(54) УСТРОЙСТВО ДЛЯ Э/1ЕКТРО ШМИЧЁСКОЙ ОБРАБОТКИ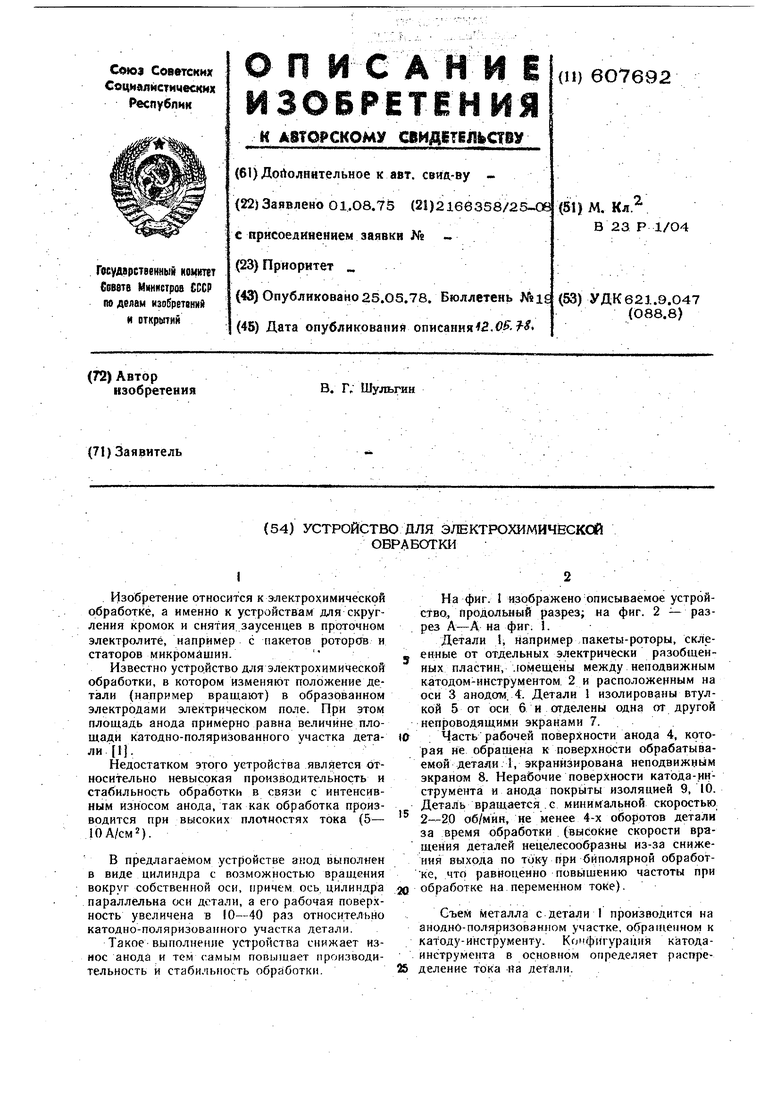
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| Устройство для электрохимикомехани-чЕСКОй ОбРАбОТКи | 1979 |
|
SU841890A1 |
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
| Устройство для виброэлектрохимической обработки деталей | 1980 |
|
SU973272A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 2021 |
|
RU2774497C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1995 |
|
RU2078856C1 |
| Устройство для изготовления хроматографических колонок | 1980 |
|
SU947757A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1971 |
|
SU311719A1 |
| Способ электроэрозионно-химического удаления заусенцев | 1990 |
|
SU1811448A3 |
Изобретение относится к электрохимической обработке, а именно к устройствам для скругления кромок и снятия, заусенцев в проточном электролите, например с накетов роторов н статоров микромашин.
Известно устройство для электрохимической обработки, в котором изменяют положение детали {например вращают) в образованном электродами электрическом поле. При этом площадь анода примерно равна величине площади катодно-поляризованного участка детали 1.
Недостатком этого устройства является Относительно невысокая производительность и стабильность обработки в связи с интенсивным износом анода, так как обработка производится при высоких плотностях тока (5- ЮА/см).
В предлагаемом устройстве анод выполнен в виде цилиндра с возможностью вращения вокруг собственной оси, причем ось цилиндра параллельна оси детали, а его рабочая поверхность увеличена в 10--40 раз относительно катодно-поляризованного участка детали.
Такое выполнение устройства снижает износ анода и тем (-амым повышает производительность и стабильность обработки.
