Существующие приспособления для отливки металлов под вакуумом ИЛИ под давлением главным образом приспособлены для получения в массовом порядке мелких отливок из легкоплавких цветных металлов, при чем металл тонкой струей впрыскивается и заполняет форму, состоящую из двух половин, которые, раскрываясь, выталкивают отливку и затем, сноба закрываясь, образуют форму для последующей отливки.
Предлагаемое приспособление назначается главным образом для более крупных единичных отливок из более тугоплавкого металла (например, сталь, чугун), кЬторый, будучи предварительно застужен до полужидкого состояния, вдавливается в форму; указанное приспособление по-, зволяет также, перед вдавливанием металла в форму, создать одновременно как над поверхностью Металла, так и в самой форме вакуум с целью возможно боль,шего удаления газов .и получения более плотной отливки.
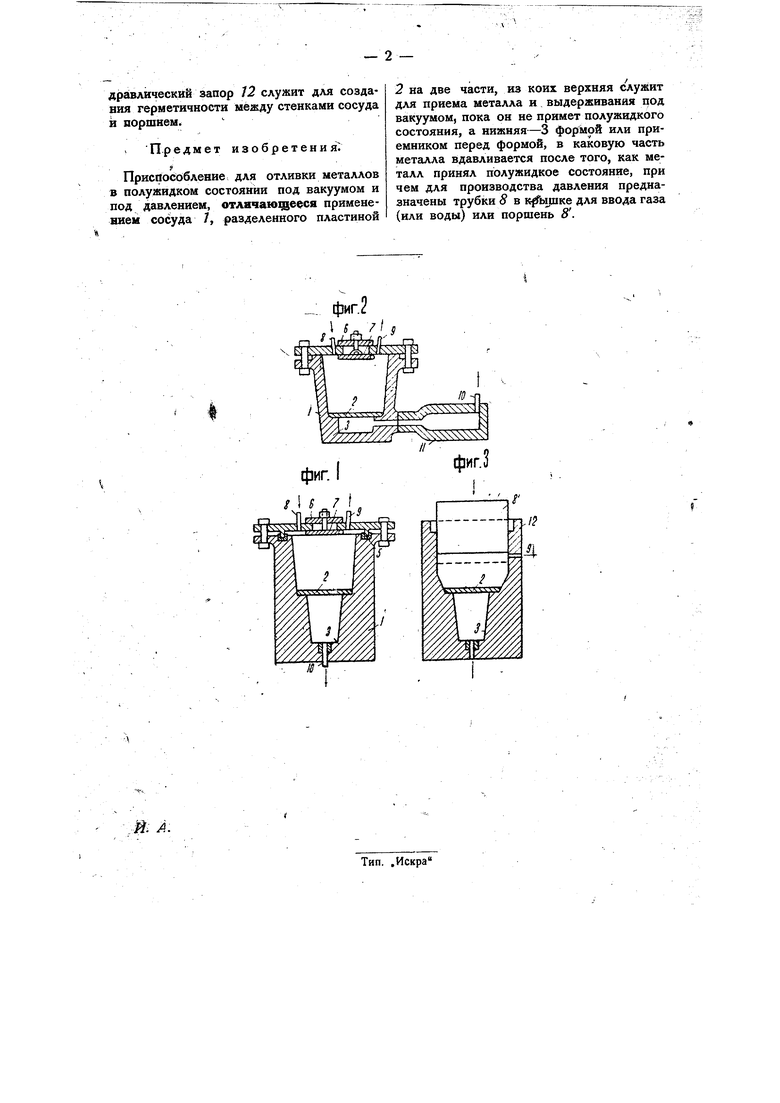
На чертеже фиг. 1 изображает приспособление для отливки болванок под действием газа в вертикальном разрезе; фиг. 2-то же для отливки фасонных предме,тов; фиг. 3-то же для отливки болванок под давлением поршня йресса.
Приспособление (фиг, 1) состоит из герметически закрываемого крышками б и
216
7 после заливки металла гсосуда /, который внутри перекрыт плабтиной 2, разде.яющей его на части: верхнюю, служащую приемником для металла, и нижнюю 3, служащую формой, в которую отливается металл под давлением газа, вводимого через трубку 8, после тогоу как задерживающая пластина 2 будет пробита или протиснута в форму 3.
Предварительно из обеих частей сосуда может быть удаляем воздух через трубки 9и JO.
Фиг. 2 изображает подобное приспособление, предназначенное для отливки фасонных предметов, пр1и чем нижняя часть 5 сосуда 7 служит лишь Ариея иком для вдавленной или сломанной пластины 2, а ме-далл устремляется через боковое отверстие в форму /7, из которой предварительно может быть удален воздух через трубку 70.
В этих двух приспособлениях давление может быть осуществлено также наливанием воды на поверхность металла через трубку 8, которая затем закрывается одновременно с трубкой 9, через которую предварительно всасывается возд}гх, при чем вода, нспа ряясь за счет теплоты металла, образует перегретый пар./
Для производства давления может также служить поршень 8 (фиг. 3), который сверху подвержен действию пресса; гидравлический запор 12 служит для создания герметичности между стенками сосуда и поршнем.
Предмет изобретения
Приспособление1 для отливки металлов в полужидком состоянии под вакуумом и под давлением, отличающееся применением сосуда 7, разделенного пластиной
2 на две части, из коих верхняя служит для приема металла и выдерживания под вакуумом, пока он не примет полужидкого состояния, а нижняя-3 формой или приемником перед формой, в каковую часть металла вдавливается после того, как металл принял полужидкое состояние, при чем для производства давления предназначены трубки 8 в к ьпике для ввода газа (или воды) или поршень 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сердечник для отливки полых металлических предметов | 1915 |
|
SU2116A1 |
| Устройство для вынимания полужидких болванок | 1930 |
|
SU33939A1 |
| Приспособление для резки горячей стали при полужидкой прокатке | 1936 |
|
SU53715A1 |
| Устройство для центробежной отливки и прокатки труб и болванок | 1934 |
|
SU44007A1 |
| Приспособление для отливки железнодорожных полускатов в вертикальном положении | 1929 |
|
SU24549A1 |
| Прибыльная надставка для отливки слитков | 1948 |
|
SU87120A1 |
| Способ и устройство для получения отливок из трудноплавких карбидов тяжелых металлов | 1925 |
|
SU25930A1 |
| Установка для конвейерной центробежной отливки | 1935 |
|
SU49073A1 |
| Устройство для нагрева и закалки вращающихся бандажей полускатов | 1929 |
|
SU24550A1 |
| Аппарат для термической обработки | 1932 |
|
SU34578A1 |

