Изобретение относится к отрасли производства строительных материалов, в частности гранулированного пеностекла - пористых шариков, полученных вспениванием при высокой температуре из переработанного боя тарного и строительного стекла, применяемого в качестве эффективного теплоизолирующего материала в различных строительных конструкциях для утепления, например, стен, полов, кровель промышленных и гражданских зданий.
Известна технология изготовления гранулированного пеностекла, изложенная в книге Б. К. Демидовича "Производство и применение пеностекла".- Минск: Наука и техника, 1972, с. 198-201 [1].
Этот способ, принимаемый в качестве прототипа, включает дробление и сушку стекла, весовое дозирование и совместный помол стекла и карбонатного порообразователя в шаровой мельнице, подачу молотой шихты в накопительный бункер, гранулирование шихты на тарельчатом грануляторе, куда в качестве связующего для гранул подают раствор жидкого стекла, отсев мелочи на вибросите. Образовавшиеся гранулы сушат и вспенивают во вращающейся печи с молотым кварцем в качестве разделяющей среды при температуре 780-820oC, гранулы отжигают до температуры 30oC, удаляют разделяющую среду, отожженные гранулы отправляют на склад.
Описанный способ предусматривает использование не стеклобоя, а стекла, специально изготовленного в стекловаренных печах с последующей грануляцией стекломассы, покрытие поверхности гранул температуроустойчивой эмульсией при вторичной грануляции после помола, применение в качестве разделяющей среды порошков: молотого кварца, талька или технического глинозема.
Технической задачей предлагаемого изобретения является создание технологического процесса утилизации не разлагающегося в природе отхода - стеклобоя и получение из него высокоэффективного и долговечного теплоизоляционного материала. Имеется в виду создание высокопроизводительного, комплексно механизированного и непрерывно действующего технологического процесса, начиная с подачи сырья - стеклобоя на переработку и кончая транспортированием гранулированного пеностекла на склад готовой продукции, что позволяет достичь экономии электрической и тепловой энергии, усовершенствовать и упростить способ по сравнению с известным аналогом.
Поставленная техническая задача решается тем, что способ изготовления гранулированного пеностекла на непрерывно действующей технологической линии включает дробление и сушку стеклобоя, весовое дозирование и совместный помол стеклобоя и карбонатного порообразователя в мельницах, подачу молотой шихты в накопительный бункер, гранулирование шихты на тарельчатом грануляторе с орошением ее водным раствором растворимого стекла, сушку гранул, отсев мелочи на вибросите, вспенивание гранул во вращающейся печи вместе с разделяющей средой, содержащей кварц, при температуре 780-820oC, отжиг гранул до температуры 30oC и удаление разделяющей среды. Перед помолом стеклобоя его мойку и сушку осуществляют в моечно-сушильном барабане при температуре 110-120oC. Высушенный стеклобой загружают в бункер запаса. В качестве порообразователя используют смесь доломита с мелом в количестве 4% от массы стекла. Помол смеси ведут до достижения удельной поверхности 3000-5000 см2/г. Гранулы сушат на ленточно-сетчатой сушилке в слое до 100 мм при температуре 400oC до влажности 2% и загружают в бункер запаса гранул. Отсев на вибросите осуществляют непосредственно перед вспениванием гранул во вращающейся печи. В качестве кварца используют речной кварцевый песок, соотношение разделяющей среды и гранул - 1: 1. Гранулы отжигают во вращающейся печи, а отделение гранул от разделяющей среды проводят после отжига.
Способ изготовления гранулированного пеностекла из стеклобоя реализуют на комплексно механизированной непрерывно действующей технологической линии, где все машины, оборудование и агрегаты установлены последовательно и связаны в единую технологическую линию.
На данной технологической линии сырье и полуфабрикаты по мере переработки транспортируют от агрегата к агрегату ленточными, скребковыми, шнековыми конвейерами, ковшовыми элеваторами и пересыпными устройствами.
