Изобретение относится к области электромеханики и может быть использовано в левитационных роторных механизмах на электромагнитных опорах. Более конкретное использование - в качестве экспериментального стенда для исследования и испытания образца интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками АМП (электрошпинделем/моторшпинделем/).
Магистральным направлением развития металлообрабатывающих станков с ЧПУ является модульный принцип построения станков (мехатронных комплексов) на базе единых интеграционных платформ с широким использованием мехатронных блочно-модульных систем и модулей, сочетающих информационные, энергетические и управляющие функции в едином конструктивном блоке. В электронном (программно-аппаратном) блоке обеспечивается согласованный интеллектуальный выбор параметров отдельных подсистем системы числового программного управления (ЧПУ), подчиненных общей задаче - достижение требуемых, технологически заданных, параметров точности механической лезвийной обработки на металлорежущих станках.
Для повышения технического уровня и уровня качества обработки механообрабатывающих станков, как базовых слагаемых конкурентоспособности, на передний план выступают следующие факторы: надежность, точность, производительность, интеллект.
Надежность работы станка - одно из основных требований, предъявляемое потребителем, и часто служит превалирующим критерием оценки качества. Среди мехатронных систем станков (таких как: поворотные и наклонно-поворотных столы, револьверные головки, приводы подач) электрошпиндели (шпиндели со встроенным мотором - моторшпиндели) являются самыми важными узлами, определяющими качество оборудования и точность обработки на нем. Электрошпиндели наиболее полно иллюстрируют свои специфические особенности построения конструкции, проектирования, основные проблемы и задачи мехатронных систем станков.
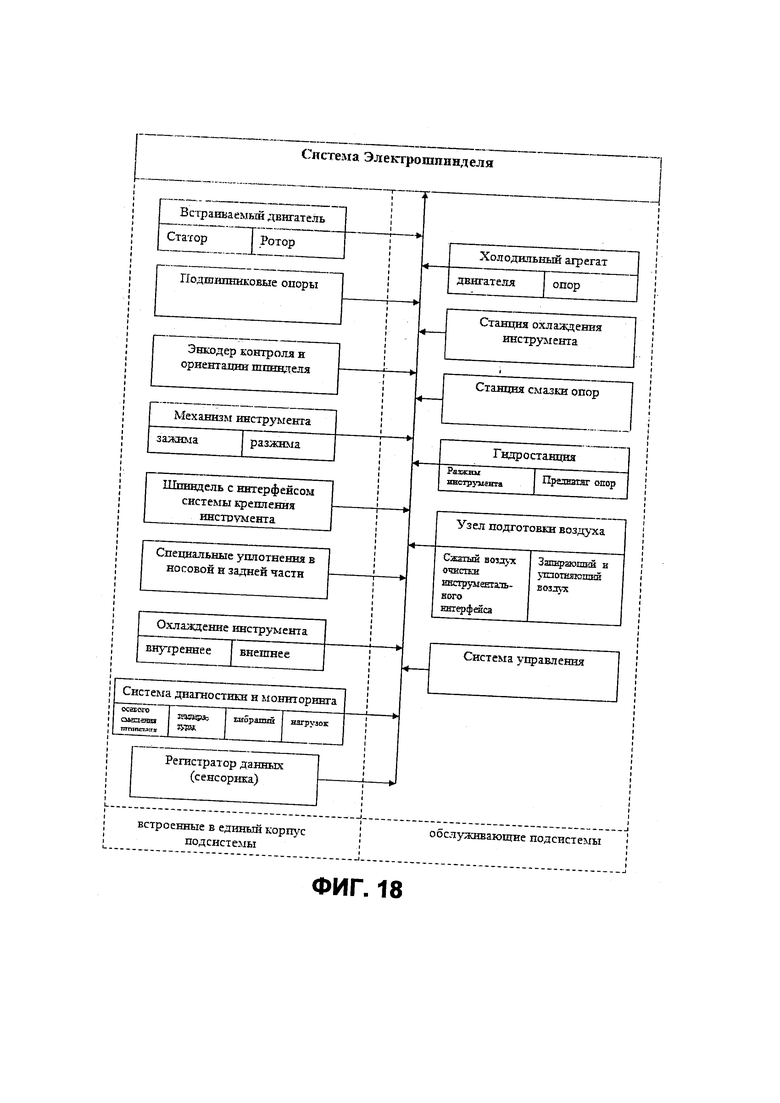
Современный высокоскоростной или высокомоментный электрошпиндель является сложной вращательной мехатронной системой с высоким уровнем интеграции в конструкцию функциональных компонентов - интеллектуальных мехатронных модулей (встраиваемый двигатель, шпиндельные опоры, охлаждение двигателя и опор, система смазки, механизм зажима инструмента и т.д., см. фиг. 18).
К главным преимуществам такой мехатронной системы элекрошпинделя относятся:
- прямое преобразование энергии и информации, полное исключение или упрощение кинематических цепей и, следовательно, высокая точность и улучшенные статические и динамические характеристики;
- компактность единой конструктивной схемы системы и, следовательно, улучшенные массогабаритные показатели;
- возможность объединения и встройки электрошпинделя в более сложные мехатронные системы (угловые шпиндельные головки) и комплексы (многоцелевые обрабатывающие центры), допускающие быструю перенастройку (системы автоматической смены электрошпинделей /мотор-шпинделей/);
- относительно низкую стоимость монтажа, обслуживания и настройки системы благодаря блочно-модульной конструкции, унификации программных и аппаратных средств;
- способность выполнять сложное, высокоточное, пространственно регулируемое (т.е., регулируемое в трехкоординатной системе) вращательное движение исполнительного устройства (т.е., ротор-шпинделя электрошпинделя), благодаря применению методов и средств интеллектуального и адаптивного управления исполнительным устройством посредством, раскрываемой в описании настоящего технического решения образца интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках.
Из современного уровня техники известен стенд для исследования (испытания) интеллектуальной системы адаптивного управления магнитным подвесом ротор-шпинделя шпиндельного узла, включающий следующие электромеханические узлы и структуры.
Базовую мехатронную структуру с системой числового программного управления (ЧПУ), включающей аппаратную платформу с технологически заданным программным обеспечением, и шпиндельным узлом с активными магнитными подшипниками (АМП), функционально являющимися передней и задней опорами ротор-шпинделя шпиндельного узла. Шпиндельный узел конструктивно сформирован с возможностью размещения в концевых зонах его ротор-шпинделя и, соответственно, зонах расположения активных магнитных подшипников, контрольно-измерительных структур в виде двух пар бесконтактных датчиков пространственного положения оси вращения ротор-шпинделя и, соответственно, зазора в АМП, которые функционально являются средствами регистрации и передачи данных в упомянутую систему ЧПУ посредством аналогоцифровых и цифроаналоговых преобразователей исследуемой интеллектуальной системы адаптивного управления ротор-шпинделем шпиндельного узла в процессе резания. Конструкция шпиндельного узла предусматривает установку упомянутых структур, в плоскостях, перпендикулярных оси вращения ротор-шпинделя шпиндельного узла парами, со смещением один относительно другого на 90° в окружном направлении в каждой паре.
Кроме того, стенд, также, включает средство динамического нагружения ротор-шпинделя шпиндельного узла внешней нагрузкой, соответствующей рабочей нагрузке в реальных условиях эксплуатации шпиндельного узла имитатор типовых нагрузок (см. С.А. Тогузов, Е.К. Евдокимов, Т.А. Изосимова, публикация «Стенд для исследования системы автоматического регулирования магнитным подвесом ротора высокоэнергетической установки», материалы XII Всероссийского совещания по проблемам управления ВСПУ-2014, стр. 4807-4814, Москва, 2014 г., УДК 681.52) - прототип.
К недостаткам данного известного технического решения следует отнести невозможность его использования для исследования интеллектуальной системы адаптивного управления конкретно процессом резания на металлорежущих станках со шпиндельным узлом с АМП (электрошпинделем) при реальных, возникающих при лезвийной обработке эталонной детали, нагрузках на ротор-шпиндель шпиндельного узла в режиме реального времени.
Это объясняется тем, что схема динамического нагружения ротор-шпиделя со стороны используемого в известном техническом решении нагружающего устройства не соответствует динамическим условиям нагружения ротор-шпиделя аналогичного шпиндельного узла (электрошпинделя) в условиях лезвийной механической обработки на металлорежущих станках с вертикальным расположением электрошпинделя.
Задачей заявленного технического решения является создание научно-технического задела в области построения интеллектуальных систем адаптивного управления процессом резания на металлорежущих станках с электрошпинделем в масштабе реального времени (т.е., при механической лезвийной обработке на стенде реальной эталонной заготовки).
Более конкретно, поставлены следующие основные технические задачи:
- разработка и создание схем кинематических, электрических, пневматических соединений и подключений в соответствии с ГОСТ 2.701-84 экспериментального стенда для испытания образца интеллектуальной системы адаптивного управления процессом резания, обеспечивающих устойчивую и надежную работу электрошпинделя при испытаниях;
- выбор необходимой компоновки и конструкций основных узлов стенда для выполнения прикладных научно-технических исследований;
- разработка и создание схем кинематических, электрических, пневматических соединений и подключений в соответствии с ГОСТ 2.701-84 экспериментального образца интеллектуальной системы адаптивного управления процессом резания на станках со шпиндельным узлом с активными магнитными подшипниками (т.е. с электрошпинделем /моторшпинделем/).
Техническим результатом заявленного технического решения является повышение надежности за счет быстродействия (чувствительности) системы адаптивного управления и, соответственно, динамической точности пространственного позиционирования оси вращения электромагнитного подвеса ротор-шпинделя шпиндельного узла (электрошпинделя), а также концевой части инструментальной оправки (т.е. в конечном итоге - инструмента) применительно к реальным условиям резания.
Поставленный технический результат достигается посредством того, что в стенде для испытания (исследования) интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с АМП, включающем:
- базовую мехатронную структуру с системой числового программного управления (ЧПУ), включающей аппаратную платформу с технологически заданным программным обеспечением, и шпиндельным узлом с активными магнитными подшипниками, которые функционально являются передней и задней опорами его ротор-шпинделя;
- шпиндельный узел, конструктивно сформирован с возможностью размещения в концевых зонах его ротор-шпинделя и, соответственно, зонах расположения активных магнитных подшипников, контрольно-измерительных структур в виде двух пар бесконтактных датчиков пространственного положения оси ротор-шпинделя и, соответственно, зазора в активных магнитных подшипниках, которые, т.е. упомянутые структуры, устанавливаются в плоскостях, перпендикулярных оси вращения ротор-шпинделя шпиндельного узла парами, со смещением один относительно другого на 90° в окружном направлении в каждой паре и функционально являются средствами регистрации и передачи данных в упомянутую систему ЧПУ посредством аналогоцифровых и цифроаналоговых преобразователей исследуемой интеллектуальной системы адаптивного управления процессом резания;
- а также средство нагружения ротор-шпинделя шпиндельного узла внешней нагрузкой, соответствующей рабочей нагрузке в реальных условиях эксплуатации шпиндельного узла, согласно изобретению:
на рабочем конце ротор-шпинделя закреплена инструментальная оправка, которая функционально является средством динамического нагружения ротор-шпинделя шпиндельного узла упомянутой внешней нагрузкой за счет восприятия ею действительных рабочих динамических нагрузок от инструмента в процессе реальной механической лезвийной обработки эталонного образца заготовки в реальном масштабе времени испытания вышеупомянутой интеллектуальной системы адаптивного управления процессом резания;
- корпусная сборочная единица шпиндельного узла оснащена средствами для размещения в зоне рабочего конца инструментальной оправки, а также, в зоне заднего конца ротор-шпинделя, двух пар дополнительных бесконтактных датчиков, функционально являющихся средствами регистрации и контроля пространственного положения конца инструментальной оправки, а значит - пространственного положения непосредственно инструмента, и заднего конца ротор-шпинделя, соответственно, коммутативно связанными через соответствующие преобразующие структуры исследуемой интеллектуальной системы адаптивного управления с программно-аппаратной платформой упомянутой системы ЧПУ;
- упомянутые средства, конструктивно выполнены с возможностью обеспечения установки упомянутых датчиков в каждой паре в плоскости, перпендикулярной оси вращения ротор-шпинделя шпиндельного узла со смещением один относительно другого на 90° в окружном направлении;
- передняя опора шпиндельного узла выполнена в виде радиально-упорного активного магнитного подшипника; базовая мехатронная структура конструктивно организована на основе трехкоординатного металлорежущего станка особо высокой точности, т.е., класса точности С, с системой ЧПУ и вертикальным расположением оси ротор-шпинделя шпиндельного узла;
- упомянутый станок включает управляемые посредством системы ЧПУ вспомогательные функциональные системы, а также следующие основные конструктивные узлы:
- станину с плоской и V-образной направляющими, поверхности которых оснащены текстолитовым покрытием, а также имеют средства защиты от загрязнения в виде ленточной структуры со средством регулировки натяжения ленты;
- установленные на направляющих станины салазки стола-салазок с управляемым системой ЧПУ прецизионным приводом их перемещения, при этом, верхние направляющие салазок, предназначенные для установки стола, также оснащенного управляемым системой ЧПУ прецизионным приводом его перемещения, выполнены конструктивно идентично вышеописанным направляющим станины и также оснащены аналогичным средством защиты от загрязнения в виде ленточной структуры со средством регулировки натяжения ленты, которая, т.е., ленточная структура, конструктивно-пространственно организована с возможностью обеспечения регулировки натяга прижатия направляющих стола стола-салазок к ответным направляющим с текстолитовым покрытием салазок, за счет охвата упомянутой лентой роликов, смонтированных в салазках стола-салазок;
- вертикальную стойку с передними и задними направляющими и установленную на передних направляющих стойки шпиндельную бабку с управляемым системой ЧПУ прецизионным приводом ее перемещения, конструктивно включающую в себя коробку скоростей и шпиндельный узел, размещенный в конструктивной структуре средства для установки шпиндельного узла в шпиндельной бабке, при этом шпиндельная бабка оснащена уравновешивающими грузами, установленными с возможностью рабочего перемещения по задним направляющим стойки посредством регулируемых по длине гибких связей, концы которых закреплены на корпусе шпиндельной бабки и, соответственно, на уравновешивающих грузах, а задние направляющие стойки оснащены средством их защиты от загрязнения в виде пластинчатой телескопической структуры;
- кроме того, структура средства для установки шпиндельного узла в шпиндельной бабке конструктивно сформирована с возможностью установки на шпиндельной бабке как шпиндельного узла в виде типового механического шпиндельного узла, так и шпиндельного узла мехатронного типа, выполненного в виде электрошпинделя с активными магнитными подшипниками, оснащенного вышеупомянутами контрольно-измерительными структурами на основе соответствующих датчиков пространственного положения оси вращения его ротор-шпинделя.
