В известном устройстве для получения высокообъемных нитей, содержащем напрессовывающие диски и камеру термофиксации, за счет сил трения нити увлекаются дисками, проходят между ними и напрессовываются в камеру, где гофрируются и подвергаются тепловой обработке. При этом возможно заклинивание отдельных элементарных нитей в местах сопряжения боковой стенки камеры и торцов дисков, что приводит к ухудшению качества высокообъемных нитей.
Для устранения этого недостатка в предлагаемом устройстве в местах сопряжения боковых стенок камеры и торцов дисков установлены отбойные ножи таким образом, что их рабочая поверхность контактирует с поверхностью дисков.
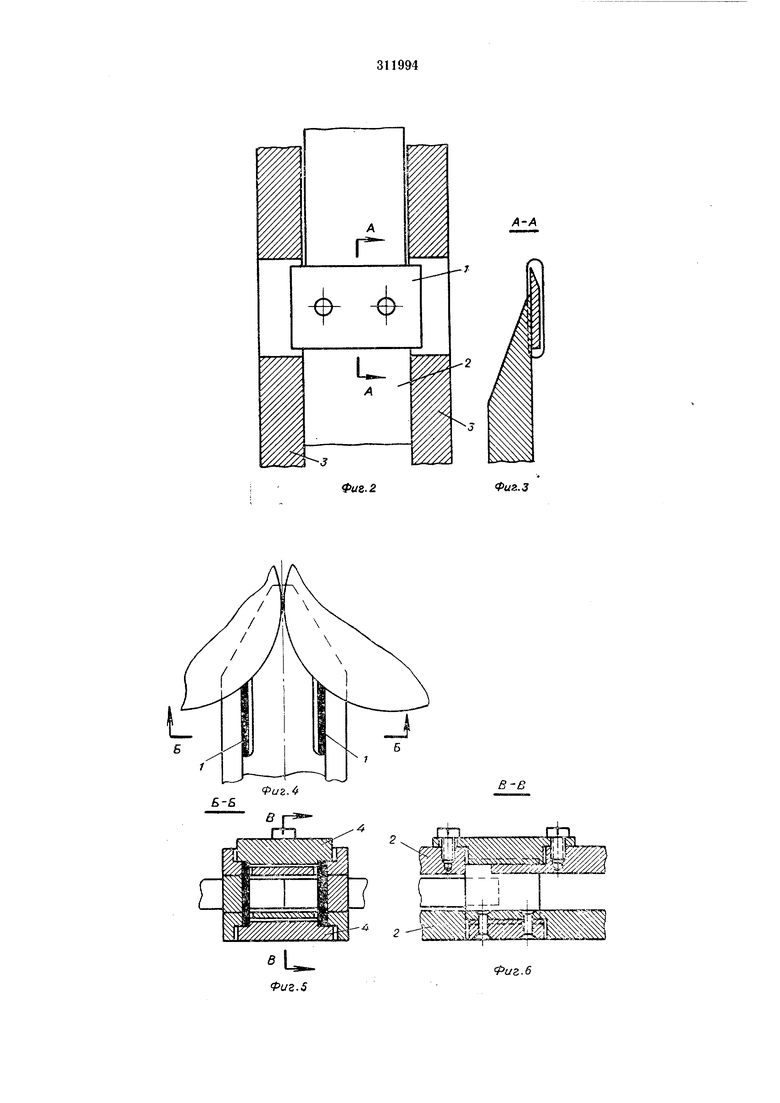
На фиг. 1 изображен отбойный нож; на фиг. 2-то же, вариант конструкции; на фиг. 3-разрез по А-Л на фиг. 2; на фиг. 4- ножи, применяемые в камере с небольшими геометрическими размерами; на фиг. 5-разрез но Б-Б на фиг. 4; на фиг. 6-разрез по В-В на фиг. 5.
Устройство для получения высокообъемных нитей снабжено отбойными ножами 1, прикрепленными к стенкам 2 камеры термофиксации. Верхняя часть ножей отточена и плотно прижата к образующей поверхности напр ессовывающих дисков. Боковые стороны ножей в местах перехода к острой грани выполнены, как указано на фиг. 1.
В варианте исполнения термически обработанные ножи / прикреплены к стенкам 2 камеры в местах сопряжения боковых стенок камеры и торцов дисков. Отбойные ножи шире размеров камеры. Выступающие части ножей размещены в сквозных пазах двух противоположных стенок 3 камеры. Размеры сквозных продольных пазов в стенках 3 выполнены на 1-1,5 мм больше размеров профиля ножа, что исключает заклинивание отдельных элементарных гщтей в местах контактнрования ножей и боковых стенок 3 камеры.