На чертеже изображена блок-схема технологического процесса на комплексно механизированной технологической линии, построенной на основе предлагаемого способа.
Линия состоит из следующих машин, оборудования и агрегатов, установленных последовательно и взаимосвязанно.
На складе 1 накапливают сырье - стеклобой, который фронтальным погрузчиком 2 периодически загружают в приемный бункер 3, откуда он поступает на измельчитель 4 для разрушения крупных кусков стекла до примерно одинаковых по размеру частиц.
После этого масса стеклобоя через ящичный питатель-дозатор 5 по ленточному конвейеру поступает в моечно-сушильный барабан 6, откуда ленточным конвейером подается в бункер запаса чистого промытого стеклобоя 7, а затем следующим конвейером - на весовой дозатор 8. Отмеренную порцию стеклобоя и отмеренную на другом весовом дозаторе порцию порообразователя ленточным конвейером через поворотную воронку с желобом 9 одновременно загружают в мельницы 10, например, через мельницы периодического действия.
Мельницы системой скребковых конвейеров и ковшового элеватора связаны с бункером запаса тонкомолотой шихты 11, который другим ковшовым элеватором связан с раздаточным бункером тонкомолотой шихты 12.
Оттуда шихта шнековым конвейером подается на тарельчатый гранулятор 13, который формует сырцовые гранулы, передаваемые затем ленточным конвейером на ленточно-сетчатую сушилку 14. Теплогенератор 15, работающий на газе или мазуте, предназначен для нагнетания горючих газов в сушилку.
Сушилка 14 ленточным конвейером связана с бункером запаса сухих сырцовых гранул 16, под которым расположено вибросито 17, предназначенное для отсева образовавшейся мелочи. Далее ленточным контейнером гранулы подают во вращающуюся печь вспенивания (порообразования) 18. В печь 18 непрерывно навстречу массе гранул подают горячие газы, вырабатываемые горелкой 19, способной работать как на газе, так и на мазуте. Печь вспенивания 18 течкой (лотком) соединена с вращающейся печью отжига (закаливания) гранул 20, из которой после отделяющего устройства поток гранул и поток разделяющей среды разные ленточные конвейеры отводят соответственно на склад готовой продукции и в передвижной бункер для возврата в печь вспенивания.
Предлагаемый "Способ изготовления гранулированного пеностекла из стеклобоя" осуществляют следующим образом.
В предлагаемом способе используют стеклобой исключительно экологически чистый, то есть только из тарного, используемого для хранения пищевых продуктов, и строительного стекла, используемого для остекления гражданских и промышленных зданий, поэтому готовая продукция - гранулированное пеностекло - также экологически чиста.
Со склада сырья 1 бой стекла периодически поступает на переработку, и его загружают фронтальным погрузчиком 2 в приемный бункер 3, откуда стеклобой периодически загружают в измельчитель стекла 4 для дробления крупных кусков. Затем массу измельченного стекла через ящичный питатель-дозатор 5 периодически загружают в моечно-сушильный барабан 6, при этом оператор, обслуживающий технологическую линию, вручную удаляет с ленточного конвейера попавшие в массу стеклобоя посторонние предметы, например куски камней, дерева, пластмассы и т.п., чтобы при дальнейшей переработке масса стеклобоя не содержала посторонних примесей.
В первом отсеке моечно-сушильного барабана массу стеклобоя тщательно промывают струями воды, а затем во втором отсеке высушивают ее горячими газами при температуре 115oC, поступающими по воздуховоду из ленточно-сетчатой сушилки 14, где они уже отработали при сушке гранул.
В моечно-сушильном барабане 6 шлам и грязная вода тщательно отделяются от промытого стеклобоя, который по ленточному конвейеру поступает в бункер запаса чистого стеклобоя 7, при этом магнитный сепаратор, установленный над ленточным конвейером, подают в мельницы 10, одновременно добавляя на конвейер отмеренную порцию порообразователя - смеси доломита с мелом (до 4% от массы стекла).
