Известна автоматическая линия для изготовления изделий из пенополистирола, состоящая из загрузочного устройства, например ковшового элеватора, вибросита для отсеянных гранул необходимого размера, бункеров для гранул, устройства для подвспенивания гранул в виде шнека, снабженного паровой ,рубашкой, и автоматического устройства для формования из гранул готовых моделей.
Время формования готовых изделий в такой линии достаточно большое, что увеличивает весь цикл автоматической линии. , С целью сокращения цикла изготовления моделей и снижения их веса в предлагаемую автоматическую линию после подвспенивателя вмонтированы последовательно накопительный бункер, устройство для сжатия гранул воздухом, выполненное в виде герметичной камеры с загрузочными и разгрузочными окнами, воздуховодом, и дополнительной подвспениватель.
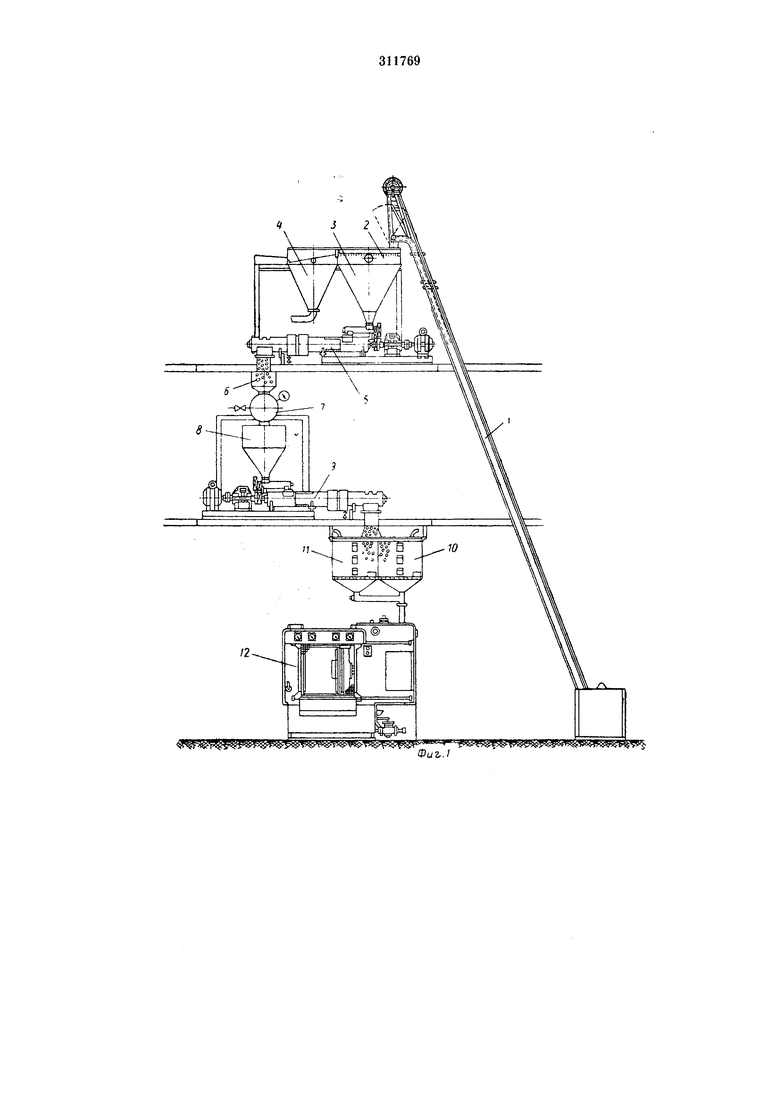
На фиг. 1 показано последовательное расположение узлов автоматической линии; на фиг. 2-устройство для сжатия гранул воздухом.
Автоматическая линия состоит из ковшового элеватора 1, вибросита 2, бункеров , устройства 5 для подвспенивания гранул, накопительного бункера 6, устройства 7 для сжатия гранул воздухом, накопительного бункера 8, второго дополнительного устройства 9 для подвспенивания гранул, бункеров 10 и 11 и автоматического устройства 12 для формования готовых изделий.