В камерах с небольшими геометрическими размерами, например в приборах для гофрирования одиночных комплексных нитей небольщих толщин, ножи 1 прикреплены к боковым стенкам 2 так, что необходимые зазоры между стенками камеры и отбойными ножами, а также точность установки и фиксация их в заданном положении осуществляются сухариками 4, установленными на боковых стенках камеры с внешней стороны.
Во время напрессовывания исходной нити в камеру элементарные волокна в внде изогнутых петель проникают в зазор между торцами дисков и боковой стенкой камеры. По мере продвижения спрессованной массы нитей
общей массы нитей и, не встречая на пути в зоне гофрирования сужающихся зазоров, свободно продвигаются вдоль камеры.
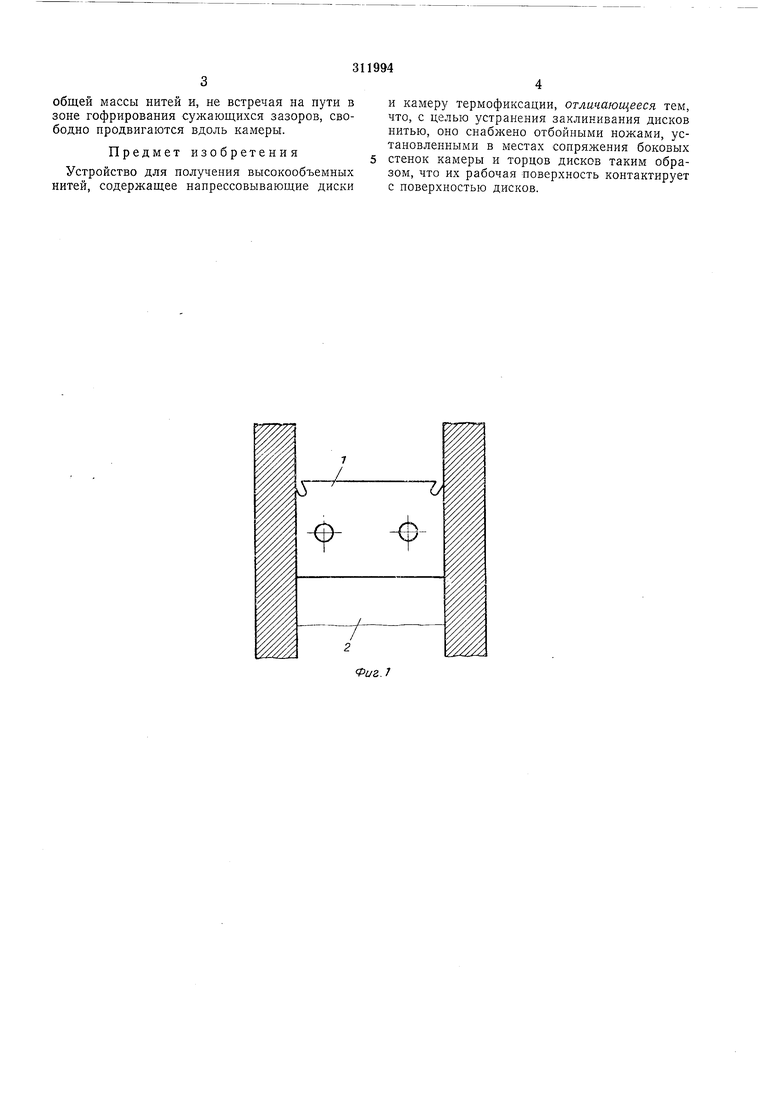
Предмет изобретения
Устройство для получения высокообъемных нитей, содержащее напрессовывающие диски
и камеру термофиксации, отличающееся тем, что, с целью устранения заклинивания дисков нитью, оно снабжено отбойными ножами, установленными в местах сопряжения боковых стенок камеры и торцов дисков таким образом, что их рабочая поверхность контактирует с поверхностью дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ГОФРИРОВАНИЯ ХИМИЧЕСКИХ НИТ и | 1972 |
|
SU344048A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 1992 |
|
RU2008226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| ПАКЕТ КОЛЬЦЕВЫХ ПРУЖИН | 2017 |
|
RU2668759C1 |
| СПОСОБ РЕЗАНИЯ РЕЗИНЫ | 2002 |
|
RU2212331C1 |
| Полуавтомат для контроля герметичности газонаполненных изделий | 1988 |
|
SU1640561A1 |
| ДЕЗИНТЕГРАТОР | 2020 |
|
RU2739425C1 |
| Волокноотделитель | 1990 |
|
SU1747547A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Размольная гарнитура дисковой мельницы | 2016 |
|
RU2652177C2 |
Фиг. 2
А-А
Фиг.з
