Изобретение относится к области электромашиностроения и касается изготовления роторов асинхронных торцовых двигателей.
Известны способы изготовления роторов торцовых двигателей с короткозамкнутой обмоткой путем прессования металлических порошков с различной удельной электрической проводимостью заодно с короткозамкнутыми кольцами.
В предлагаемом способе с целью упрошения технологии и улучшения пусковых характеристик двигателя путем изготовления двойной короткозамкнутой обмотки обмотку изготовляют последовательным прессованием каждого слоя обмотки, образованного порошком одной удельной проводимости одновременно во всех пазах, а выпечку и подпрессовку делают общую для обеих слоев обмотки.
Для уменьшения взаимодействия между различными слоями обмотки выпечку производят при температуре не выше 450°С.
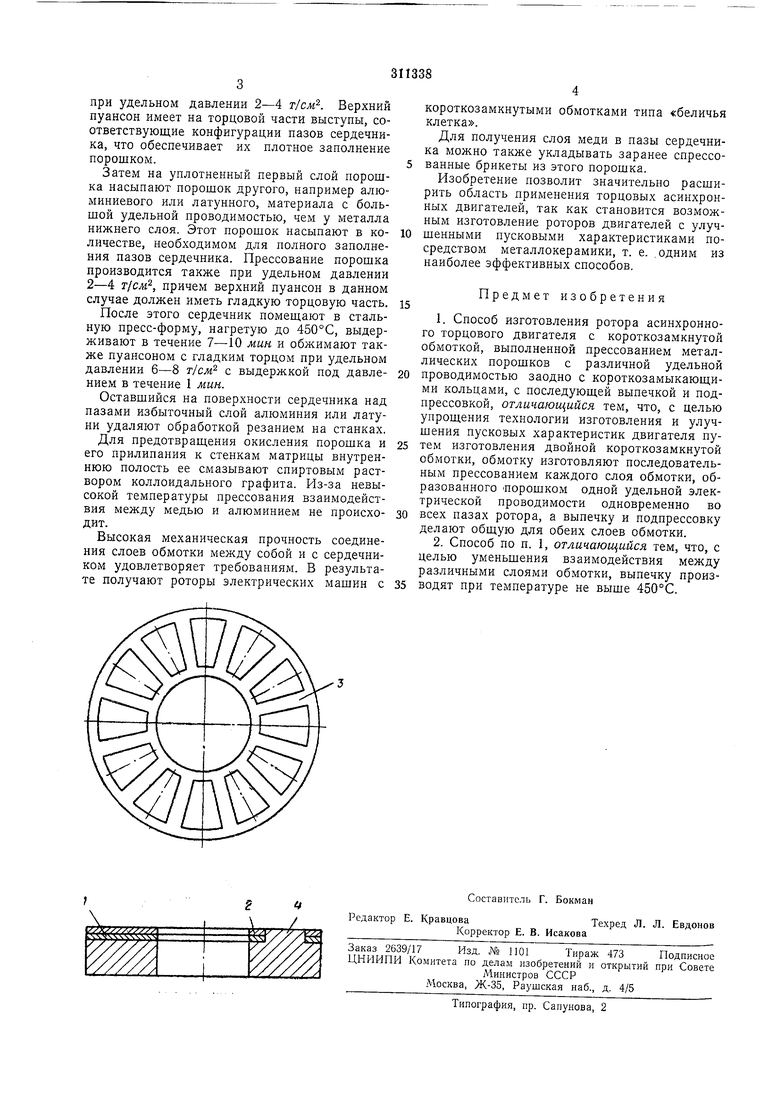
На чертеже показан ротор асинхронного торцового двигателя, две проекции.
Стержни рабочей 1 и пусковой обмотки 2 расположены в пазах 3 сердечника 4 и составляют одно целое короткозамыкающими кольцами. Технологический процесс изготовления предлагаемого ротора включает две основные операции: изготовление сердечника ротора, который наиболее целесообразно изготовлять способом порошковой металлургии (возможно применение и других способов - обработка резанием из проката, холодное выдавливание и т. д.) и выполнение двух обмоток из разных материалов, например из меди и алюминия или из меди и латуни.
По металлокерамическо.му способу изготовления сердечник прессуют при удельном давлении 6-8 т/см из порошка, например, железного или железного с примесью алюминия или кремния в виде диска с пазами заданной формы и размеров. Прессованный полуфабрикат подвергают термической обработке путем нагрева до температуры 1200-1300°С в течение 2-3 час с целью повышения механической прочности и других физико-механических характеристик. После спекания сердечник обжимают в пресс-форме при удельном давлении 8-10 т/слг с целью повышения плотности
и точности по размерам (обжатие является факультативной операцией). Возможно использование сердечников после спекания.
Далее на торцовую поверхность металлокерамического (или полученного по другой технологии) сердечника с выполненными на ней пазами насыпают слой металлического, например медного, порошка так, чтобы порошок не выходил за пределы паза (избыток порошка быть снят) и прессуют его. Сер
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор асинхронного двигателя и способ его изготовления | 1981 |
|
SU1022261A1 |
| Ротор с короткозамкнутой обмоткой и способ ее изготовления | 1981 |
|
SU982153A1 |
| СТАТОР ОДНОФАЗНОГО АСИНХРОННОГО ДВИГАТЕЛЯ | 1990 |
|
RU2051457C1 |
| Способ изготовления короткозамкнутой обмотки ротора асинхронного двигателя | 1940 |
|
SU61124A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА СТАТОРА ОДНОФАЗНОГО АСИНХРОННОГО ДВИГАТЕЛЯ | 1991 |
|
RU2016467C1 |
| СПОСОБ РЕМОНТА И МОДЕРНИЗАЦИИ РОТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН ПЕРЕМЕННОГО ТОКА | 1995 |
|
RU2089989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| РОТОР АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2005 |
|
RU2309516C2 |
| АСИНХРОННЫЙ ТРЕХФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2759161C2 |
