I
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электрохимикомеханической обработке деталей в среде проточного электролита, и может быть использовано при обработке плоских деталей из токопроводящих материалов, например при снятии заусенцев с пластин магнитопроводов.
Известно устройство для электрохимической обработки, в котором обрабатываемые детали вpaл aютcя между соосно установленш 1ми анодом ,и катодом в образованном ими электричес ком поле. Электрохимическая обработка производится биполярно, при этом поверхности детали, обращенные к аноду, работают как катоды, а поверхности детали, обращенные к катоду, работают каканоды, т.е. на них идет процесс растворения металла и, следовательно, снятия заусенцев. Пере- . мещение детали обеспечивает равномерный съем металла с поверхности- де;тали. Для предотвращения краевого эффекта торцы электродов и деталей экранируются неподвижными экранами, плотно прижатыми к торцу .деталей и вращающимися вместе с ними. Экраны .могут выступать на величину.межэлек- родного зазора РЗ
Недостатком данного устройства является относительно невысокая производительность, обусловленная применением только электрохимического процесса и необходимостью затрат времени на подготовительные операции по замене и-установке обрабатываемых деталей.
Цель изобретения - повышение производительности обработки.
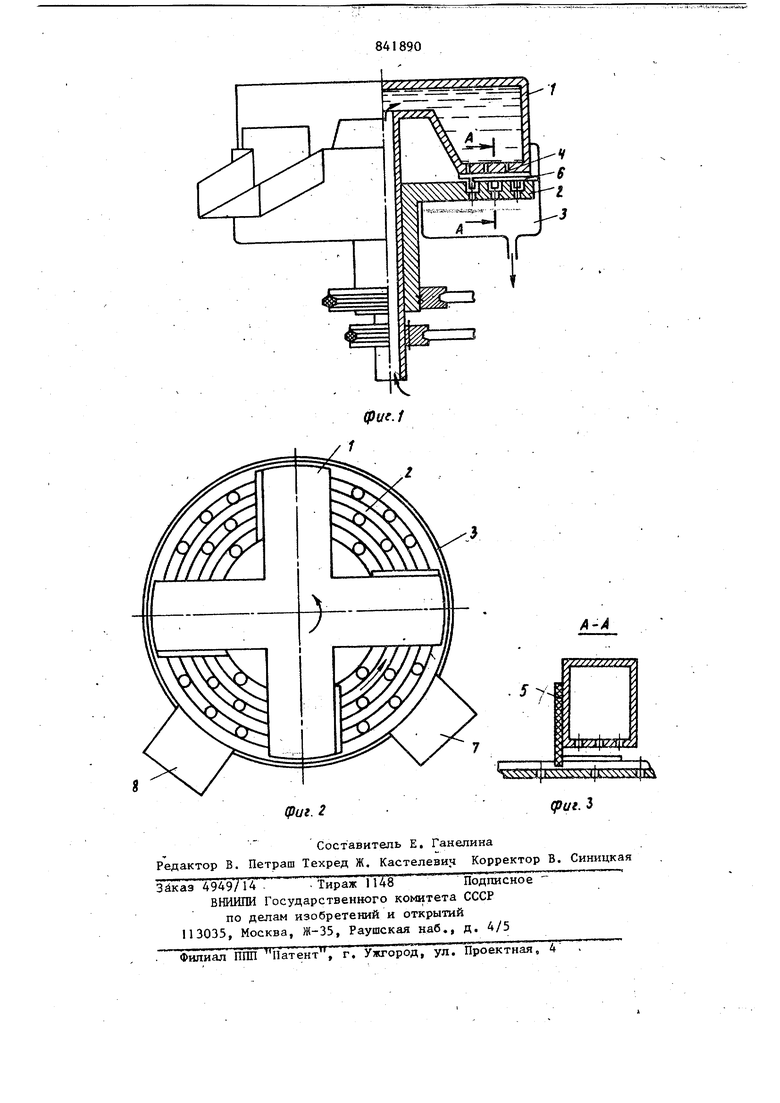
Поставленная цель достигается тем что на рабочей поверхности катода выполнены кольцевые канавки с отверстиями для выхода электролита, а анод выполнен в виде полой крестов ны, снабженной диэлектрическими упоpahfri, установленными в ксхпьцевые канавки катода, На фиг, 1 изображено устройство, об1ций вид, разрез по оси вращения; на фиг. 2 - то же, вид сверху;, на фиг. 3 - разрез на фиг, 1, Устройство содержитанод 1, выполненнЬй в виде полой крестовины с возможностью вращения вокруг своей оси с регулируемой скоростью, катод 2, выполненный в виде абразивного ил алмазного круга с наличием кольцевых канавок на рабочей поверхности с отверстиями в них для стекания электро лита, и кольцевую ванну 3. На нижних плоскостях крестовины (анода 1 выполнены отверстия 4 для подачи элект ролита, нагнетаемого в полость анода 1, в зону обработки, а на боковых стенках прикрёплегы упоры 5 для обрабатываемых деталей 6,- прижимае в 1 к катоду 2 потоком электролита. Упор 5 снабжены выступами, входящими в кольцевые канавки катода 2. Катод 2 . выполнен с возможностью выставки по высоте с целью регулирования величины межэлектродного зазора. Кольцевав ванна 3 наружной стенкой охватывает зону обработки и является радиальным упором для обрабатываемых вращающихся деталей, загрузочная 7 и р грузочная 8 позиции выполнены в виде окон в боковой стенке ванны. Устройство работает следующим образом. Детали 6 подаются через загрузочную позицию 7 на непрерывно вращающийся