Оптимально, чтобы вышеупомянутые прецизионные приводы перемещения основных конструктивных узлов были бы выполнены в виде передачи ходовой винт - гайка качения и оснащены электродвигателями, преимущественно, серводвигателями.
Целесообразно, чтобы упомянутые взаимоподвижные основные конструктивные узлы были бы оснащены: средствами автоматического отключения их прецизионных приводов в крайних положениях; средствами автоматического аварийного отключения этих приводов; автоматическими средствами обеспечения выхода в референтную точку - то есть, в нулевую точку отсчета движения соответствующего узла; средствами для отсчета перемещения соответствующих узлов, выполненными в виде линейных преобразователей, коммутативно связанных с системой ЧПУ.
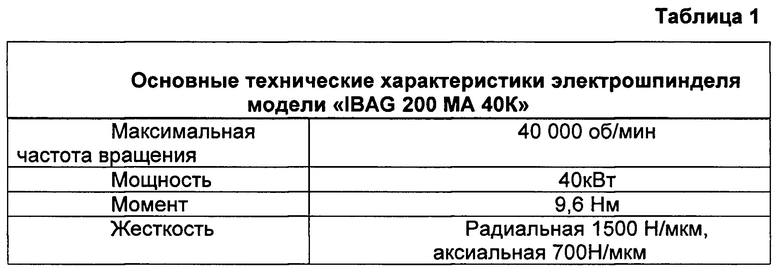
Шпиндельный узел может быть выполнен, например, в виде электрошпинделя модели «IBAG 200 MA 40 K»
Как правило, вышеупомянутые вспомогательные функциональные системы стенда должны быть выполнены в виде:
- гидросистемы, функционально являющейся средством отжима инструмента в шпинделе, переключения диапазонов скоростей привода главного движения стенда, смазки коробки скоростей и подачи масла в систему централизованной периодической смазки;
- системы централизованной смазки, функционально являющейся средством периодической централизованной смазки: на стойке - подшипников ходового винта перемещения шпиндельной бабки; на станине - подшипников ходового винта перемещения салазок стола-салазок; на шпиндельной бабке - гайки ходового винта перемещения шпиндельной бабки по направляющим и обратных планок; на салазках стола-салазок - подшипников ходового винта перемещения стола, гайки ходового винта перемещения салазок, направляющих пары салазки-станина; на столе - гайки ходового винта перемещения стола, направляющих стол-салазки;
- системы пневмооборудования, функционально являющейся средством охлаждения шпиндельного узла;
Гидросистема, в разумном исполнении, должна быть выполнена в виде конструктивно и технологически взаимосвязанных:
- гидростанции (например, типа СВ-М5А-40-Н-1,1-3-6,3), включающей: насос, фильтр, аккумулятор, реле давления, гидроблок с аппаратурой модульного типа;