В каждую мельницу стеклобой с порообразователем загружают через поворотную воронку с желобом 9. В мельницах масса стеклобоя вместе с порообразователем тщательно измельчается и перемешивается. Получается тонкомолотая шихта с удельной поверхностью 4000 см2/г.
Из мельниц шихту скребковым конвейером и ковшовым элеватором перемещают в бункер запаса шихты 11, из которого ковшовым элеватором шихту загружают в раздаточный бункер 12, связанный шнековым конвейером с основным формирующим агрегатом - тарельчатым гранулятором 13, на который непрерывно подается шихта, при этом ее через форсунки орошают водным раствором связующей добавки - растворимого стекла, - улучшающей формование гранул.
Сформованные гранулы из гранулятора непрерывно пересыпаются на ленточный конвейер, а с него - на ленточно-сетчатую сушилку 14 слоем около 100 мм.
Перпендикулярно направлению движения гранул в сушилку из теплогенератора 15 непрерывно нагнетают горячие газы с температурой 400oC. На выходе из сушилки гранулы достигают минимальной влажности - около 2%. Ленточный конвейер доставляет их в бункер запаса сухих сырцовых гранул 16.
Из бункера 16 сухие гранулы непрерывно высыпаются на вибросито 17 для отсева осколков и очень мелких гранул, которые отправляют обратно на гранулятор для повторного использования. Гранулы, по размеру соответствующие техническим условиям, затем по ленточному конвейеру и ковшовому элеватору направляются в печь вспенивания 18.
Одновременно по этому конвейеру в печь вспенивания загружают в заданной пропорции, например 1:1, разделяющую среду - немолотый речной кварцевый песок. Во вращающейся печи 18 смесь нагревается горячим газом, поступающим ей навстречу из горелки 19, до 800oC.
По мере нагревания гранул до температуры пиропластического размягчения стекла и выделения из порообразователя газа CO2 происходит вспенивание гранул, которые в результате значительно увеличиваются в объеме. Кварцевый песок предохраняет гранулы от слипания друг с другом и с футеровкой печи.
Вспененные гранулы вместе с разделяющей средой постепенно по течке (лотку) пересыпаются из вращающейся печи вспенивания 18 во вращающуюся печь отжига гранул 20, в которой они остывают до 30oC в течение заданного времени - 2 часов, без растрескивания.
От печи отжига 20 разделенные потоки гранул и разделяющей среды два ленточных конвейера отводят соответственно на склад готовой продукции 21 и в передвижной бункер для возврата на ленточный конвейер, питающий печь вспенивания 18.
В предлагаемом способе в отличие от аналога существенно усовершенствованы следующие операции и использованы новые более дешевые и доступные материалы:
- мойку и сушку стеклобоя производят одновременно в одном моечно-сушильном барабане,
- в качестве порообразователя используют смесь доломита с мелом,
- сушку сырых гранул производят не в барабанном грануляторе-сушилке в пересыпающемся слое, а в ленточно-сетчатой сушилке, гранулы в процессе сушки неподвижны, поэтому меньше разрушатся и приобретают большую прочность,
- при вспенивании гранул в печи в качестве разделяющей среды вместо более дорогих глинозема, талька и молотого кварца используется немолотый речной кварцевый песок,
- в процессе отжига гранул во вращающейся печи проводят удлиненный цикл их постепенного и естественного остывания в течение 2 часов до температуры 30oC,
- в печи отжига гранул используют простое и эффективное устройство, отделяющее отожженные гранулы от разделяющейся среды,
- на технологической линии изготовления гранулированного пеностекла используют три бункера запаса: чистого стеклобоя, тонкомолотой шихты и сухих сырцовых гранул, что обеспечивает непрерывность всего технологического процесса при профилактических или аварийных остановках того или иного агрегата.
