Изобретение относится к области электрохимической обработки, а именно к операциям снятия заусенцев, скругления кромок, протравливания и т. п.
Известны способы электрохимической обработки, когда подвод тока к детали осуществляется жестким контактом.
Недостаток этих способов состоит в том, что подвод тока трудно осуществить к пакету плоских деталей, изолированных друг от друга, например к пакету плоских магнитопроводов. В этом случае не представляется возможным обеспечить надежный контакт с каждой пластиной пакета.
Предлагаемый способ отличается от известных тем, что, с целью исключения токоподвода непосредственно к детали, ее помещают между электродами-инструментами, подключенными к полюсам источника постоянного или переменного тока, и приводят в движение, например вращают в образованном электродами электрическом поле.
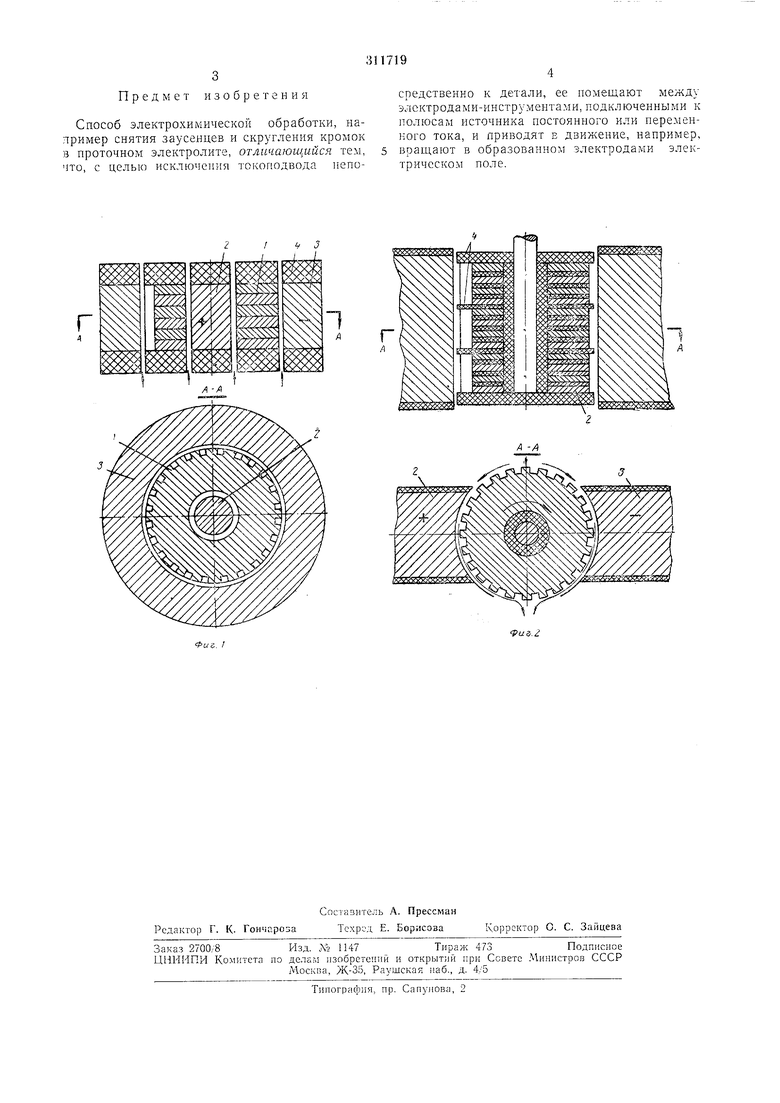
На фиг. 1 дана схема биполярного скругления кромок и снятия заусенцев с поверхности детали (пакета магнитопровода); на фиг. 2 показана схема биполярного снятия заусенцев и скругления кромок при вращении детали.
анодом 2 и катодом 3. При этом поверхности деталей, обращенные в аноду, работают как катоды, т. е. на них выделяется водород, а поверхности деталей, обращенные к катоду, работают как аноды, т. е. на них идет процесс растворения металла.
Каждая пластина пакета работает как самостоятельный биполярный электрод.
Для обеспечения равномерного съема металла поверхность детали перемещается относительно электродов.