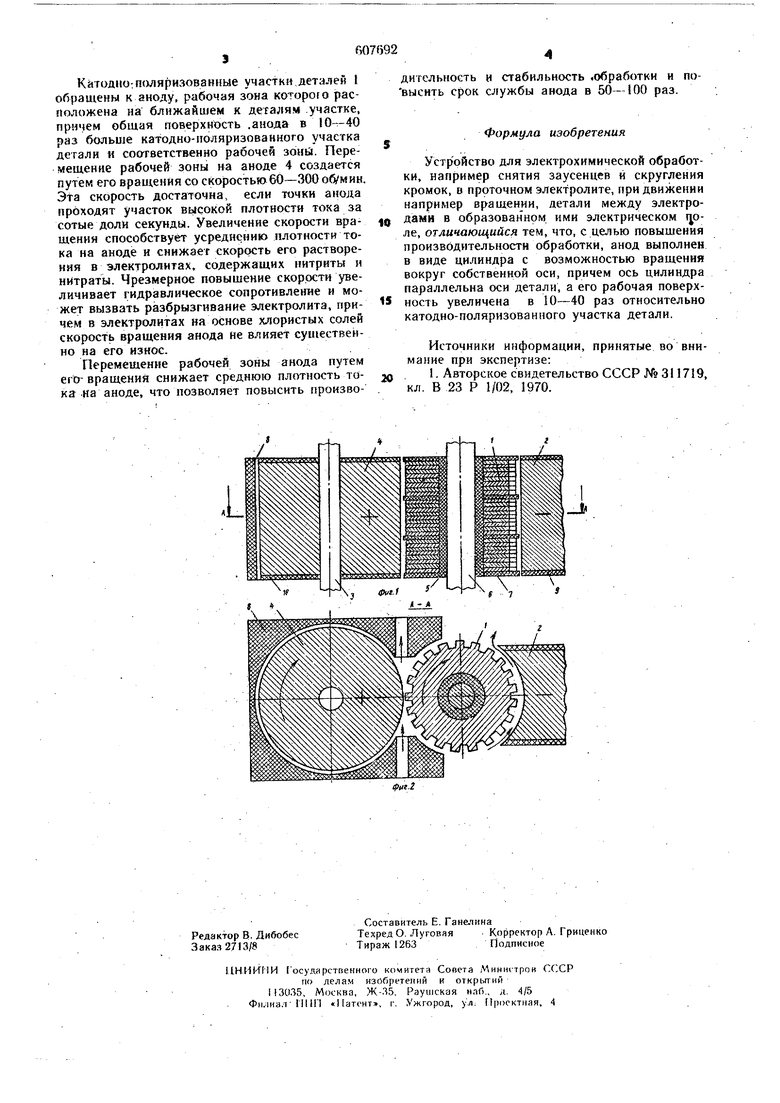
На фиг. I изображено описываемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Детали , Например пакеты-роторы, склеенные от отдельных электрически разобщенных пластин, .гомещены между неподвижным катодом-инструментом. 2 и расположенным на оси 3 анодом. 4. Детали 1 изолированы втул кой 5 от оси 6 и отделены одна от другой непроводящими экранами 7.
Часть рабочей поверхности анода 4, которая не обращена к поверхности обрабатываемой детали 1, экранизирована неподвижным экраном 8. Нерабочие поверхности катода-инструмента и анода покрыты изоляцией 9, 10. Деталь вращается . с минимальной скоростью 2-20 об/мин, не менее 4-х оборотов детали за время обработки (высокие скорости вращения деталей нецелесообразны из-за снижения выхода по току при биполярной обработ ке, что равноценно повЬтщению частоты при обработке на переменном токе).
Съем Металла с детали 1 производится на
аноднО-поляризованном участке, обращенном к
каТоду-инструменту. Конфнгурутцня катодаинструмента в основном определяет распределение тока на детали.
КаГОДНО: поляризованные участки деталей обращены к аноду, рабочая зона которого расположена на ближайшем к деталям участке, причем общая поверхность .анода в IO--40 раз больше катодно-поляризованного участка детали и соответственно рабочей зонй. Перемещение рабочей зоны на аноде 4 создается путем его вращения со скоростью60-300 O(VMHK. 3ta скорость достаточна, если точки анода проходят участок высокой плотности тока за сотые доли секунды. Увеличение скорости вращения способствует усреднению плотности тока на аноде н снижает скорость его растворения в электролитах, содержащих нитриты и нитраты. Чрезмерное повыщение скор.ости увеличивает гидравлическое сопротивление и может вызвать разбрызгивание электролита, причем в электролитах на основе хлористых солей скорость вращения анода не влияет существенно на его износ.
Перемещение рабочей зоны анода путем его-вращения снижает среднюю плотность тока на аноде, что позволяет повысить производительность и стабильность .обработки и повысить срок службы анода в 50-100 раз.
Формула изобретения
Устройство для электрохимической обработки, например снятия заусенцев и скругления кромок, в проточном электролите, при движении например вращении, детали между электродами в образованном ими электрическом цоле, отличающийся тем, что, с целью повышения производительности обработки, анод выполнен в виде цилиндра с возможностью вращения вокруг собственной оси, причем ось цилиндра параллельна оси детали, а его рабочая поверхность увеличена в 10-40 раз относительно катодно-поляризованного участка детали.
Источники информации, принятые во внимание при экспертизе:
фиг.2