катод заусенцами, обращенными к катоду. Под действием цент робежных сил детали 6 прижимаются к боковой поверхности ванны 3 и за сче разности скоростей вращения анода 1 и катода 2 к упору 5 на аноде 1. Дет ли 6 вращаются со скоростью вращения анода 1 до разгрузочной позиции 8 куда они попадают за счет центробежных сил. Катод 2 вращается со скорос тью заведомо больщей, чем скорость анода I. Деталь 6 в процессе обработ ки совершает сложное движение: вращение вместе с катодом и вращение во руг собственной оси за счет разности скоростей элементов детали, обращённйх к оси катода и наружной ча Поток электролита, лоступагаций из полости анода 1 под давлением через отверстия 4 в нижней его плоскости, прижимает детали 6 к катоду 2. Во время вращения деталей происходит их электрохимикомеханическая обработка с целью полного снятия заусенцев и притупления острых кромок без изменения геометрии и размеров обрабатываемых деталей. Бес1 онтактная электрохимическая обработка происходит -за счет растворения заусенцев на анодно-поляризованных участках детали, обращенных к катоду-инструменту, в образованном электрическом поле электродами, в проточном электролите. Этим обеспечивается полное снятие заусенцев под током без -приложения значительных механических воздействий на.деталь. Механическая обработка осуществляется за счет разности скоростей вращения детали и катода и разности скоростей движения элементов детали, при этом катодом-инструментом механически удаляется пассивная анодная.пленка на обрабатываемой детали и слабор-астворимые компоненты сплава материала пластин магнитопроводов, что повышает производительность, Непрерывность подачи и съема деталей также обеспечивает повышение производительности , Формула изобретения Устройство для электрокимикомеханической обработки деталей, вращающихся между соосно установленными катодом и анодом в образованном ими электрическом поле в среде электролита, отличающееся тем. ЧТО, с целью повышения производительности обработки, на рабочей поверхности катода выполнены кольцевые канавки с отверс-Гиями для выхода электролита, а анод выполнен в виде полой крестовины, снабженной диэлектрическими упорами, установленными в кольцевые канавки катода, Источники информации, принятые во внимание при экспертизе 1, Авторское свндетеаьство СССР № 311719, кл В 23 Р 1/02, 1970,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для элекрохимической обработки | 1975 |
|
SU607692A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1971 |
|
SU311719A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2243069C1 |
| Станок для электрохимического снятия заусенцев | 1986 |
|
SU1351732A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| Станок для электрохимикомеханическойОбРАбОТКи | 1977 |
|
SU818795A1 |
| Устройство для электрохимического снятия заусенцев | 1981 |
|
SU973275A2 |