Проток электролита (на чертел е показан
стрелками) в межэлектродном зазоре производится перпендикулярно оси пакета. Подвод и отвод электро.тита от поверхности детали осуществляется на участках, свободных от электродов. Для предотвращения краевого эффекта торцы электродов и деталей экранируются: непроводящими экранами 4, которые плотно прижаты к торцу деталей и вращаются вместе с ними. Так как проток электролита направлен перпендикулярно оси, экраны, не препятствуя протоку электролита, могут выступать выще поверхности пакета на величину межэлектродного зазора. Этим достигается устранение краевого эффекта, а ближние к торцу пластины обрабатываются с такой же скоро3Предмет изобретения Способ электрохимической обработки, налример снятия заусенцев и скругления кромок в проточном электролите, отличаюш.ийся тем, 5 что, с целью исключения токоподвода непо4средственно к детали, ее помещают между электродами-инструментами, подключенными к полюсам источника постоянного или переменкого тока, и приводят в движение, например, вращают в образованном электродами электрическом поле.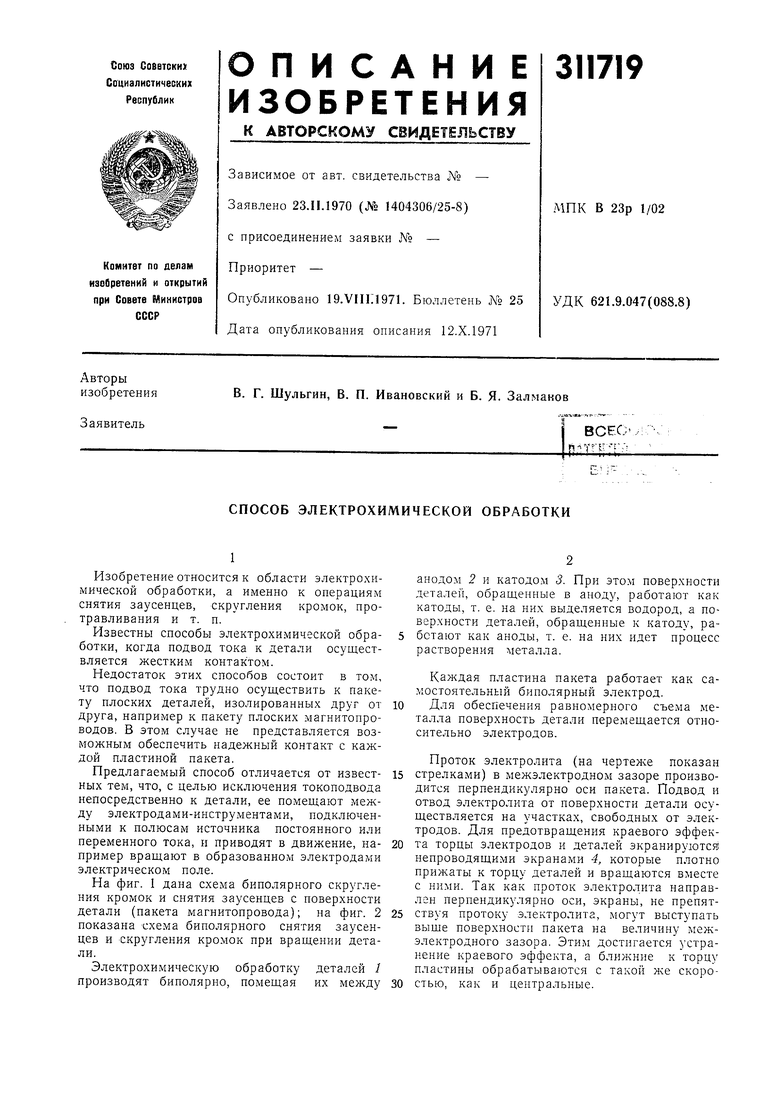
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического снятия заусенцев | 1981 |
|
SU973275A2 |
| Устройство для электрохимикомехани-чЕСКОй ОбРАбОТКи | 1979 |
|
SU841890A1 |
| Устройство для элекрохимической обработки | 1975 |
|
SU607692A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 2017 |
|
RU2699140C2 |
| СПОСОВ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗЛ1ЕРНОЙ ОБРАБОТКИ | 1971 |
|
SU312726A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2011 |
|
RU2504461C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
/ J
А -А