Предлагаемый способ изготовления гранулированного пеностекла из стеклобоя освоен в производственных условиях, на его основе построена и запущена в работу комплексно механизированная непрерывно действующая линия в цехе производства строительных материалов ОАО "Омский бекон".
Производство гранулированного пеностекла имеет непрерывный цикл работы, производительность линии - 16 кубометров в сутки.
Предлагаемый способ обеспечивает стабильно хорошее качество продукции.
Продукция соответствует ТУ 5914-001 00643867-94, экологически чистая и характеризуется следующими данными:
Насыпная плотность - 180-210 кг/м3
Предел прочности при сжатии - 3-10 кгс/см2
Водопоглощение по массе - 5 - 15%
Размер гранул:
минимальный - 5 мм
максимальный - 40 мм
Морозостойкость по потере массы после 15 циклов - 5,0 - 6,9%
Теплопроводность в насыпном состоянии (при 20oC) - 0,06 - 0,068 Вт/(м·oC).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОСТЕКЛОКЕРАМИКИ | 2006 |
|
RU2374191C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2014 |
|
RU2609783C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2005 |
|
RU2294902C1 |
| Технологическая линия производства гранулированного пеностекла | 2016 |
|
RU2642756C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСИЛИКАТА - ПЕНОСИЛИКАТНОГО ГРАВИЯ | 2005 |
|
RU2291126C9 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННЫХ ПОРИСТЫХ МАТЕРИАЛОВ | 2005 |
|
RU2302390C2 |
| Шихта для изготовления стеклокерамического пропанта | 2021 |
|
RU2763562C1 |
| ОБЪЕДИНЕННАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ ПО ПРОИЗВОДСТВУ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА, ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА И НЕОРГАНИЧЕСКОГО ГРАНУЛИРОВАННОГО ПЕНОМАТЕРИАЛА | 2014 |
|
RU2563867C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСИЛИКАТА PENOSTEK | 2009 |
|
RU2424997C2 |
Изобретение относится к отрасли производства строительных материалов, в частности гранулированного пеностекла, применяемого в качестве эффективного теплоизолирующего материала в различных строительных конструкциях для утепления, например, стен, полов, кровель промышленных и гражданских зданий. Способ приготовления гранулированного пеностекла на непрерывно действующей технологической линии включает дробление стеклобоя, его мойку и сушку в моечно-сушильном барабане при температуре 110 - 120°С, весовое дозирование и совместный помол стеклобоя и порообразователя: смеси мела с доломитом (4% от массы стекла) до достижения удельной поверхности 3000 - 5000 см2/г, гранулирование шихты на тарельчатом