Устройство для сжатия гранул воздухом выполнено в виде герметичной камеры 13 с загрузочным 14 и разгрузочным 15 окнами, закрываемыми плотно соответственно шиберами 16 и 17 и воздуховодом 18, защищенным решеткой 19 от попадания в него гранул. Автоматическая линия работает следующим образом.
Исходные гранулы полистирола для вспенивания с помощью ковшового элеватора подаются на вибросито, в котором отсеянные гранулы необходимого размера ссыпаются в бункер 3, а остальные собираются в бункере 4. В устройстве 5 гранулы, перемещаясь с помощью шнека через паровую камеру (на
чертеже не показана), окончательно вспениваются и попадают в накопительный бункер 6 устройства для сжатия гранул воздухом, а затем через накопительный бункер 8-в устройство 9, откуда после созревания поочередно в бункерах W и // попадает в автоматическое устройство 12.
Устройство для сжатия гранул воздухом работает следующим образом. Через окно 14 окончательно вспененные
Окно 14 плотно закрывается шибером 16, и в камеру через воздуховод 18 подается сжатый воздух под давлением до 3 кг/см. Через 15-30 сек давление воздуха сбрасывается, окно 15 с помощью шибера 17 открывается, и сжатые гранулы выгружаются в бункер 8 дополнительного подвспенивателя 9. В автоматической линии после вибросита гранулы перемещаются от агрегата к агрегату за счет собственного веса.
Включение в автоматическую линию накопительного бункера, устройства для сжатия гранул воздухом и дополнительного устройства для подвспенивания гранул позволяет осуществить в первом подвспенивателе окончательное вспенивание гранул, которые после сжатия воздухом в герметичной камере нагревают во втором подвспенивателе до получения необходимого насыпного веса. При этом окончательно сформированная в первом подвспенивателе ячеистая структура гранул при сжатии воздухом сминается и в дальнейшем при нагреве до получения необходимого насыпного веса и формовании готовых моделей в гранулах происходит только распрямление готовой ячеистой структуры, а не ее образование. Это позволяет сократить в несколько раз время формования в автоматическом устройстве готовых литейных моделей и этим сократить общий производительный цикл автоматической линии, одновременно снизив вес литейных моделей, что приводит к улучшению процесса их газификации в форме при заливке жидкого металла и повышению качества отливок.
Предмет изобретения
Автоматическая линия для изготовления газифицируемых литейных моделей, состоящая из загрузочного устройства, например ковшового элеватора, вибросита, бункера
для исходных гранул, устройства для подвспенивания гранул, бункеров для созревания подвспененных гранул и автоматического устройства для формования из гранул готовых моделей, отличающаяся тем, что, с целью
сокращения цикла изготовления моделей и снижения их веса, в автоматическую линию после устройства для подвспенивания гранул вмонтированы последовательно накопительный бункер, устройство для сжатия гранул
воздухом, выполненное в виде герметичной камеры с загрузочными и разгрузочными окнами, воздуховодом, и дополнительное устройство для подвспенивания гранул.
Возд/jx
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИСТИРОЛА | 1971 |
|
SU291748A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2014 |
|
RU2609783C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА ИЗ СТЕКЛОБОЯ | 1998 |
|
RU2162825C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |
| Автоматическая линия сушки песка | 1981 |
|
SU986576A1 |
| Технологическая линия производства гранулированного пеностекла | 2016 |
|
RU2642756C1 |
| СТРОИТЕЛЬНЫЙ КИРПИЧ, СПОСОБ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2243178C1 |
| СТРОИТЕЛЬНЫЙ КИРПИЧ, СПОСОБ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2275343C1 |
| Линия для производства компотов из плодов | 1972 |
|
SU523685A1 |
| Установка для получения гранулированных дрожжей | 1986 |
|
SU1437085A1 |