- гидроаппаратуры, установленной на стенде;
- исполнительных органов в виде гидроцилиндра переключения скоростей и гидроцилиндра отжима инструмента.
Система централизованной смазки, как правило, включает: распределитель; клапан редукционный; центральный питатель, в состав которого входит узел со штоком-индикатором, функционально являющийся средством контроля работы упомянутого питателя визуально и автоматически; микропереключатель; вторичные питатели, которые расположены на салазках, на столе, на стойке и на шпиндельной бабке.
Система пневмооборудования, как правило, включает: компрессор с ресивером, станцию осушения и охлаждения воздуха, а также панель подготовки воздуха и пневмораспределители.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление сведений об аналогах заявленного технического решения, не обнаружил аналоги, характеризующиеся признаками и связями между ними, идентичными или эквивалентными всем существенным признакам заявленного технического решения. Выбранный из выявленных аналогов прототип (как наиболее близкий по совокупности признаков аналог) позволил выявить в заявленном объекте совокупность существенных (по отношению к усматриваемому заявителем техническому результату) отличительных признаков, изложенных в формуле.
Следовательно, заявленное техническое решение соответствует условию патентоспособности «новизна» по действующему законодательству.
Изобретение иллюстрируется следующими графическими материалами:
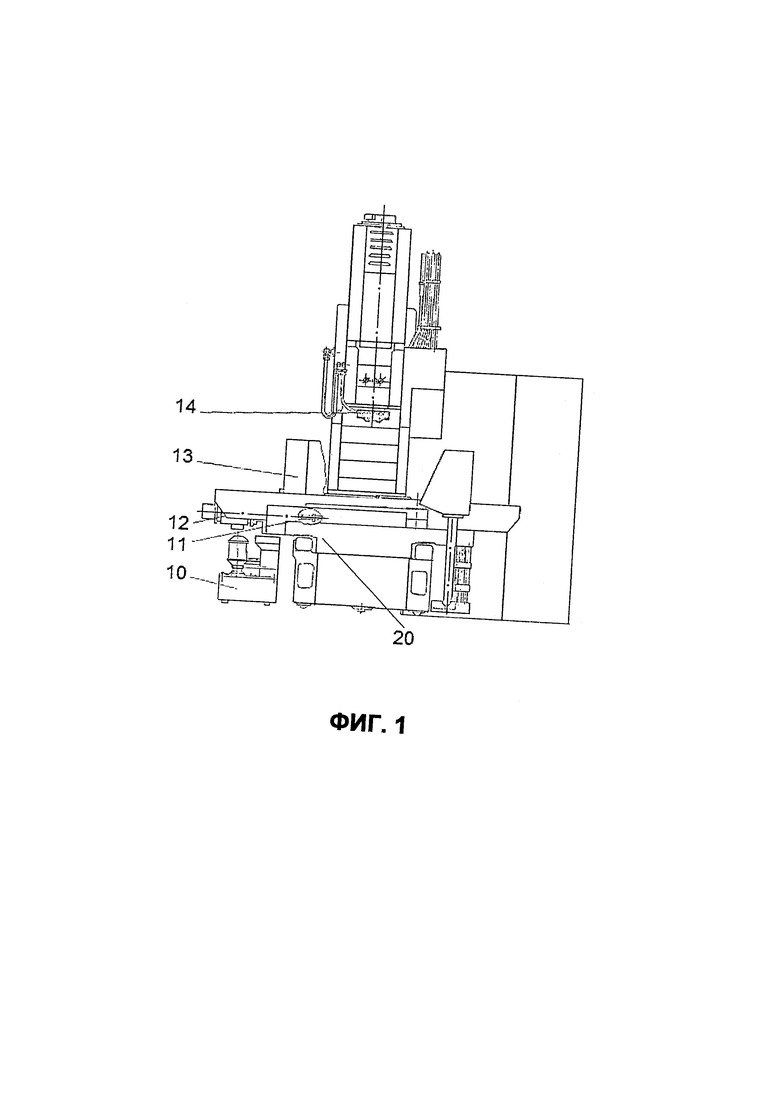
Фиг. 1 - общий вид стенда (фронтальный вид);
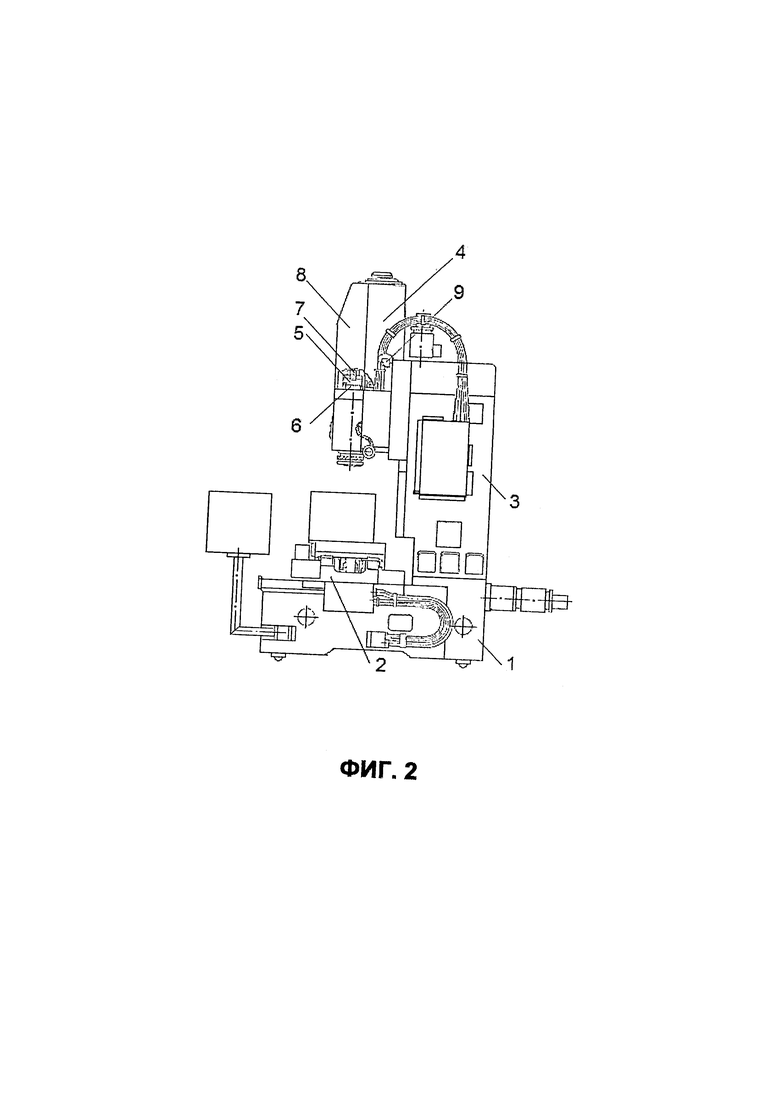
Фиг. 2 - общий вид стенда (вид сбоку /справа/ по фиг. 1);
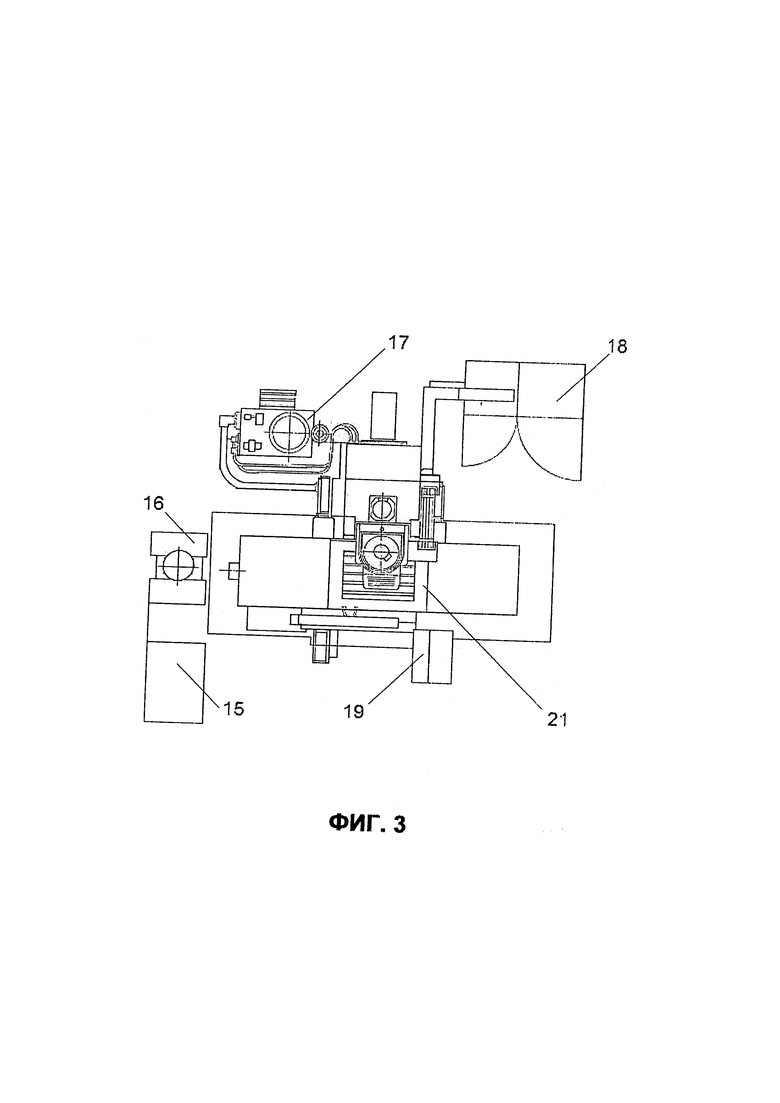
Фиг. 3 - общий вид стенда (вид сверху по фиг. 1);
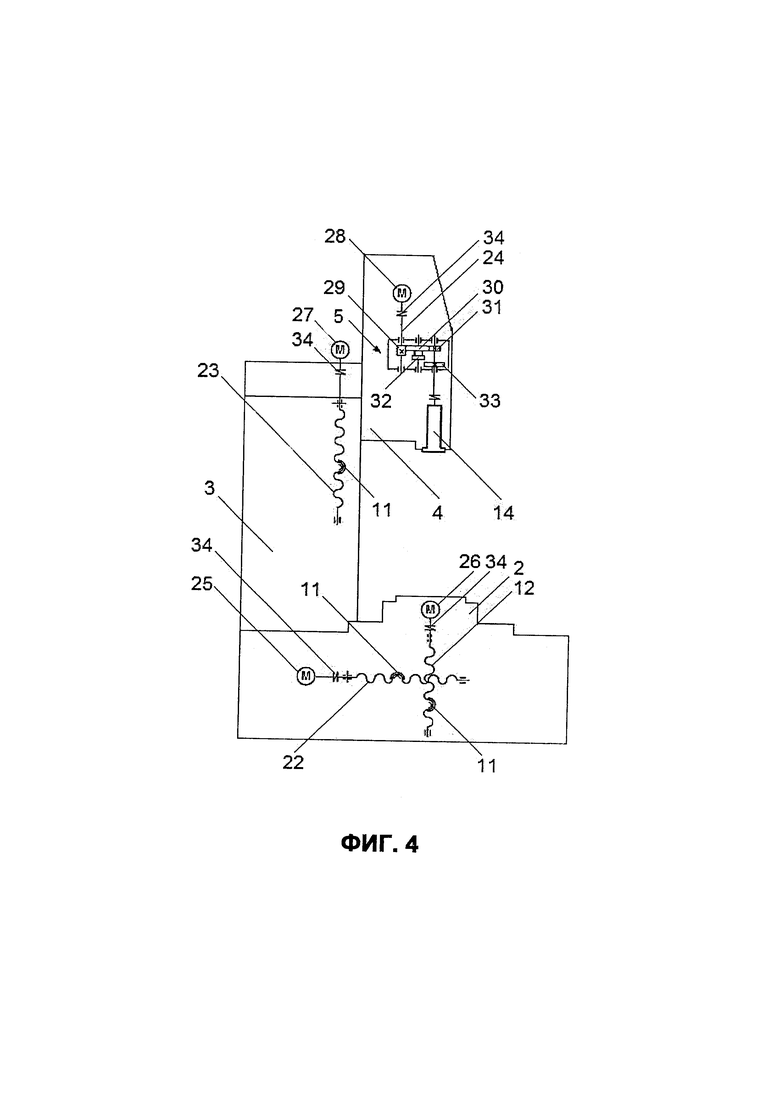
Фиг. 4 - кинематическая схема стенда;
Фиг. 5 - станина (фронтальный вид);
Фиг. 6 - станина (вид сверху по фиг. 5);
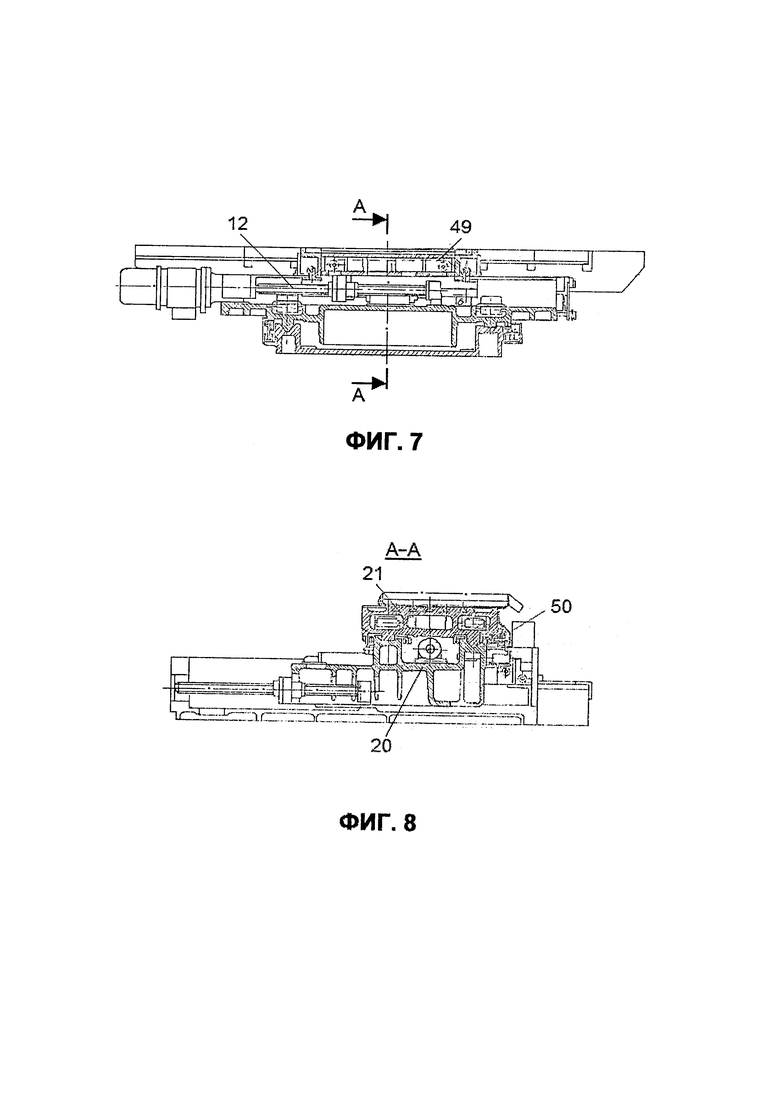
Фиг. 7 - стол-салазки (фронтальный вид, частичный разрез);
Фиг. 8 - стол-салазки (сечение А-А по фиг. 7);
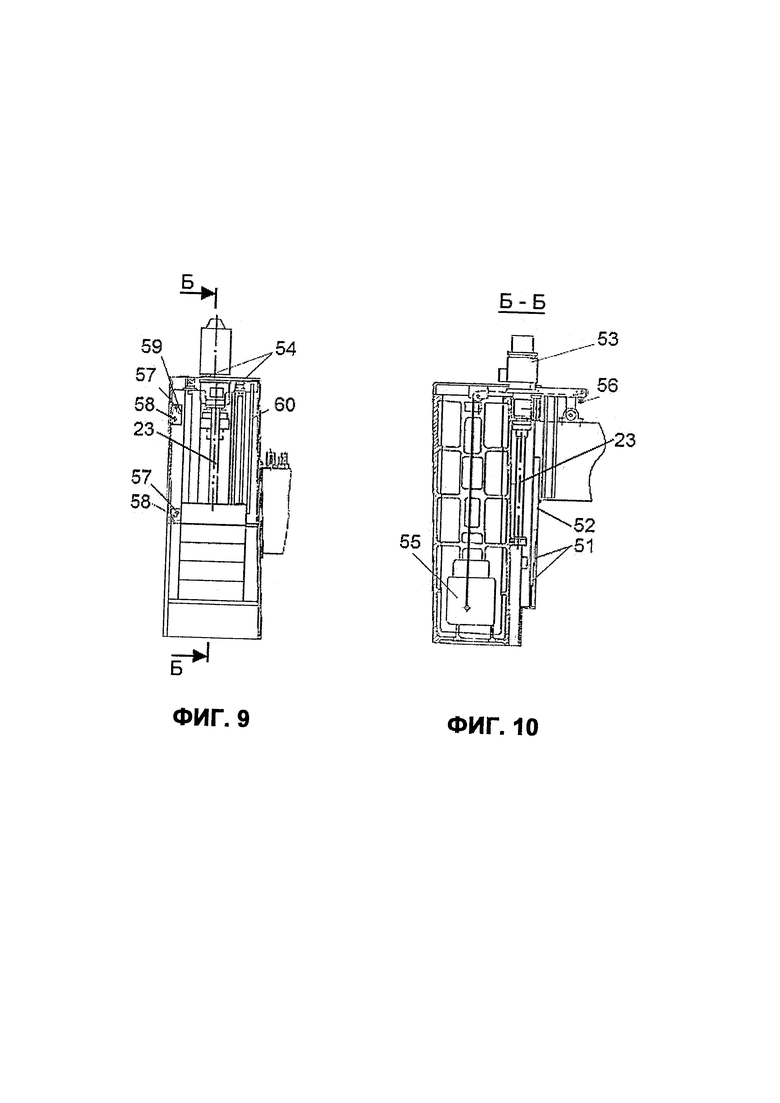
Фиг. 9 - стойка (фронтальный вид);
