при ск|реплении кон-цов ленты, позволяет упрочнять обвязку, а также осуществлять обвязку мелких профилей в плотные пачки.
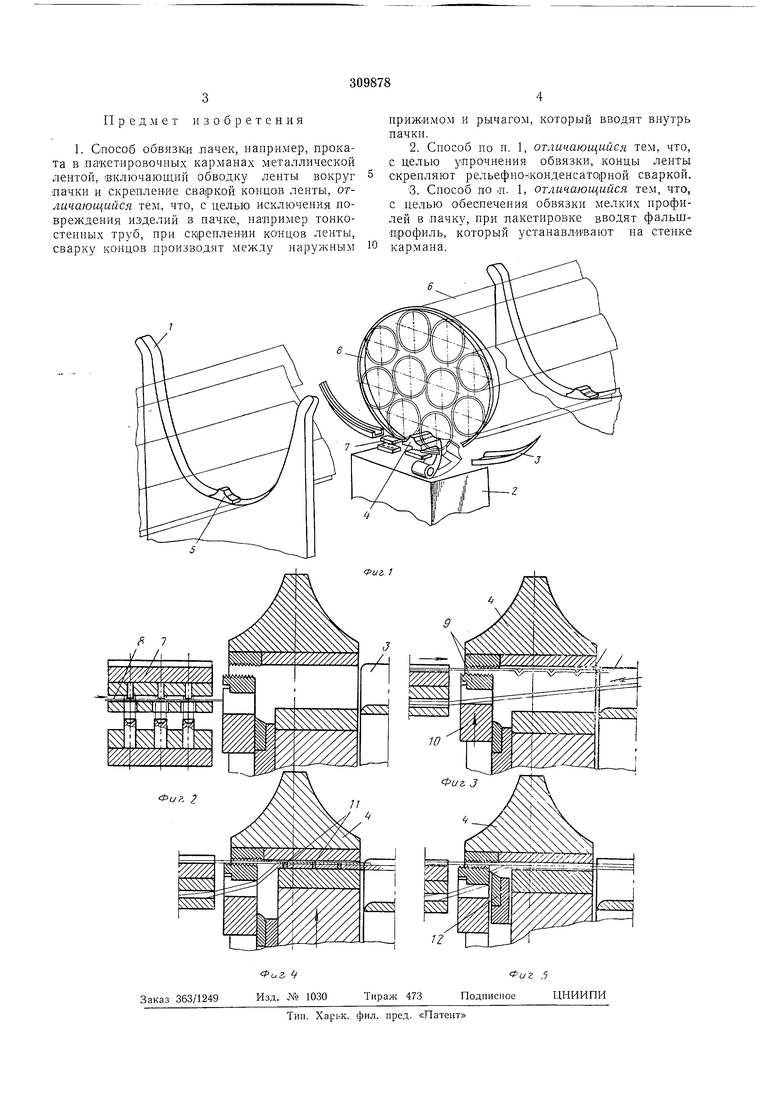
На фиг. 1 показана принципиальная схема осуществления способа обвязки пачки труб /в сборочном кармане; на фиг. 2-5 - принципиальная с.хема скрепления концов обвязочной ленты при помощи многоточечной рельефноконденсаторной сварки.
В промежутках между стойками / сборочных карманов расположены обвязочные автоматы 2 с откидными клещевыми проводками 5 и откидным сзарочным рычагом 4 сварочного пресса. На стойках укреплены фальшпрофилн 5 для обвязки мелкого профиля в пачки 6, позволяющие вводить рычаг 4 в пачку мелких профилей.
Штам.повочное устройство 7 (см. ф;иг. 2) служит для образования рельефов на пе|реднем конце обвязочной ленты 8. После этого лента подается трайб-аппаратом (на чертежах не показан) в клещевые проводки 3 BOKipyr
обвязываемого сечения. Затем передний конец с рельефамн поступает в сварочный пресс (см. фиг. 3), где он защемляется в губках 9 откидного сварочного рычага 4 и зажимного рычага 10.
После выбор:кн избыточной длины обвязочной петли через двойную толЩИну обвязочной ленты пропускают электрический ток. Происходит электросварка под давлением со смятием рельефов (выступов) и формирование на них сварочных заклепок 11 (см. фиг. 4). При этом задний конец обвязочной ленты 8 обрезается рычажным ножом 12 (см. фиг. 5), откидной сварочный рычаг 4 отво.1,ится (ич плоскости сечення пачки) вниз, а обвязанная
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ИЗДЕЛИЙ | 1970 |
|
SU282134A1 |
| УСТРОЙСТВО для СКРЕПЛЕНИЯ концов СТАЛЬНОЙ | 1971 |
|
SU320417A1 |
| Устройство для обвязки лентой пакета изделий | 1985 |
|
SU1248897A1 |
| Устройство для обвязки лентой пакета изделий | 1981 |
|
SU973417A1 |
| Устройство для пакетирования сортового проката и труб | 1990 |
|
SU1742136A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ РУЛОНОВ НА БАРАБАНЕМОТАЛКИ | 1969 |
|
SU239106A1 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ | 1968 |
|
SU211380A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПАЧЕК ЛИСТОВ СТАЛЬНОЙ ЛЕНТОЙ | 1963 |
|
SU159134A1 |
| Устройство для обвязки лентой пакетов изделий | 1985 |
|
SU1482856A1 |
| ИТНО-ТЕХНИЧЕСН^в. в. Верещагин, В. Ф. Левадный, А. П. Петров и Е. Ю. КуракиИркутский филиал Центрального научно-исследовательского и проектно-конструкторского института механизации и энергети^глесной промышленности5ИБЛИОТСКА | 1971 |
|
SU319533A1 |