грануляторе с водным раствором жидкого стекла, сушку гранул на ленточно-сетчатой сушилке в слое до 100 мм при температуре 400°С до влажности 2%, отсев мелочи на вибросите, вспенивание гранул во вращающейся печи с речным кварцевым песком в качестве разделяющей среды при температуре 780 - 820°С, отжиг гранул во вращающейся печи до температуры 30°С и отделение гранул от разделяющей среды. Технический результат изобретения - утилизация стеклобоя с получением высокоэффективного теплоизоляционного материала, упрощение способа производства пеностекла, экономия энергии. 1 ил.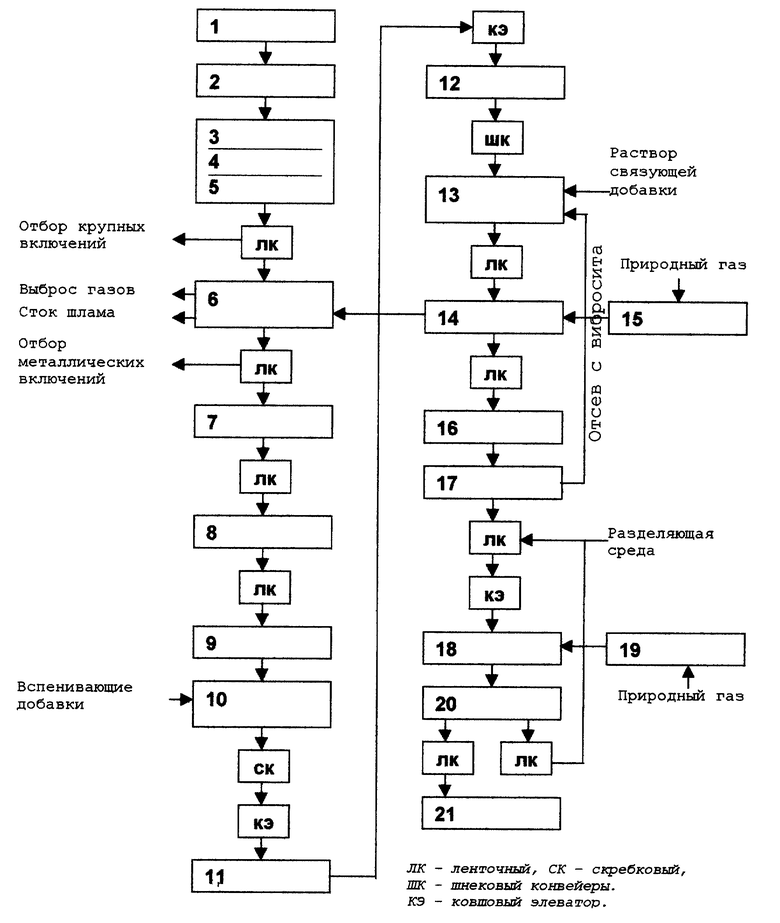
Способ изготовления гранулированного пеностекла на непрерывно действующей технологической линии, включающей дробление и сушку стеклобоя, весовое дозирование и совместный помол стеклобоя и карбонатного порообразования в мельницах, подачу молотой шихты в накопительный бункер, гранулирование шихты на тарельчатом грануляторе с орошением ее водным раствором растворимого стекла, сушку гранул, отсев мелочи на вибросите, вспенивание гранул во вращающейся печи вместе с разделяющей средой, содержащей кварц, при температуре 780 - 820oC, отжиг гранул до температуры 30oC и удаление разделяющей среды, отличающийся тем, что перед помолом осуществляют мойку и сушку стеклобоя в моечно-сушильном барабане при температуре 110 - 120oC, высушенный стеклобой загружают в бункер запаса, в качестве порообразователя используют смесь доломита в количестве 4% от массы стекла, помол смеси ведут до достижения удельной поверхности 3000 - 5000 см2/г, гранулы сушат на ленточно-сетчатой сушилке в слое до 100 мм при температуре 400oC до влажности 2% и загружают в бункер запаса гранул, отсев на вибросите осуществляют непосредственно перед вспениванием гранул во вращающейся печи, в качестве кварца используют речной кварцевый песок, соотношение разделяющей среды и гранул 1:1, гранулы отжигают во вращающейся печи, а отделение гранул от разделяющей среды проводят после отжига.
| ДЕМИДОВИЧ Б.К | |||
| Производство и применение пеностекла | |||
| - Минск: Наука и техника, 1972, с.198-201, 12, 40, 50 | |||
| Способ изготовления пористых стеклянных шариков | 1978 |
|
SU1009275A3 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2109700C1 |
| Способ получения хинолизиноновых соединений или их солей | 1985 |
|
SU1496635A3 |
| US 4332907 А, 01.06.1982 | |||
| УСТРОЙСТВО для ГЕРМЕТИЗАЦИИ ПОЛЫХ ИЗДЕЛИЙ | 0 |
|
SU167658A1 |
| СМИРНОВА Л.Б | |||
| Гранулированное пеностекло из боя стекла | |||
| Ж | |||
| Стекло и керамика, 1990, N 12, с.22 | |||