Фиг. 10 - стойка (сечение Б-Б по фиг. 9);
Фиг. 11 - шпиндельная бабка (фронтальный вид);
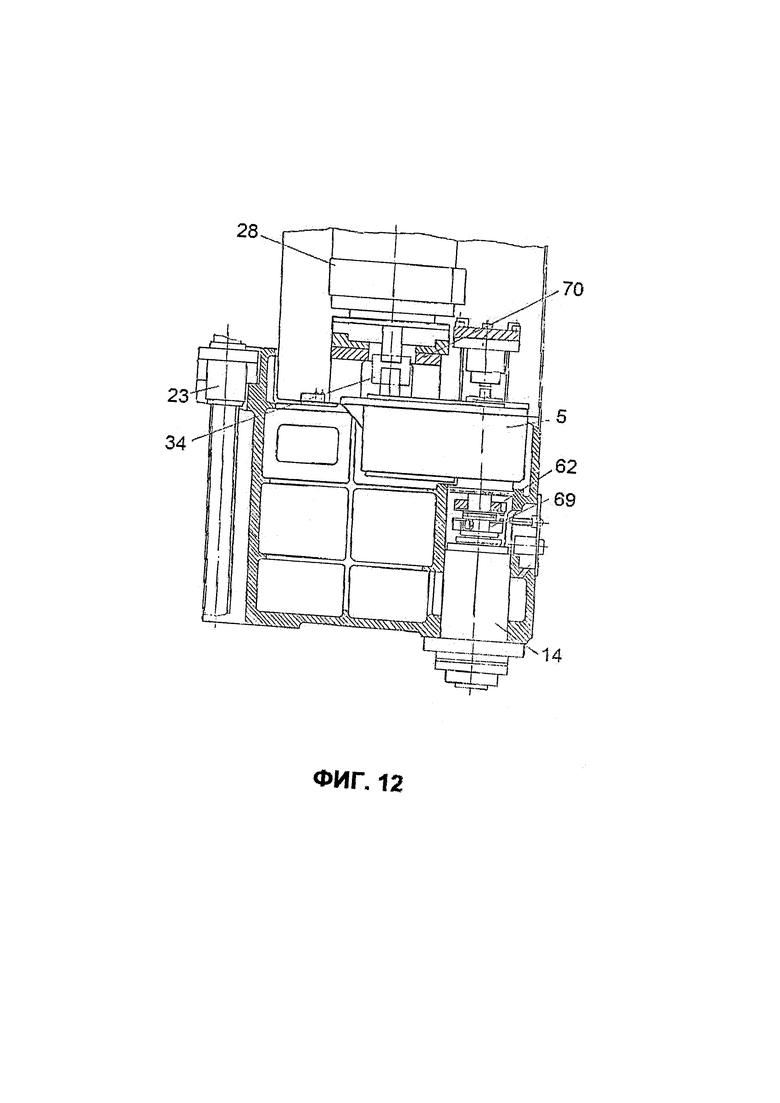
Фиг. 12 - шпиндельная бабка (вид сбоку /слева/ по фиг. 11);
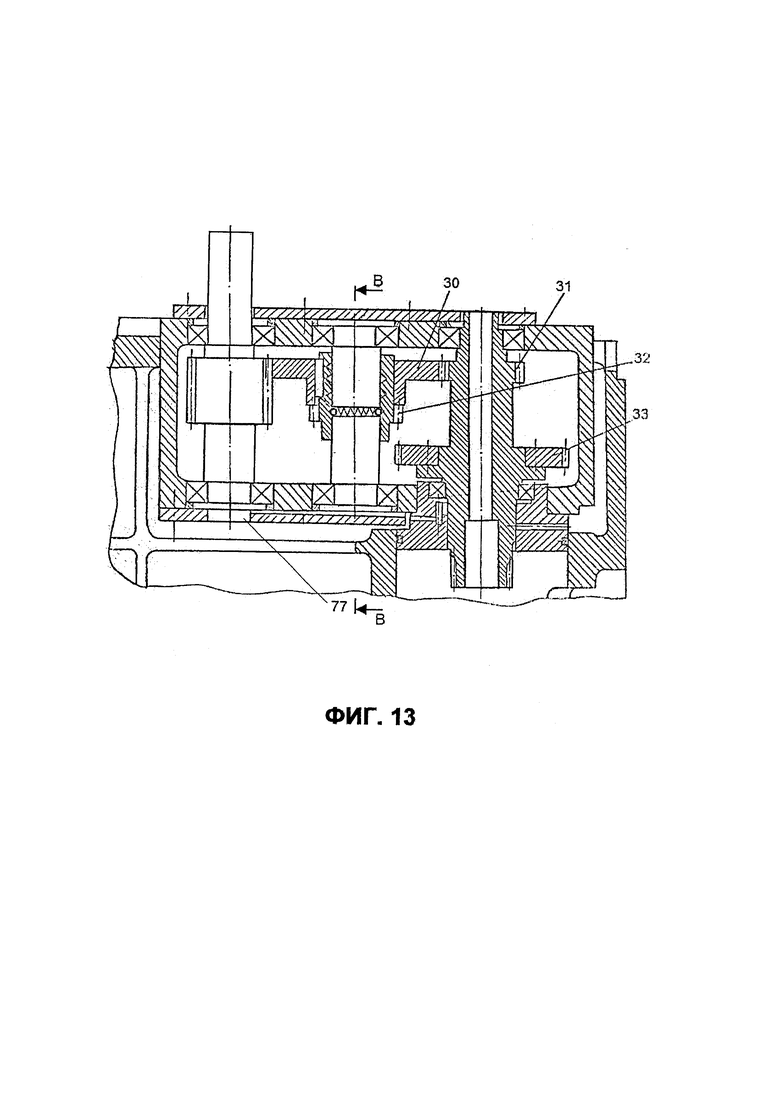
Фиг. 13 - коробка скоростей шпиндельной бабки (вид сбоку, продольный разрез);
Фиг. 14 - сечение В-В по фиг. 13;
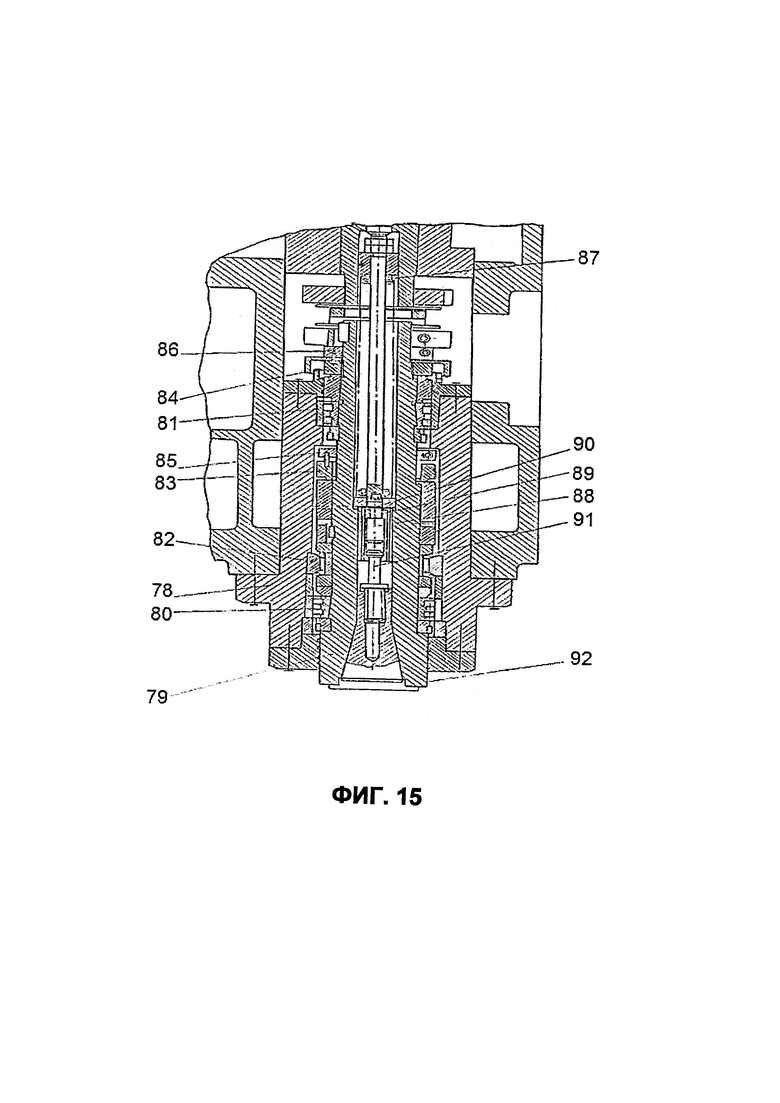
Фиг. 15 - узел (шпиндельный, типовой механический, продольный разрез);
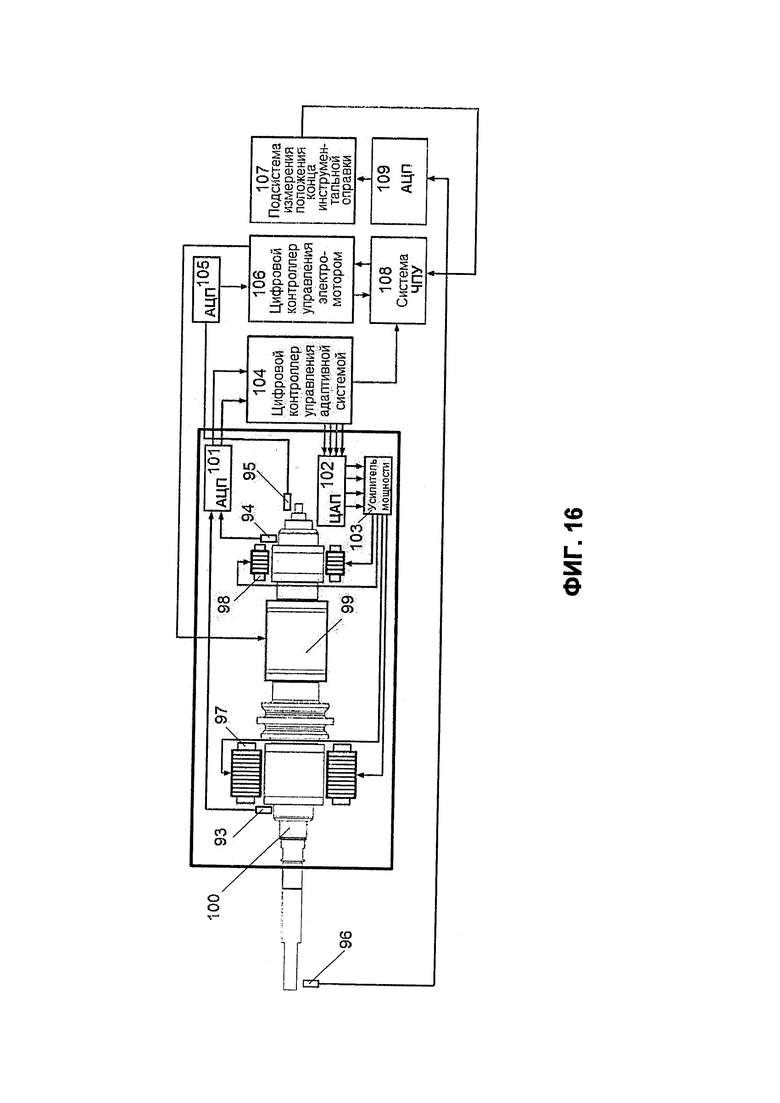
Фиг. 16 - блок-схема интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками (АМП);
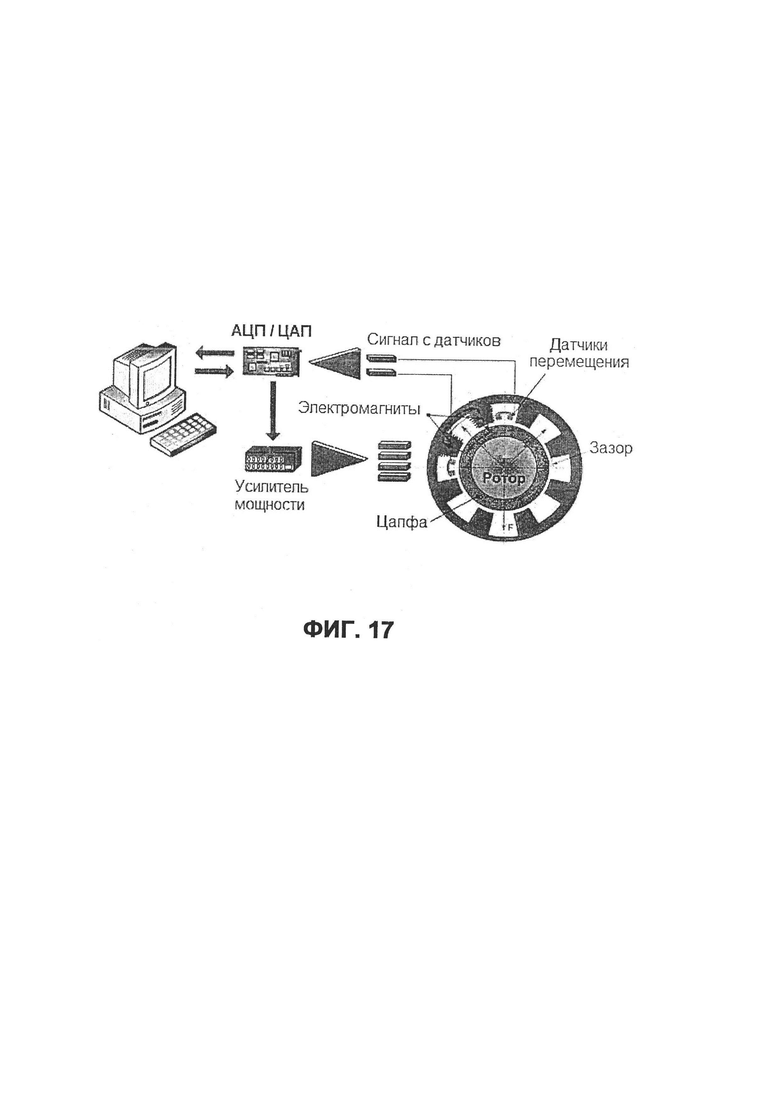
Фиг. 17 - схема управления типовым активным магнитным подшипником (АМП);
Фиг. 18 - блок-схема системы электрошпинделя (основные подсистемы гаммы типовых электрошпинделей приводов главного движения);
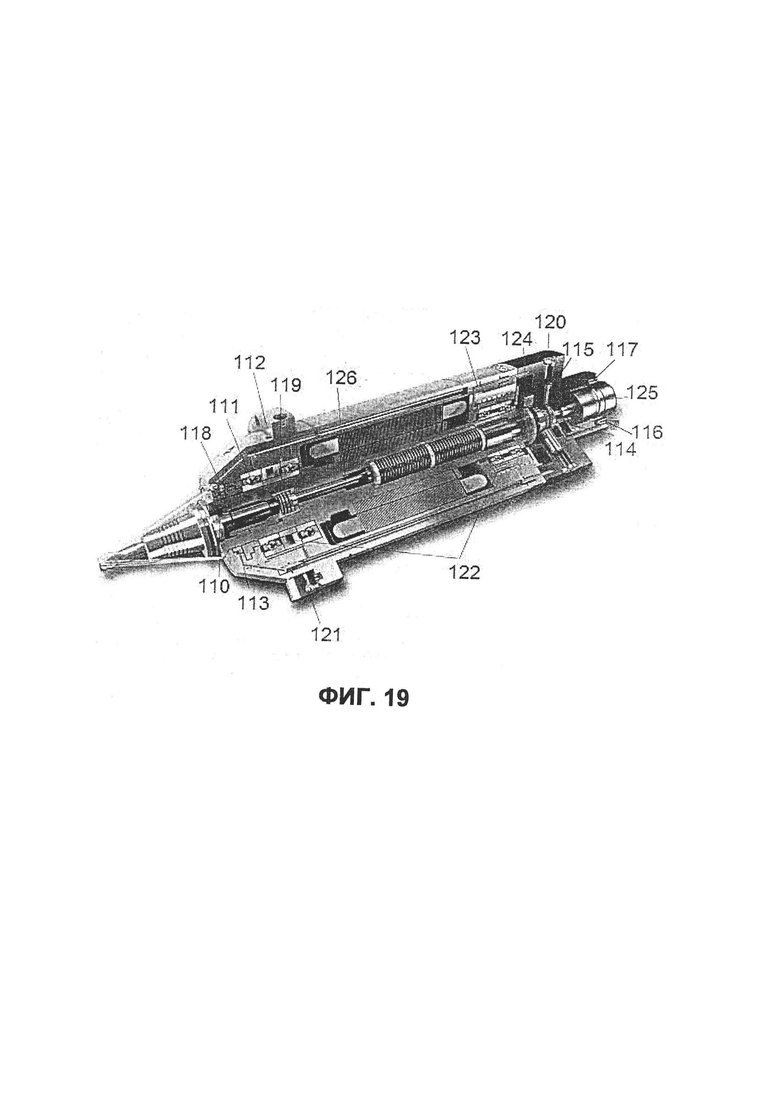
Фиг. 19 - фотоснимок типовой конструкции электрошпинделя (с частичным продольным вырезом, аксонометрия);
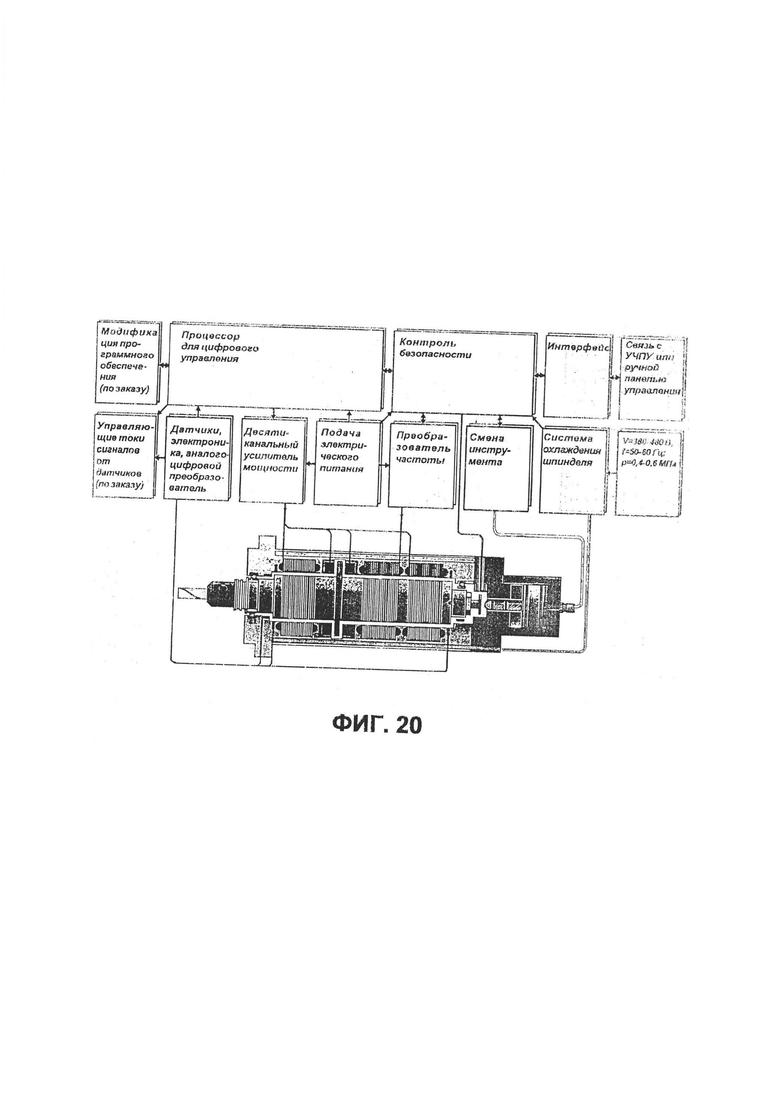
Фиг. 20 - структурная схема высокоскоростной шпиндельной системы (шпиндельного узла) фирмы «Ibag» на активных магнитных подшипниках (АМП);
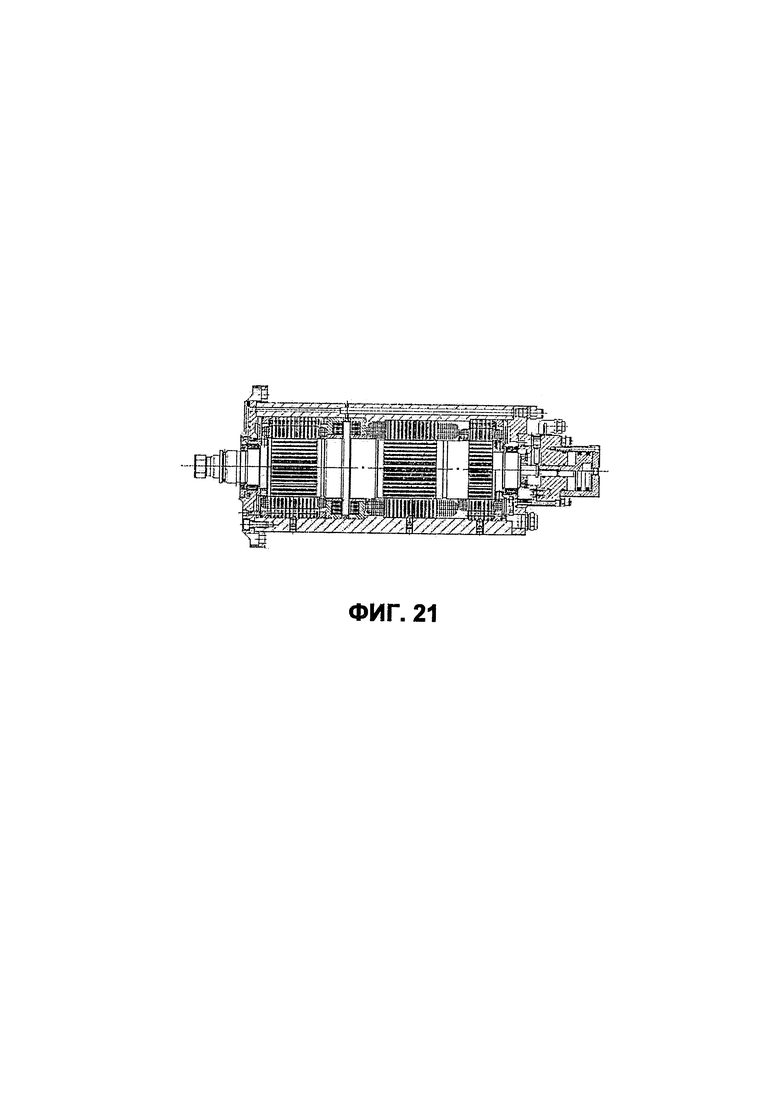
Фиг. 21 - продольный разрез общего вида электрошпинделя с АМП модели «IBAG HF 200 MA 40 K»;
Системы, агрегаты, узлы, механизмы и иные конструктивные элементы заявленного экспериментального стенда в графических материалах обозначены следующими позициями:
Общий вид стенда (фиг. 1 - фиг. 3):
1 - станина;
2 - стол-салазки;
3 - стойка;
4 - бабка (шпиндельная);
5 - коробка скоростей (шпиндельной бабки 4);
6 - гидроцилиндр (переключения скоростей в коробке 5 скоростей);
7 - гидроцилиндр (отжима инструмента);
8 - кожух (защиты гидроцилиндра 7 отжима инструмента);
9 - кронштейн (для уравновешивающего груза-противовеса);
10 - станция СОЖ;
11 - передача (ходовой винт-гайка качения привода 12);
12 - привод (перемещения стола 21);
13 - ограждение (защитное рабочей зоны стола-салазок 2);
14 - узел (шпиндельный, типовой механический);
15 - ящик (для инструмента);
16 - стол (универсальный);
17 - гидростанция;
18 - электрошкаф;
19 - система ЧПУ (с пультом управления).
