Предметом настоящего изобретения является приспособление для горячей резки стали при ее полужидкой прокатке.
Приспособление выполнено в основном в виде дисковой пилы, установленной на подвижной раме под прокатными валками, причем рама с пилой имеет возможность вертикального перемещения, регулируя таким образом длину отрезаемых кусков стали.
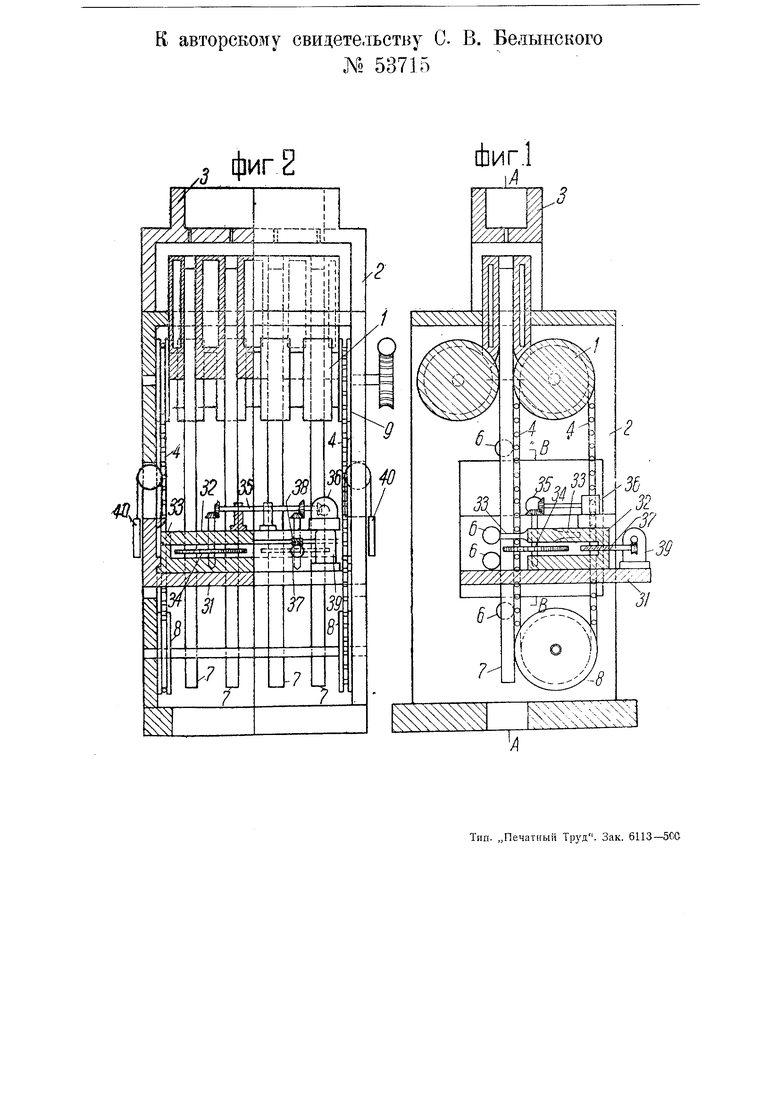
На чертеже фиг. 1 изображает вид устройства сбоку в поперечном разрезе, а фиг. 2 - вид спереди и частичный разрез по линии АВВА фиг. 1.
Многоручьевой стан для одновременной полужидкой прокатки нескольких слитков имеет прокатные валки /, установленные в станине 2, с подачей жидкого металла через верхнюю изложницу 3, а под валками 7 в раме 32 установлены дисковые пилы 34, производящие разрезку горячего проката, выходящего из валков /.
Для сообщения пилам 34 вертикального и горизонтального перемещений синхронно с вращением валков и движением прокатанного материала, служит следующий механизм. В станине 2
I . .:
установлена коробка 57, перемещаемая по станине вверх и вниз. В свою очередь коробка 5/несет вилкообразную раму 32 с пилами 34, получающую в коробке 5/ горизонтальное возвратно-поступательное движение. Дисковые пилы 34 приводятся во вращение от электродвигателя 36 через коническую передачу 55, а горизонтальная подача рамы 32 производится от электродвигателя 39 через червячную передачу и ходовой винт 37. Для вертикального перемещения пил рама 32 снабжена пальцами 33, входящими в сцепление с бесконечной цепью Галля 4, натянутой на звездочки 8 и 9, вращающиеся синхронно с валками /. Уравновещивание коробки 5/ с пилами производится с помощью противовесов 40. Для избежания изгибания разрезаемой полосы 7 под действием пилы 34 предусмотрены опорные ролики б, прижимающие полосу 7 с обратной стороны.
Приспособление действует следующим образом. Коробка 5/ устанавливается на определенной высоте под валками 7, и включением двигателей 36 и 39 производится вращение дисковых пил 34 и их горизонтальная подача.
Одновременно с этим при горизонтальном движении рамы 32 ее левый палец 33 входит в сцепление с левой ветвью цепи 4 и коробка 31 вместе с пилами движется вниз. По окончании разрезки полосы 7 происходит автоматическое переключение двигателя 39 на обратный ход, вследствие чего рама 32, двигаясь вправо, выходит своим левым пальцем 33 из зацепления с цеПью 4 и сцепляется с правой ее ветвью своим правым пальцем 33, после чего коробка 5/ поднимается вверх до определенной высоты, а затем снова происходит автоматическое переключение двигателя 39 на прямой ход, и цикл повторяется.
Автоматическое переключение электродвигателя 39 на прямой ход и
обратный ход осуществляется с помощью электромагнитных переключателей и контактов, соединенных с коробкой 31 и станиной 2.
Одна дисковая пила производит разрезку двух болванок одновременно.
Предмет изобретения.
Приспособление для резки горячей стали при полужидкой прокатке, отличающееся тем, что вращающаяся дисковая пила 34 установлена в раме 32, снабженной пальцами 33 для поперечного сцепления с одной или другой ветвью бесконечной цепи 4, параллельной линии прокатки, и связана винтом 37 с приводом 39 для поперечного перемещения.
к авторскому свидете.тьст1 у С. В. Белынского
№ 53715
| название | год | авторы | номер документа |
|---|---|---|---|
| Паровоздушный насос | 1938 |
|
SU53714A1 |
| Устройство для вынимания полужидких болванок | 1930 |
|
SU33939A1 |
| Устройство для непрерывной сварки и прокатки порошкообразных металлов и стружки | 1935 |
|
SU45615A1 |
| СТАН ДЛЯ ПОЛУЖИДКОЙ ПРОКАТКИ БОЛВАНОК | 1924 |
|
SU7411A1 |
| ПРИВОД РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 1970 |
|
SU269127A1 |
| Установка для конвейерной центробежной отливки | 1935 |
|
SU49073A1 |
| Приспособление для шлифования валков прокатных станов на месте | 1931 |
|
SU43396A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВАЛКА ОБЖИМНОГО СТАНА | 1996 |
|
RU2104107C1 |