20 - салазки (стола-салазок 2);
21 - стол (стола-салазок 2).
Кинематическая схема стенда (фиг. 4):
22 - привод (перемещения салазок 20);
23 - привод (перемещения шпиндельной бабки 4);
24 - привод (вращения зубчатых колес 29-33 коробки 5 скоростей);
25 - электродвигатель (привода перемещения салазок 20);
26 - электродвигатель (привода перемещения стола 21);
27 - электродвигатель (привода перемещения бабки 4 шпиндельной);
28 - электродвигатель (привода 24 коробки 5 скоростей);
29, 30, 31, 32, 33 - колеса (зубчатые коробки 5 скоростей);
34 - муфты (безлюфтовые для соединения приводов 12, 22, 23, 24 с соответствующими электродвигателями).
Станина стенда (фиг. 5 и фиг. 6):
35 - лента (защиты ленточной направляющих станины 1);
36 - винты (для жесткого закрепления одного конца ленты 2 защиты ленточной направляющих станины 1);
37 - планка (для закрепления ленты 2 посредством винтов 11);
38 - винт (натяжной для второго конца ленты 2 защиты ленточной направляющих станины 1);
39 - поверхность (станины 1);
40 - поверхность (станины 1);
41, 42 - опоры (станины 1 регулируемые виброгасящие);
43 - головка (считывающая линейного преобразователя, закрепленная на станине 1);
44 микровыключатели (крайних положений перемещения салазок 20 стола-салазок 2);
45 - микровыключатель (выхода салазок стола-салазок 2 в референтную точку /т.е., в нулевую точку отсчета перемещения данного органа).
46 - микровыключатели (аварийной остановки салазок стола-салазок 2);
47 - окно (для стока отработанной смазки в лоток станины 1);
48 - крышка (для транспортировочного отверстия стенда);
Стол-салазки стенда (фиг. 7 и фиг. 8).
49 - лента (ленточной защиты направляющих салазок 20 стола-салазок 2;
50 - датчик (отсчета перемещения стола 21 в виде линейного преобразователя).
Стойка 3 стенда (фиг. 9 и фиг. 10):
51 - щитки (пластинчатой /щитковой/ защиты направляющих скольжения стойки);
52 - планки (направляющие для щитков 51);
53 - электродвигатель (высокомоментный для привода 23 перемещения шпиндельной бабки 4);
54 - кронштейны (блоков для тросов противовеса 55);
55 - противовес;
56 - винты (регулировки длины тросов противовеса 55);
57 - микровыключатель (для отключение перемещения шпиндельной бабки 4 в крайних верхнем и нижнем положениях);
58 - микровыключатель (аварийного отключения перемещения шпиндельной бабки 4);
59 - микровыключатель (обеспечения выхода шпиндельной бабки 4 в референтную /нулевую/ точку);
60 - линейка (датчика /в виде линейного преобразователя/ отсчета перемещений шпиндельной бабки 4);
Шпиндельная бабка 4 стенда (фиг. 11 и фиг. 12):
61 - головка (датчика перемещений /в виде линейного преобразователя/ шпиндельной бабки 4);
62 - зажим (инструмента);
63 - блоки (для тросов уравновешивающего груза);
64 - пульт (управления шпиндельной бабкой 4);
65 - кулачок (отключения соответствующих перемещений шпиндельной бабки 4);
66 - микровыключатель (подачи сигнала о зажатом инструменте);
67 - микровыключатель (подачи сигнала об отжатом инструменте);
68 - кулачок (для микровыключателей 66 и 67, соединенный со штоком гидроцилиндра зажима инструмента);
69 - муфта (для соединения шпиндельного устройства 14 с коробкой 5 скоростей);
70 - опора (для установки двигателя 28).
Коробка 5 скоростей стенда (фиг. 13 и фиг. 14):
71 - гидроцилиндр (гидросистемы для переключения диапазонов скоростей коробки 5 скоростей);
72 - шток (гидроцилиндра 71);
73 - шарик (подпружиненный шарикового фиксатора положения штока 72);
74, 75, 76 - микровыключатели (подачи сигнала в систему ЧПУ о том, что переключение диапазона скоростей шпинделя произведено);
77 - отверстие (для слива смазки).
Типовая конструкция механического шпиндельного узла 14 стенда (фиг. 15).
78 - гильза (типового шпиндельного узла);
79 - шпиндель (типового шпиндельного узла);
80, 81 - роликоподшипники (прецизионные радиальные двухрядные);
82 - шарикоподшипник (упорно-радиальный двухрядный);
83 и 84 - гайки (для осуществления натяга подшипников);
85 и 86 - клеммы (для стопорения гаек 83 и 84);
87 - пружины (тарельчатые);
88 - толкатель;
89 - цанга;
90 - втулка (обжима лепестков цанги 89, запирающих грибок 91);
91 - грибок (инструментальной оправки);
92 - выступ (фиксирующий);
Блок-схема исследуемой интеллектуальной системы адаптивного управления процессом резания (фиг. 16):
93 - датчики (передние, пространственного положения ротор-шпинделя 100, бесконтактные, например, оптические, для контроля и измерения отклонения оси вращения ротор-шпинделя 100 /и, соответственно, радиального зазора в АМП 97 /переднем радиально-упорном/, от технологически заданного пространственного положения в процессе резания /механообработки эталонной заготовки в режиме реального времени/, в количестве двух штук, пространственно расположенных в плоскости, перпендикулярной оси вращения шпинделя шпиндельного узла со смещением один относительно другого в окружном направлении на 90° /второй датчик на фиг. 16 условно не показан, вследствие двумерного изображения схемы/);
94 - датчики (задние, положения ротор-шпинделя 100, и, соответственно, радиального зазора в АМП 98 /заднем/, бесконтактные, например, оптические, для контроля и измерения отклонения оси вращения ротор-шпинделя 100 от технологически заданного пространственного положения в процессе резания /механообработки эталонной заготовки в режиме реального времени/, в количестве двух штук, пространственно расположенных в плоскости, перпендикулярной оси вращения шпинделя шпиндельного узла со смещением один относительно другого в окружном направлении на 90° /второй датчик на фиг. 16 условно не показан, вследствие двумерного изображения схемы/);
95 - датчики (бесконтактные, например, оптические, для контроля частоты вращения и пространственного положения заднего конца ротор-шпинделя 100, т.е., отклонения его конца от технологически заданного пространственного положения в процессе резания /механообработки эталонной заготовки в режиме реального времени/, в количестве двух штук, пространственно расположенных в плоскости, перпендикулярной оси вращения шпинделя шпиндельного узла со смещением один относительно другого в окружном направлении на 90° /второй датчик на фиг. 16 условно не показан, вследствие двумерного изображения схемы/);
96 - датчики (бескконтактные, например, оптические, для контроля пространственного положения переднего конца инструментальной оправки, т.е., измерения пространственного отклонения оси вращения конца инструментальной оправки (за счет изгиба и вибраций) от ее технологически заданного пространственного положения в процессе резания /механообработки эталонной заготовки в режиме реального времени/, в количестве двух штук, пространственно расположенных в плоскости, перпендикулярной оси вращения шпинделя шпиндельного узла со смещением один относительно другого в окружном направлении на 90° /второй датчик на фиг. 16 условно не показан, вследствие двумерного изображения схемы/);
97 - подшипник (активный магнитный /АМП/, передний, радиально-упорный);
98 - подшипник (активный магнитный /АМП/, задний, радиальный);
99 - электромотор (асинхронный);
100 - ротор-шпиндель (шпиндельного узла в виде электрошпинделя);
101 - преобразователь (аналого-цифровой, /АЦП/);
102 - преобразователь (цифро-аналоговый /ЦАП/);
103 - усилитель (мощности по току);
104 - контроллер (цифровой управления интеллектуальной системой адаптивного управления процессом резания);
105 - преобразователь (аналого-цифровой, /АЦП/);
106 - контроллер (цифровой управления электромотором 99);
107 - подсистема (измерения и регистрации пространственного положения конца инструментальной оправки);
108 - система (числового программного управления /ЧПУ/ испытательного стенда);
109 - преобразователь (аналого-цифровой, /АЦП/)
Типовая конструкция шпиндельного узла в виде электрошпинделя/моторшпинделя/ - фиг. 19:
110 - устройство (зажима инструмента);
111 - подшипники (гибридные керамические);
112 - фланец;
113 - щетки (антистатические);
114 - средство (гидравлического разжима инструмента);
115 - датчики (контроля положения шпинделя /ротора/);
116 - датчик (контроля положения поршня);
117 - дренаж
118 - средство (автоматической компенсации осевого расширения шпиндельного вала /шпинделя/);
119 - датчики (измерения температуры гибридных керамических подшипников 111);
120 - регистратор (данных);
121 - датчик (вибраций ротора электрошпинделя);
122 - конфигурация (установки подшипников для оптимально высокой осевой жесткости);
123 - средство (для обеспечения гидравлического преднатяга);
124 - энкодер (для векторного контроля и пространственной ориентации ротора /шпинделя/ электрошпинделя /шпиндельного узла);
125 - устройство (подачи смазочно-охлаждающей жидкости /СОЖ/ через центр шпинделя /ротора электрошпинделя/);
126 - удлинение (шпинделя /ротора электрошпинделя/);
Конструкция стенда для испытания (исследования) интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках включает следующие основные и вспомогательные конструктивно-технологические механизмы, узлы и системы (см. фиг. 1-фиг. 16).
Базовую мехатронную структуру с системой 19 (фиг. 3) или 108 (фиг. 16) числового программного управления (ЧПУ), включающей аппаратную платформу с технологически заданным программным обеспечением, и шпиндельным узлом 14 с активными магнитными подшипниками (АМП) 97 и 98, функционально являющимися передней и задней опорами ротор-шпинделя 100 шпиндельного узла, а также с закрепленной на рабочем конце ротор-шпинделя 100 инструментальной оправкой. Шпиндельный узел 14 конструктивно сформирован с возможностью размещения в концевых зонах его ротор-шпинделя 100 и, соответственно, зонах расположения АМП 97 и 98, контрольно-измерительных структур в виде двух пар бесконтактных датчиков 93 и 94 пространственного положения оси ротор-шпинделя 100 и, соответственно, зазора в АМП 93 и 94. Упомянутые структуры, устанавливаются в плоскостях, перпендикулярных оси вращения ротор-шпинделя 100 шпиндельного узла 14 парами, со смещением один относительно другого на 90° в окружном направлении в каждой паре и функционально являются средствами регистрации и передачи данных в упомянутую систему 19 (фиг. 3) или 108 (фиг. 16) ЧПУ посредством аналогоцифровых и цифроаналоговых преобразователей 101, 105, 109 и 102, соответственно, исследуемой интеллектуальной системы адаптивного управления процессом резания.
Стенд также включает средство нагружения ротор-шпинделя 100 шпиндельного узла 14 внешней нагрузкой, соответствующей рабочей нагрузке в реальных условиях эксплуатации шпиндельного узла 14 в виде электрошпинделя с ротор-шпинделем 100, установленным на опорах с АМП 97 и 98.
Средством нагружения ротор-шпинделя 100 шпиндельного узла 14 (в виде электрошпинделя) упомянутой внешней нагрузкой функционально является закрепленная на рабочем конце ротор-шпинделя 100 инструментальная оправка, за счет восприятия ею действительных рабочих динамических нагрузок от инструмента в процессе реальной механической лезвийной обработки эталонного образца заготовки в реальном масштабе времени испытания вышеупомянутой интеллектуальной системы адаптивного управления процессом резания.
Корпусная сборочная единица непосредственно шпиндельного узла 14 в виде электрошпинделя оснащена, также, средствами для размещения в зоне рабочего конца установленной в ней инструментальной оправки, а также, в зоне заднего конца ротор-шпинделя 100, двух пар дополнительных бесконтактных датчиков 96 и 95, соответственно. Упомянутые средства конструктивно выполнены с возможностью обеспечения установки упомянутых датчиков 96 и 95, в каждой паре, в плоскости, перпендикулярной оси вращения ротор-шпинделя 100 шпиндельного узла 14 со смещением один относительно другого на 90° в окружном направлении. Датчики 96 и 95 функционально являются средствами регистрации и контроля пространственного положения конца инструментальной оправки, а значит - пространственного положения непосредственно инструмента, и заднего конца ротор-шпинделя 100, соответственно, коммутативно связанными через соответствующие преобразующие структуры исследуемой интеллектуальной системы адаптивного управления с программно-аппаратной платформой упомянутой системы 19 (фиг. 3) или 108 (фиг. 16) ЧПУ.
Передняя опора шпиндельного узла 14 выполнена в виде радиально-упорного АМП 97.
Базовая мехатронная структура конструктивно организована на основе трехкоординатного металлорежущего станка особо высокой точности (т.е., класса точности С) с системой 19 (фиг. 3) или 108 (фиг. 16) ЧПУ и вертикальным расположением оси ротор-шпинделя 100 шпиндельного узла 14.
Упомянутый станок включает управляемые посредством системы 19 (фиг. 3) или 108 (фиг. 16) ЧПУ вспомогательные функциональные системы, а также следующие основные конструктивные узлы:
- станину 1 с плоской и V-образной направляющими, поверхности которых оснащены текстолитовым покрытием, а также имеют средства защиты от загрязнения в виде ленточной структуры со средством регулировки натяжения ленты 35;
- установленные на направляющих станины 1 салазки 20 стола-салазок 2 с управляемым системой ЧПУ прецизионным приводом 22 их перемещения, при этом, верхние направляющие салазок 20 (предназначенные для установки стола 21, также оснащенного управляемым системой 19 /фиг. 3/ или 108 /фиг. 16/ ЧПУ прецизионным приводом его перемещения) выполнены конструктивно идентично вышеописанным направляющим станины 1 и также оснащены аналогичным средством защиты от загрязнения в виде ленточной структуры со средством регулировки натяжения ленты; данная ленточная структура, конструктивно-пространственно организована с возможностью обеспечения регулировки натяга прижатия направляющих стола 21 стола-салазок 2 к ответным направляющим с текстолитовым покрытием салазок 20, за счет охвата упомянутой лентой роликов, смонтированных в салазках 20 стола-салазок 2;
- вертикальную стойку 3 с передними и задними направляющими и установленную на передних направляющих стойки 3 шпиндельную бабку 4 с управляемым системой 19 (фиг. 3) или 108 (фиг. 16) ЧПУ прецизионным приводом 23 ее перемещения, конструктивно включающую в себя коробку 5 скоростей и шпиндельный узел 14, размещенный в конструктивной структуре средства для установки шпиндельного узла 14 в шпиндельной бабке 4; при этом шпиндельная бабка 4 оснащена уравновешивающими грузами - противовес 55, установленными с возможностью рабочего перемещения по задним направляющим стойки 3 посредством регулируемых по длине гибких связей, концы которых закреплены на корпусе шпиндельной бабки 4 и, соответственно, на уравновешивающих грузах (противовесе 55), а задние направляющие стойки 3 оснащены средством их защиты от загрязнения в виде пластинчатой телескопической структуры;
- кроме того, структура средства для установки шпиндельного узла 14 в шпиндельной бабке 4 конструктивно сформирована с возможностью установки на шпиндельной бабке 4 как шпиндельного узла 14 в виде типового механического шпиндельного узла (фиг. 15), так и шпиндельного узла мехатронного типа, выполненного в виде электрошпинделя с АМП (фиг. 16, фиг. 18 - фиг. 21), оснащенного вышеупомянутами контрольно-измерительными структурами на основе соответствующих датчиков 93, 94, 95, 96 пространственного положения оси вращения его ротор-шпинделя 100.
Оптимально, чтобы вышеупомянутые прецизионные приводы перемещения основных конструктивных узлов стенда были бы выполнены в виде передачи ходовой винт - гайка качения и были бы оснащены электродвигателями, преимущественно, серводвигателями.
Целесообразно, чтобы упомянутые взаимоподвижные основные конструктивные узлы были бы оснащены: средствами автоматического отключения их прецизионных приводов в крайних положениях; средствами автоматического аварийного отключения этих приводов; автоматическими средствами обеспечения выхода в референтную точку - то есть, в нулевую точку отсчета движения соответствующего узла; средствами для отсчета перемещения соответствующих узлов, выполненными в виде линейных преобразователей, коммутативно связанных с системой ЧПУ.
Шпиндельный узел может быть выполнен, например, в виде электрошпинделя модели «IBAG 200 МА 40К».
Как правило, вышеупомянутые вспомогательные функциональные системы стенда должны быть выполнены в виде:
- гидросистемы, функционально являющейся средством отжима инструмента в шпинделе, переключения диапазонов скоростей привода главного движения стенда, смазки коробки скоростей и подачи масла в систему централизованной периодической смазки;
- системы централизованной смазки, функционально являющейся средством периодической централизованной смазки: на стойке - подшипников ходового винта перемещения шпиндельной бабки; на станине - подшипников ходового винта перемещения салазок стола-салазок; на шпиндельной бабке - гайки ходового винта перемещения шпиндельной бабки по направляющим и обратных планок; на салазках стола-салазок - подшипников ходового винта перемещения стола, гайки ходового винта перемещения салазок, направляющих пары салазки-станина; на столе - гайки ходового винта перемещения стола, направляющих стол-салазки;
- системы пневмооборудования, функционально являющейся средством охлаждения шпиндельного узла;
Гидросистема, в разумном исполнении, должна быть выполнена в виде конструктивно и технологически взаимосвязанных:
- гидростанции (например, типа СВ-М5А-40-Н-1,1-3-6,3), включающей: насос, фильтр, аккумулятор, реле давления, гидроблок с аппаратурой модульного типа;
- гидроаппаратуры, установленной на стенде;
- исполнительных органов в виде гидроцилиндра переключения скоростей и гидроцилиндра отжима инструмента.
Система централизованной смазки, как правило, включает: распределитель; клапан редукционный; центральный питатель, в состав которого входит узел со штоком-индикатором, функционально являющийся средством контроля работы упомянутого питателя визуально и автоматически; микропереключатель; вторичные питатели, которые расположены на салазках, на столе, на стойке и на шпиндельной бабке.
Система пневмооборудования, как правило, включает: компрессор с ресивером, станцию осушения и охлаждения воздуха, а также панель подготовки воздуха и пневмораспределители.
Стенд устанавливается на фундаменте на четырех регулируемых виброгасящих опорах 41, 42 что обеспечивает необходимые динамические характеристики в соответствии с техническими условиями.
Более детальное описание основных узлов стенда приведено ниже.
Базовая структура стенда включает: станину 1; стол-салазки 2 (с взаимоподвижными салазками 20 и столом 21); стойку 3 вертикальную; бабку 4 шпиндельную; коробку 5 скоростей (шпиндельной бабки 4); гидроцилиндр 6 переключения скоростей (коробки 5 скоростей); шпиндельный узел 14 (в, частности, типовой механический); гидроцилиндр 7 отжима инструмента шпиндельного узла 14; кожух 8 защиты гидроцилиндра 7 отжима инструмента; кронштейн 9 для уравновешивающего груза-противовеса 55; станцию 10 СОЖ; передачу 11 ходовой винт-гайка качения привода 12; привод 12 перемещения стола 21 стола-салазок 2; ограждение 13 рабочей зоны стола-салазок 2; 15 - ящик 15 для инструмента; стол 16 универсальный; гидростанцию 17; электрошкаф 18; систему 19 ЧПУ с пультом управления.
Базовая структура стенда оснащена отечественной системой ЧПУ FlexNC, которая позволяет контролировать параметры процесса лезвийной обработки и организовывать адаптивное управление в соответствии заданными технологическими характеристиками.
Конструкция станины 1 показана в графических материалах на фиг. 5 и фиг 6.
Станина 1 выполнена в виде элемента коробчатой формы с внутренними ребрами жесткости. В верхней части станины 1 расположены V-образная и плоская горизонтальные направляющие скольжения для салазок 20 стола-салазок 2. Ответные рабочие поверхности V-образной и плоской формы горизонтальных направляющих скольжения салазок 20 стола-салазок 2 оснащены фторопластовым покрытием (например, в виде наклеенных полос из фторопласта), что обеспечивает плавность перемещения салазок 20 стола-салазок 2 по направляющим станины 1.
Направляющие станины 1 защищены от попадания грязи и стружки ленточной защитой в виде ленты 35.
На станине 1, с одного из ее торцев, лента 35 ленточной защиты закреплена жестко винтами 36 через планку 37, другой конец ленты 35 натягивается регулировочным натяжным винтом 38. Лента 35 огибает ролики, смонтированные в салазках 20 стола-салазок 2. Стружка со стола 21 стола-салазок 2 попадает на поверхности 39 и 40 станины 1, откуда удаляется вручную (щеткой). Утечки масла с направляющих стойки 3, опор ходового винта, направляющих салазок 20 и стола 21 стола-салазок 2 сливаются через окно 47 в станине 1 и собираются в лоток.
Между направляющими станины 1 установлен привод 22 перемещения салазок 20 стола-салазок 2. Привод 22 состоит из пары ходовой винт-гайка качения, соединенной безлюфтовой муфтой с высокомоментным электродвигателем мод. АИР M100L4Y2.
Благодаря этому обеспечивается весь диапазон подач рассматриваемых взаимоподвижных узлов без применения редукторов. Ходовой винт установлен в двух опорах на подшипниках качения.
Для отсчета перемещения салазок 20 стола-салазок 2 применен датчик в виде линейного преобразователя. Линейка датчика закреплена на салазках 20 стола-салазок 2, считывающая головка 43 - на станине 1. Координата фактического положения подвижного органа (салазок 20) высвечивается на экране устройства 19 ЧПУ базовой структуры (стенда).
Для отключения перемещения салазок 20 стола-салазок 2 в крайних положениях, установлены по 2 микровыключателя: микровыключатели 44 - для отключения перемещения салазок 20 в их крайних положениях; микровыключатели 46 - для аварийного отключения привода 22 перемещения салазок 20 стола-салазок 2.
Микровыключатель 45 обеспечивает выход салазок 20 в референтную точку (т.е. в нулевую точку отсчета движения данного органа стенда).
В корпусе станины 1 предусмотрены два сквозных отверстия для транспортировки стенда. Отверстия закрыты крышками 48.
Конструкция стола-салазок 2 показана в графических материалах на фиг. 7 и фиг 8.
Стол 21 стола-салазок 2 имеет прямоугольную форму, на рабочей поверхности стола 21 прорезаны Т-образные пазы для закрепления заготовки. Стол 21 устанавливается на салазках 20 стола-салазок 2.
Привод 12 перемещения стола 21 аналогичен приводу перемещения салазок 20 стола-салазок 2 (см. в предыдущем разделе "описание конструкции станины").
Стол 21 перемещается по направляющим салазок 20 стола-салазок 2. Применяемые в стенде направляющие скольжения дают возможность плавно, без рывков перемещать стол 21 и салазки 20 стола-салазок 2.
Направляющие скольжения стола 21 оснащены ленточной защитой в виде ленты 49 от попадания грязи и стружки. Принцип защиты направляющих стола 21 тот же, что и направляющих салазок 20 стола-салазок 2 и описан в предыдущем разделе "описание конструкции станины". Лента 49 ленточной защиты направляющих стола 21 имеет и другое назначение - она функционально является и средством поджима поверхности направляющих стола 21 к поверхности направляющих салазок 20. Натяжением ленты 49 посредством регулировочных винтов осуществляется поджим стола 21 к салазкам 20 стола-салазок.
Для отключения перемещения стола 21 в крайних положениях и перевода его в референтную точку (т.е. в нулевую точку отсчета движения данного органа стенда) установлены микровыключатели (в графических материалах позициями условно не обозначены).
Принцип работы микровыключателей аналогичен работе микровыключателей описанных в предыдущем разделе "описание конструкции станины".
Для отсчета перемещения стола 21 применяется датчик 50 в виде линейного преобразователя. Линейка датчика 50 закреплена на столе 21, считывающая головка - на салазках 20 стола-салазок 2.
Конструкция стойки 3 показана в графических материалах на фиг. 9 и фиг. 10.
Стойка 3 представляет собой коробчатую отливку с вертикальными V-образной и плоской направляющими скольжения для перемещения шпиндельной бабки 4. Для предотвращения попадания грязи на направляющие скольжения предусмотрена пластинчатая (щитковая) телескопическая защита. Щитки 51 защиты скользят по пазам планок 52. В верхней части стойки установлен высокомоментный двигатель 53 ДАТ100-4,0-1500-У2, кинематически связанный посредством муфты с ходовым винтом привода 23 перемещения шпиндельной бабки 4. Опоры ходового винта закреплены на стойке 3. Гайка ходового винта привода 23 закреплена на шпиндельной бабке 4.
Кроме того, имеются два кронштейна 54 с блоками для скольжения тросов, к которым подвешивается противовес 55, предназначенный для уравновешивания шпиндельной бабки 4.
Противовес 55 перемещается внутри стойки 3. Для получения равной длины обоих тросов имеются регулировочные винты 56. Отключение движения шпиндельной бабки 4 в крайних положениях осуществляется микровыключателями 57, 58, 59.
Микровыключатели 57 - предназначены для отключение перемещения шпиндельной бабки 4 в крайних верхнем и нижнем положениях. Микровыключатели 58 - предназначены для аварийного отключения перемещения шпиндельной бабки 4. Микровыключатели 59 - обеспечивают выход шпиндельной бабки 4 в референтную (нулевую) точку.
Для отсчета перемещений шпиндельной бабки 4 используется линейный преобразователь, линейка 60 которого закреплена на стойке 3.
Конструкция шпиндельной бабки 4 показана в графических материалах на фиг. 11 и фиг. 12.
Шпиндельная бабка 4 перемещается в вертикальном направлении по направляющим стойки 3 с помощью привода 23 конструктивно организованного в виде передачи ходовой винт-гайка качения. Ходовой винт смонтирован в опорах, установленных на стойке 3, гайка качения закреплена на корпусе шпиндельной бабки 4. Отсчет перемещений шпиндельной бабки 4 производится датчиком в виде линейного преобразователя, линейка которого закреплена на стойке 3, а головка 61 установлена на шпиндельной бабке 4.
В шпиндельную бабку 4 входят следующие основные узлы: шпиндельное устройство 14, зажим 62 инструмента, коробка 5 скоростей. По блокам 63 перемещаются тросы, на которых висит уравновешивающий груз противовес 55 шпиндельной бабки 4. На фронтальной стороне шпиндельной бабки 4 расположен пульт 64 управления.
Для отключения перемещения шпиндельной бабки 4 в крайних положениях на корпусе шпиндельной бабки 4 закреплен кулачок 65.
Микровыключатели 57, 58 и 59 установлены на стойке 3 (см. фиг. 9).
Отключение движения шпиндельной бабки 4 в крайних положениях осуществляется микровыключателями 57, 58, 59 (см. фиг. 9).
Микровыключатели 57 - предназначены для отключение перемещения шпиндельной бабки 4 в крайних верхнем и нижнем положениях. Микровыключатели 58 - предназначены для аварийного отключения перемещения шпиндельной бабки 4. Микровыключатели 59 - обеспечивают выход шпиндельной бабки 4 в референтную (нулевую) точку.
Микровыключатели 66 и 67 предназначены для подачи сигнала об отжатом или зажатом инструменте.
Если кулачок 68, соединенный со штоком гидроцилиндра зажима инструмента, нажимает на микровыключатель 66 - инструмент зажат, если кулачок 68 нажимает на микровыключатель 67 - инструмент отжат.
Шпиндельный узел 14 соединяется с коробкой 5 скоростей гибкой безлюфтовой муфтой 69.
Привод главного движения (вращение шпинделя) осуществляется от высокомоментного электродвигателя 28 модели ДАТ100-4,0-1500-У2, установленного на опоре 70.
Конструкция коробки 5 скоростей показана в графических материалах на фиг. 13 и фиг. 14.
Коробка 5 скоростей обеспечивает два диапазона чисел оборотов выходного вала, соединенного непосредственно со шпинделем шпиндельного узла 14. Переключение с диапазона на диапазон осуществляется от гидросистемы с помощью гидроцилиндра 71.
Подавая давление в нижнюю или верхнюю часть гидроцилиндра 71 получаем три положения штока 72. Эти положения фиксируются подпружиненным шариком 73 шарикового фиксатора.
Верхний диапазон чисел оборотов шпинделя 79 достигается введением в зацепление зубчатого колеса 30 с зубчатым колесом 31.
Диапазон чисел оборотов 6,3…800 достигается введением в зацепление зубчатого колеса 32 с зубчатым колесом 33. При среднем положении зубчатого колеса 30, когда оно выведено из зацепления с зубчатым колесом 31 и не введено в зацепление с зубчатым колесом 33, передачи вращения на шпиндель 79 нет. В пределах каждого диапазона изменение чисел оборотов - бесступенчатое от привода постоянного тока.
Верхний, нижний диапазоны скоростей вращения шпинделя 79 и среднее положение (нулевое) фиксируются микровыключателями 74, 75, 76. Микровыключатели 74, 75, 76 подают сигнал в систему 19 ЧПУ о том, что переключение диапазона скоростей шпинделя 79 произведено.
Смазка зубчатых колес и подшипников коробки 5 скоростей осуществляется централизовано поливом от системы смазки. Слив масла из коробки 5 скоростей осуществляется через отверстие 77 в полость корпуса шпиндельной бабки 4, откуда оно сливается в гидростанцию. Частота вращения шпинделя 79 задается на пульте управления ЧПУ. Система 19 ЧПУ дает сигнал на включение гидравлики и в соответствующую полость гидроцилиндра 71 подается под давлением масло.
Конструкция типового механического шпиндельного узла 14 показана в графических материалах на фиг. 15.
Механический шпиндельный узел 14 устанавливается в корпусе шпиндельной бабки 4 и крепится к ней винтами.
Механический шпиндельный узел 14 состоит из неподвижной гильзы 78 и шпинделя 79. В качестве опор шпинделя 79 использованы прецизионные радиальные двухрядные роликоподшипники 80 и 81, а для восприятия осевых усилий - упорно-радиальный двухрядный шарикоподшипник 82 с углом контакта 60°. Натяг подшипников производится с помощью гаек 83 и 84. Фиксация гаек от самопроизвольного откручивания осуществляется клеммами 85 и 86. Подшипники смазываются консистентной смазкой. Для предотвращения случайного попадания жидкой смазки из коробки 5 скоростей в подшипники шпиндельного устройства 14 предусмотрены лабиринтные и резиновые уплотнения.
Устройство зажила инструмента смонтировано внутри шпинделя 79. Зажим инструмента осуществляется тарельчатыми пружинами 87.
При зажиме, тарельчатые пружины 87 передают осевое усилие через толкатель 88 цанге 89, лепестки которой, заходят во втулку 90 сжимаются и запирают грибок 91, ввернутый в инструментальную оправку. Коническая посадочная поверхность инструментальной оправки подтягивается к ответной конической поверхности шпинделя 79. Усилие зажима инструмента Р=7000 Н. Для предотвращения проворота инструмента в шпинделе 79, в процессе обработки детали, на торце шпинделя 79 имеются два фиксирующих выступа 92.
Вспомогательные системы
Гидросистема стенда выполняет следующие функции:
- отжим инструмента в шпинделе;
- переключение диапазонов скоростей привода главного движения стенда;
- смазка коробки скоростей;
- подача масла в систему централизованной периодической смазки.
Гидросистема стенда состоит из:
- гидростанции;
- гидроаппаратуры, установленной на стенде;
- исполнительных органов: гидроцилиндра переключения скоростей, гидроцилиндра отжима инструмента.
В гидросистеме стенда использована гидростанция СВ-М5А-40-Н-1,1-3-6,3.
Основные узлы гидростанции: насос, фильтр, аккумулятор, реле давления, гидроблок с аппаратурой модульного типа.
Гидросистема работает на масле ИГП-20 ТУ38 101798-79.
В гидросистему масло подается от насоса производительностью 3 л/мин, через фильтр. Давление регулируется предохранительным клапаном и контролируется манометром при включении тумблера. После измерения давления тумблер выключают.
Питание гидросистемы и системы централизованной смазки осуществляется от аккумулятора, который начинает заряжаться при включении насоса и электромагнита гидрораспределителя.
Описание работы смазочной системы.
Система предназначена для периодической централизованной смазки:
- на стойке 3 - подшипников ходового винта перемещения шпиндельной бабки 4;
- на станине 1 - подшипников ходового винта перемещения салазок 20;
- на шпиндельной бабке 4 - гайки ходового винта перемещения шпиндельной бабки 4, на направляющих и обратных планок;
- на салазках-подшипников ходового винта перемещения стола, гайки ходового винта перемещения салазок, направляющих салазки-станина;
- на столе - гайки ходового винта перемещения стола, направляющих стол-салазки.
Питание системы смазки осуществляется от гидросистемы станка. Блок управления системой смазки включает в себя распределитель, клапан редукционный, центральный питатель, в комплект которого входит узел со штоком-индикатором, позволяющий контролировать его работу визуально и автоматически, микропереключатель, вторичные питатели, расположенные на салазках, на столе, на стойке, на шпиндельной бабке.
Система работает следующим образом: с помощью системы 19 ЧПУ включается электромагнит гидрораспределителя. Масло от насоса начинает поступать к центральному питателю, секции которого подают смазку к вторичным питателям, а от них к смазываемым точкам. После отсчета необходимого количества ходов штока-индикатора центрального питателя, т.е числа импульсов, электромагнит отключается и подача масла прекращается.
Через необходимый интервал времени система ЧПУ повторно включает электромагнит и вновь происходит смазка. Если шток-индикатор делает недостаточное или чрезмерное число ходов, то на пульте станка индикатируется авария смазки.
Пневмооборудование стенда предназначено для охлаждения шпинделя 79 стенда.
Пневмооборудование стенда состоит из компрессора с ресивером, станции осушения и охлаждения воздуха, а также панели подготовки воздуха и пневмораспределителей.
Для проведения испытаний экспериментального образца интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках с электрошпинделем, помимо установки на стенде механического шпиндельного узла 14 реализована возможность установки мехатронного шпиндельного узла (электрошпинделя /моторшпинделя/), преимущественно, модели «IBAG HF 200 MA 40 K» (см. фиг. 20 и фиг. 21).
Кроме того, конструктивное формирование структуры средства для установки шпиндельного узла 14 в шпиндельной бабке 4 с возможностью установки на шпиндельной бабке 4 как шпиндельного узла 14 в виде типового механического шпиндельного узла (фиг. 15), так и шпиндельного узла мехатронного типа, выполненного в виде электрошпинделя с АМП (фиг. 16, фиг. 18 - фиг. 21), оснащенного вышеупомянутами контрольно-измерительными структурами на основе соответствующих датчиков 93, 94, 95, 96 пространственного положения оси вращения его ротор-шпинделя 100, позволяет осуществлять сравнительный анализ параметров обработки реальных идентичных эталонных заготовок с использованием того или иного шпиндельного узла 14.
Интеллектуальная система адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками, исследуемая посредством патентуемого стенда, включает следующие функционально-технологические структуры (фиг. 16):
- базовую пространственно регулируемую электромеханическую структуру в виде шпиндельного узла, ротор-шпиндель 100 которого установлен на опорах с активными магнитными подшипниками - АМП 97 и 98 с возможностью управления его пространственным положением через контуры регистрации, управления и регулирования посредством системы 108 числового программного управления - ЧПУ, структурно организованной в виде аппаратной платформы, оснащенной технологически заданным программным обеспечением и коммутативно взаимодействующей с упомянутыми контурами системы адаптивного управления;
- размещенную в зоне ротор-шпинделя 100 шпиндельного узла, и, соответственно, в зоне расположения его активных магнитных подшипников 97 и 98, двухканальную контрольно-измерительную структуру в виде двух пар бесконтактных датчиков 93 и 94, функционально являющуюся контуром регистрации, каналы которого функционально организованы с возможностью осуществления (при посредстве аналаго-цифрового преобразователя 101 и цифрового контроллера 104 управления адаптивной системой) обратной коммутативной связи с системой 108 ЧПУ, при этом, упомянутый цифровой контроллер 104 управления адаптивной системой коммутативно связан через цифроаналоговый преобразователь 102 и усилитель 103 мощности с электрическими обмотками активных магнитных подшипников 97 и 98, а каждая пара упомянутых бесконтактных датчиков 93 и 94 установлена в плоскости, перпендикулярной оси вращения ротор-шпинделя 100 шпиндельного узла, со смещением один относительно другого на 90° в окружном направлении;
- а также средство динамического нагружения ротор-шпинделя 100 шпиндельного узла внешней нагрузкой, соответствующей рабочей нагрузке в реальных условиях эксплуатации шпиндельного узла.
Шпиндельный узел конструктивно сформирован в виде электрошпинделя с закрепленной на рабочем конце его ротор-шпинделя 100 инструментальной оправкой, и пространственно организован с вертикальной осью расположения его ротор-шпинделя 100, причем, в качестве нижней опоры последнего используется радиально-упорный АМП 97.
Средством динамического нагружения ротор-шпинделя 100 шпиндельного узла упомянутой внешней динамической нагрузкой функционально является закрепленная на рабочем конце шпиндельного узла инструментальная оправка, за счет восприятия ею действительных рабочих динамических нагрузок от инструмента в процессе механической обработки (т.е., в процессе резания) эталонного образца заготовки в реальном масштабе времени.
Упомянутая контрольно-измерительная структура оснащена двумя дополнительными, размещенными в зоне рабочего конца инструментальной оправки, бесконтактными датчиками 96, установленными в плоскости, перпендикулярной оси вращения ротор-шпинделя 100 шпиндельного узла со смещением один относительно другого на 90° в окружном направлении, и функционально являющимися средством регистрации и контроля пространственного положения рабочего конца инструментальной оправки, и, соответственно, пространственного положения непосредственно инструмента. Данное средство коммутативно связано через собственный аналогоцифровой преобразователь 109 с подсистемой 107 измерения положения конца инструментальной оправки, которая, т.е., подсистема 107, коммутативно связана с программно-аппаратной платформой упомянутой системы 108 ЧПУ.
Кроме того, система снабжена цифровым контроллером 106 управления электромотором 99. Данный контролер 106 коммутативно связан (через собственный аналогоцифровой преобразователь 105, со средством регистрации частоты вращения и углового положения ротор-шпинделя 100 шпиндельного узла, выполненным в виде двух бесконтактных датчиков 95, установленных в зоне заднего конца ротор-шпинделя 100 в плоскости, перпендикулярной оси вращения ротора-шпинделя, со смещением один относительно другого на 90° в окружном направлении. При этом, упомянутый цифровой контроллер 106 связан обратимым коммутативным взаимодействием с программно-аппаратной платформой упомянутой системы 108 ЧПУ и управляющей электрической обмоткой электромотора 99.
В контурах управления и регулирования данной интеллектуальной системы, как правило, предусмотрено использование встроенных аппаратных средств на основе программируемых логических интегральных схем (ПЛИС), функционально являющихся средством реализации технологически заданных алгоритмов управления с большим быстродействием в режиме жесткого реального времени.
Принципы функционирования основных конструктивных узлов и систем патентуемого стенда являются широкоизвестными из современного уровня техники, поскольку они являются типовыми, вследствие этого Заявитель считает нецелесообразным подробно раскрывать их в рамках настоящей заявки.
Функционирование интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках с электрошпинделем осуществляется в соответствии с принципиальной блок-схемой, приведенной на фиг. 16 графических материалов.
Для управления электромагнитными подшипниками 97 и 98 используется цифровой контроллер 104 управления адаптивной системой с активной обратной связью. Первоначально, парные оптические датчики 93, 94 положения ротор-шпинделя 100 измеряют его отклонение от оси вращения. Через АЦП 101 сигнал с датчиков передается на цифровой котроллер 104 управления адаптивной системой, который рассчитывает управляющий сигнал, необходимый для возврата ротор-шпинделя 100 в нормальное положение. Управляющий сигнал проходит через цифро-аналоговый преобразователь - ЦАП 102 и усилитель 103 мощности, где формируется управляющий ток. Ток управления поступает на обмотки электромагнитов АМП 97 и 98, которые создают электромагнитное поле, необходимое для возврата и удержания ротор-шпинделя 100 в технологически заданном положении. Данная система, как правило, работает с частотой порядка килогерца что позволяет стабилизировать ротор-шпиндель 100 во время вращения, а так же регулировать жесткость и демпфирующие свойства ротор-шпинделя.
Система ЧПУ 108 стенда через контроллер управления 106 управляет вращением электромотора 99. Информация о частоте вращения и угловом положении ротор-шпинделя 100 поступает с пары датчиков 95 через АЦП 105 обратно в контроллер 106, а затем в систему 108 ЧПУ стенда. При неисправности адаптивная система подает сигнал ошибки, запрещая вращение ротор-шпинделя 100.
Для наблюдения за отклонением и вибрациях на рабочем конце ротор-шпинделя 100 (точнее, на конце закрепленной в нем инструментальной оправки) от оси вращения в процессе резания предусмотрены парные датчики 96. Через АЦП 109 сигнал с датчиков поступает в подсистему 107 измерения положения конца инструментальной оправки и далее в систему 108 ЧПУ стенда.
Создание научно-технического задела, ориентированного на разработку интеллектуальных систем адаптивного управления с комплектным электрошпинделем на активных магнитных подшипниках, позволяет приступить к созданию и производству нового класса конкурентноспособных обрабатывающих комплексов и станков для высокопроизводительной лезвийной и абразивной обработки современных и перспективных конструкционных материалов, в том числе для микро- и нанообработки конструкционных наноструктурированных материалов.
Процесс с развитием дефектов во времени можно контролировать с помощью первичных преобразователей той или иной физической величины, например, износ - с помощью датчиков перемещений, неустойчивость - с помощью датчиков ускорения (акселерометров), повышенное трение - с помощью датчиков температуры и т.п. Введение сенсорных элементов в конструкцию опорного узла превращает его в чисто мехатронный модуль, состоящий из механической части (деталей подшипника), электрической (сенсоры, микроконтроллеры управления) и программной (программное обеспечение по адаптивному управлению сигнальной системой).
В заявленном изобретении выбрано компоновочное решение стенда, обеспечивающее надежную работу интеллектуальной адаптивной системы. В стенде используются современные узлы и комплектующие отечественного и импортного производства.
Целью выполнения научных-практических исследований является создание научно-технического задела, ориентированного на разработку интеллектуальных систем адаптивного управления с комплектным электрошпинделем на электромагнитных подшипниках, позволяющего приступить к созданию и производству нового класса конкурентоспособных обрабатывающих комплексов и станков для высокопроизводительной лезвийной и абразивной обработки современных и перспективных конструкционных материалов, в том числе для микро- и нанообработки конструкционных наноструктурированных материалов.
Результаты проведенных научно-практических исследований будут использованы при проведении исследований электрошпинделя на электромагнитных подшипниках на патентуемом экспериментальном испытательном стенде с участием иностранного партнера (Fraunhofer IWU, Германия) в рамках совместного научно-технического сотрудничества.
Созданный в результате проектирования изобретения научно-технический задел способствует повышению научно-технического потенциала отечественного станкостроения и усилению конкурентных позиций России в мировом сообществе производителей и исследователей станкоинструментальной продукции.
Основной областью применения АМП в настоящее время является высокоскоростное машиностроение - от небольших турбомолекулярных насосов до турбогенераторов и компрессоров мощностью десятки МВт. Преимуществом АМП для данной области является возможность управления вибрациями, демпфирования упругих колебаний, а также получение четко определенных динамических характеристик. Другие важные особенности, которые были подтверждены практическими исследованиями, - возможность обеспечения контроля и диагностики, низкие затраты на техническое обслуживание, а также низкое потреблением энергии. Благодаря высокопроизводительной силовой электронике для мощного высокоскоростного машиностроения применение АМП является перспективным и обоснованным. Также в настоящее время ведутся исследования возможности использования АМП в авиационных электрических машинах в качестве тяговых двигателей или генераторов электрической энергии для всех электрических самолетов.
Развитие современной машиностроительной отрасли предъявляет повышенные требования к точности обработки, производительности, надежности металлообрабатывающего оборудования и уровню его автоматизации. Исследованиями по оценке влияния различных факторов на точность обработки установлено, что ее до 80% определяет шпиндельный узел (ШУ). Выходные характеристики ШУ в основном зависят от типа применяемых в них опор, так как последние обеспечивают необходимую быстроходность, точность вращения шпинделя, нагрузочную способность и долговечность ШУ. В современных быстроходных ШУ (dxn свыше 1 млн мм/мин) используют опоры качения, гидростатические, газовые и магнитные. Высокоскоростным ШУ на опорах качения свойственны тепловые деформации, нестабильность траектории движения шпинделя, связанная с изменением угла поворота сепаратора с комплектом тел качения и погрешностью изготовления колец, а также ограниченный ресурс работы.
Перспективным является применение электромагнитных подшипников ЭМП с адаптивной системой управления. Действие ЭМП основано на принципе электромагнитной стабилизации положения ферромагнитного тела установленного с зазором между диаметрально расположенными электромагнитами, каждый из которых притягивает тело к себе. Очевидно, если не регулировать ток в обмотках электромагнитов, то положение тела не будет устойчивым даже при равенстве притягивающих сил.
Ток регулируется электронной следящей системой, датчики перемещения которой контролируют отклонение тела от положения равновесия. Сигнал с датчиков усиливается, детектируется и подается на усилитель мощности, который питает током обмотки электромагнитов. При уменьшении зазора между телом и электромагнитом индукция в зазоре уменьшается, и наоборот. Под действием результирующей силы тело возвращается в исходное положение, для обеспечения устойчивого равновесия тела в следящую систему дополнительно вводят сигнал, пропорциональный скорости смещения тела, а для увеличения статической жесткости опоры - сигнал, пропорциональный интегралу от величины перемещения.
На фиг. 18 схематично показаны основные подсистемы гаммы электрошпинделей приводов главного движения.
Состав подсистем необязательного уровня может варьироваться и несколько отличаться из-за особенностей отдельных подсистем, условий эксплуатации и требований заказчика.
Электрошпиндели включают два вида подсистем:
- встроенные подсистемы в один конструктивный блок (собственно электрошпиндель);
- обслуживающие и вспомогательные подсистемы, которые устанавливаются в непосредственной близости к электрошпинделю.
Активный магнитный подшипник является классическим мехатронным объектом (фиг. 17), который практически не имеет базовых недостатков, присущих подшипникам качения и скольжения. В таком подшипнике центрирование ротора и передача нагрузки на корпус идет за счет активного магнитного поля, напряженность которого регулируется контрольной системой в зависимости от перемещений ротора, фиксируемых датчиками перемещений. Такие повышенные характеристики работоспособности и безопасности влияют на стоимость, в сравнении со стандартными подшипниками качения и относительно простыми конструкциями гидростатических подшипников, из-за высоких требований к точности и быстродействию элементов контрольно-измерительной системы. Высокая стоимость, большие радиальные габариты, сложность монтажа обуславливает применение активных магнитных подшипников только в самых ответственных узлах металлорежущих станков - опорах шпинделя. Исходя из преимуществ активных магнитных подшипников, обосновывается целесообразность их использования вместо традиционных подшипниковых узлов в отрасли станкостроения, где их применение наиболее эффективно.
Повышение частоты вращения за счет применения активных магнитных подшипников существенно повышает производительность оборудования и улучшает чистоту обработки.
Перспективной является возможность комбинированного движения инструмента совместно с инструментальной оправкой и, соответственно, ротор-шпинделя при использовании адаптивно управляемых шпиндельных узлов с ротор-шпинделем на опорах в виде АМП (например, при микродолбежке при сверлении, микроколебании при шлифовании, сверлении отверстий некруглой формы и т.п.), что существенно повышает технологические возможности оборудования. Сфера применения - высокопроизводительные прецизионные металлообрабатывающие станки.
Сфера применения - высокопроизводительные прецизионные металлообрабатывающие станки.
На основе проведенного анализа публикаций в области АМП и систем управления можно сделать следующие выводы:
Публикации в области магнитного подвеса вращающихся роторов в подавляющем большинстве относятся к роторным машинам, где рабочими нагрузками является вращающий момент.
Данные теоретических и экспериментальных исследований электрошпинделей с АМП для металлорежущих станков, отличительной особенность которых являются нагрузки по трем осям координат, практически отсутствуют.
Немногочисленные исследования относятся к электрошпинделям небольшой мощности (0,4-0,6 кВт), имеющим относительно узкую область применения. Из сказанного следует, что для расширения областей применения АМП в металлорежущих станках в целях широкого внедрения технологий высокоскоростной лезвийной и абразивной обработки материалов необходимо проведение дальнейших теоретических и экспериментальных исследований электрошпинделей с АМП, направленных на расширение их технологических возможностей и повышения энергоэффективности
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение при его промышленной реализации, предназначен для использования в роторных механизмах на электромагнитных опорах, а, более конкретно, в качестве экспериментального стенда для испытания образца интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками (электрошпинделем);
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата: повышение надежности за счет быстродействия (чувствительности) системы адаптивного управления и, соответственно, динамической точности пространственного позиционирования оси вращения электромагнитного подвеса ротора шпиндельного узла (электрошпинделя), а также концевой части инструментальной оправки (т.е., в конечном итоге - инструмента) применительно к реальным технологическим условиям резания.
Следовательно, заявленное техническое решение соответствует условию патентоспособности «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЕНСАЦИИ ТЕПЛОВЫХ ДЕФОРМАЦИЙ ИСПОЛНИТЕЛЬНЫХ УЗЛОВ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧПУ | 2013 |
|
RU2538884C1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| Станок для фрезерования торцов в перемычках картеров | 1976 |
|
SU621495A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| СПЕЦИАЛЬНЫЙ СТАНОК С ЧПУ | 2011 |
|
RU2463149C1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |



Изобретение относится к области оборудования для исследований систем управления процессом резания на металлорежущих станках, имеющих шпиндельный узел с активными магнитными подшипниками. Стенд состоит из трехкоординатного металлорежущего станка класса точности «С» с системой ЧПУ и шпиндельным узлом, который выполнен заменяемым и содержит электрический ротор-шпиндель, расположенный вертикально в опорах качения с активными магнитными подшипниками. Стенд имеет также средства нагружения ротор-шпинделя внешней нагрузкой, выполненные в виде инструментальной оправки, закрепленной на рабочем конце ротор-шпинделя с возможностью восприятия рабочих динамических нагрузок от обрабатывающего инструмента в процессе реальной механической лезвийной обработки эталонного образца заготовки, и контрольно-измерительную структуру с датчиками. При этом система ЧПУ, датчики и активные магнитные подшипники опор выполнены с возможностью подключения через соответствующие преобразователи к исследуемой интеллектуальной системе адаптивного управления. Использование изобретения позволяет расширить технологические возможности стенда, а также повысить надежность и точность проводимых исследований. 2 з.п. ф-лы, 21 ил., 1 табл.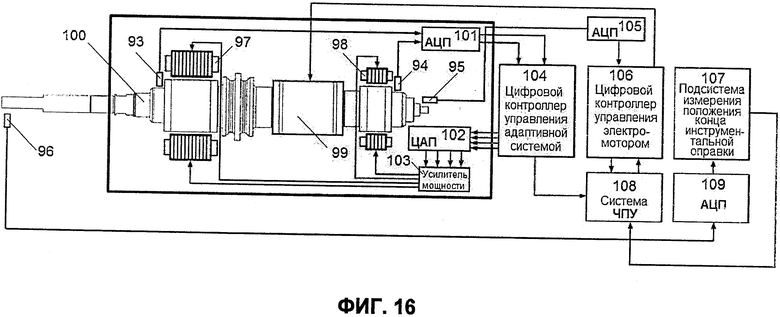
1. Стенд для исследования интеллектуальной системы адаптивного управления процессом резания на металлорежущем станке, имеющем шпиндельный узел с активными магнитными подшипниками, состоящий из
базовой мехатронной структуры, которая выполнена в виде трехкоординатного металлорежущего станка класса точности «С», включающего в себя систему ЧПУ с архитектурой, выполненной на базе программируемых логических интегральных схем с возможностью реализации заданных алгоритмов управления интеллектуальной системы адаптивного управления процессом резания и с возможностью изменения настроек приводов станка, причем система ЧПУ содержит аппаратную платформу с заданным программным обеспечением, станину с плоской и V-образной направляющими, поверхности которых оснащены текстолитовым покрытием с возможностью обеспечения снижения коэффициента трения покоя, установленные на направляющих станины с возможностью перемещения в горизонтальной плоскости салазки с верхними направляющими, на которых размещен с возможностью перемещения в горизонтальной плоскости в направлении, перпендикулярном направлению перемещения салазок, стол для закрепления заготовки, управляемые системой ЧПУ прецизионные приводы перемещения упомянутых салазок и стола, выполненные в виде электрических серводвигателей и передач «ходовой винт - гайка качения», вертикальную стойку с направляющими, на которых установлена с возможностью перемещения шпиндельная бабка с управляемым системой ЧПУ прецизионным приводом ее перемещения, содержащим электрический серводвигатель, передачу «ходовой винт - гайка качения» и коробку скоростей, при этом шпиндельная бабка оснащена уравновешивающими грузами для компенсации ее веса, и установленный в шпиндельной бабке шпиндельный узел, выполненный заменяемым и содержащий электрический ротор-шпиндель, расположенный вертикально в опорах качения с активными магнитными подшипниками, размещенными в концевых зонах ротор-шпинделя, причем передняя опора шпиндельного узла выполнена в виде радиально-упорного активного магнитного подшипника,
средства нагружения упомянутого ротор-шпинделя внешней нагрузкой, выполненного в виде инструментальной оправки, закрепленной на рабочем конце ротор-шпинделя с возможностью восприятия ею рабочих динамических нагрузок от обрабатывающего инструмента в процессе реальной механической лезвийной обработки эталонного образца заготовки,
и контрольно-измерительной структуры, содержащей две пары бесконтактных датчиков пространственного положения упомянутого ротор-шпинделя, которые установлены в зонах расположения активных магнитных подшипников опор попарно в плоскостях, перпендикулярных оси вращения ротор-шпинделя, со смещением один относительно другого на 90° в окружном направлении в каждой паре, два дополнительных бесконтактных датчика пространственного положения заднего конца ротор-шпинделя и его частоты вращения, которые установлены в зоне заднего конца ротор-шпинделя в плоскости, перпендикулярной оси вращения ротор-шпинделя со смещением один относительно другого на 90° в окружном направлении, и два дополнительных бесконтактных датчика пространственного положения конца инструментальной оправки, установленных в зоне упомянутого конца в плоскости, перпендикулярной оси вращения ротор-шпинделя со смещением один относительно другого на 90° в окружном направлении,
при этом упомянутые система ЧПУ, датчики и активные магнитные подшипники опор выполнены с возможностью подключения через соответствующие цифроаналоговые и аналого-цифровые преобразователи к исследуемой интеллектуальной системе адаптивного управления.
2. Стенд по п. 1, отличающийся тем, что шпиндельный узел выполнен в виде электрошпиндельного узла модели «IBAG 200 MA 40 К».
3. Стенд по п. 1, отличающийся тем, что упомянутый трехкоординатный металлорежущий станок дополнительно содержит систему пневмооборудования для охлаждения шпиндельного узла и гидросистему, связанную со средством для закрепления инструментальной оправки в ротор-шпинделе и с системой централизованной смазки элементов упомянутых приводов, при этом упомянутые направляющие станины и салазок снабжены средствами защиты от загрязнения, выполненными в виде ленточной структуры со средством регулировки ее натяжения.
| WO 2013014615 A2, 31.01.2013 | |||
| Стенд для исследования процесса обработки глубоких отверстий | 1975 |
|
SU565780A1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |
| Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки | 1981 |
|
SU975333A1 |
| Способ получения кормового преципитата | 1961 |
|
SU149110A1 |
| CN 204843713 U, 09.12.2015. | |||

