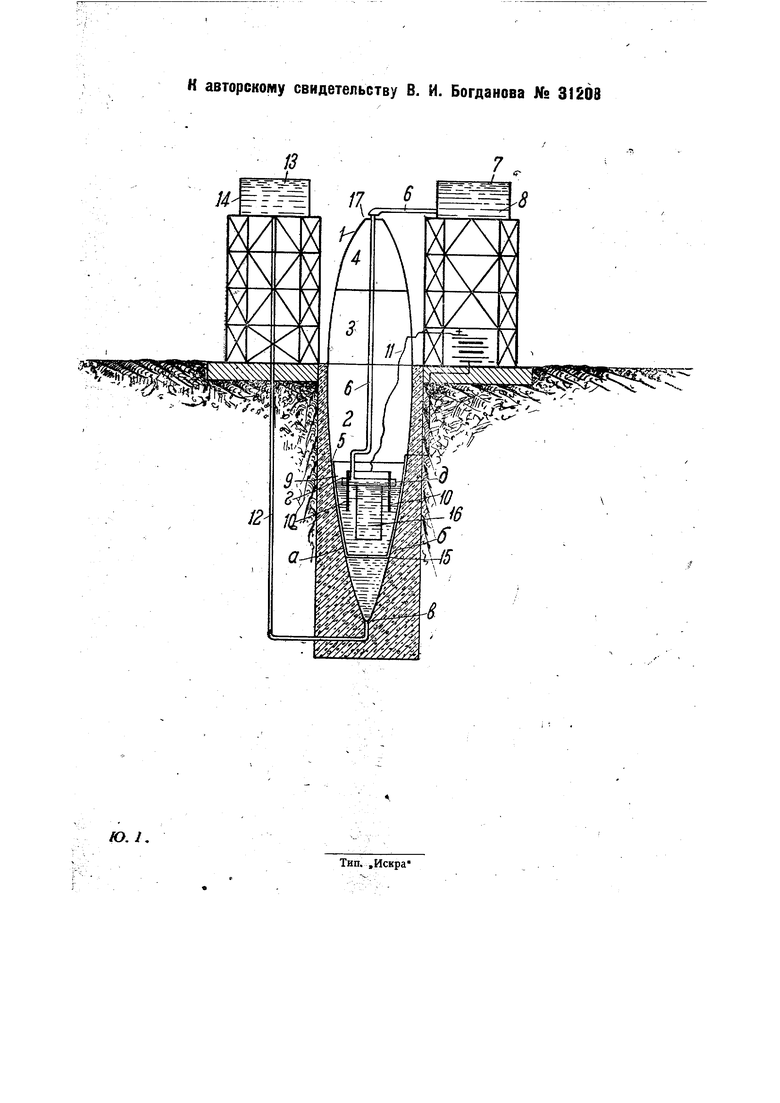
Предлагаемый способ изготовления цельнометаллических корпусов дирижаблей и других предметов состоит в том, что внутрь полой модели впускают электролит и, делая ее катодом, отлагают металл на внутренних стенках модели предмета, снаружи внутрь. Осаждение электролита предлагается производить не рдновременно на всей поверхности модели, а последовательным наращением, для чего электролит перемещается вверх модели при посредстве подаваемой под давлением не проводящей ток жидкости. На чертеже изображено устройство для изготовления цельнометаллического корпуса дирижабля путем осаждения электролита последовательным наращением.
Сог.яасно изобретению, для изготовления цельнометаллических корпусов дирижаблей и других предметов предлагается на стенках 7 пЬлой модели отлагать металл из раствора соответствуюП1их солей 8, впускаемых внутрь модели из бака 7 через трубу 6.
В целях достижения максимальной экономичности при осуществлении способа предназначается следующей устройство. Из подходящего Материала строев
ится модель, состоящая из разъемных частей 2, 3, 4. Стенкам / модели придается форма проектируемого сооружения, например форма внешнего вида дирижабля, и они покрываются слоем 5 проводника электрического тока. Затем через трубу б из бака 7 в модель впускают некоторое количество раствора подлежащей электролизу соли (или солей) 8, а на него опускают разъемный поплавок 9, на котором укреплен металл-электролит 10, соединенный проводом /7 с анодом (-}-) источника тока, катод (-) которого соединен со слоем 5. Этот поплавок 9 имеет изготовленный из непроводника выступ 16, с целью уменьшения объема электролита 8, потребного для заполнения данного отсека до выгодных с технико-экономической точки зрения размеров. Затем пропускают ток. После ТОГО, как на стенках отсека а, б, в отложится нужный слой металла (металлов), через трубу 12 из резервуара 13 в модель впускают определенное количество другой, не проводящей электрический ток и большей по удельному весу, чем электролит 8, жидкости 14, которая займет пространство перед тем заполнявшееся электролитом 5
а последний переместится вверх и заполнит следующий отсек модели /, например, а, б, г, д.
Для того, чтобы исключить возможность смещения жидкостей 8 к 14 или переход | частиц соли из раствора 8 в жидкость 14 между последними помещают изготовленную из подходящего материала непроводника, могущую передвигаться пленку 75.
Таким образом, перемещая вверх от отсека к отсеку (по мере отложения на стенках их нужного количества металла) с помощью жидкости 14 электролит 8, благодаря описанному устройству можно построить нужную цельнометаллическую оболочку ди рижабля (или ино1)о сооружения) с минимальной затратой электроэнергии и потребных для электролиза солей.
Для того же, чтобы построить остов, единый с построенной оболочкой дирижабля или иного из поименованных сооружений, нужно, удалив через трубы 6 и 12 электролит 8 и жидкость 14 и Ьавденив их, в том случае, если оболйчка не выдерживает собственного веса, соответствующим количеством воздуха, прикрепить к внутренней стороне последней изготовленные из подходящего материала формы остова, покрыв остальную часть оболочки слоем какого-либо материала непроводника. Затем продо жать, как описано выше, электролиз. Частицы электролита, отлагаясь на огранй енных формой остова частях о,болочки, создадут единый с ней цельнометаллический остов. Покрытие стенок 7 слоем 5 или формами. остова может 151роизводиться частями, по мере надобности в них, npjji движении электролита 8 и жидкости /4f-вверх.
Жидкость 14 и поплавок 9 могут быть использованы И при последующих доба вочных работах внутри дирижабля, после окончания которых они могут быть удалены через трубу 12 и отверстие 17, а выемка построенного дирижабля, производится по разъединении частей 3 ти 4.
Предмет из о,й р е т е н и я.
1.Способ изготовления цельнометаллических корпусов дирижаблей и других предметов, отличающийся тем, что внутрь полой модели впускают электролит, затем делают ее латодом и отлагают металл на внутренних, имеющих определенную форму Б стенках / модели предмета снаружи внутрь.
2.Форма выполнения приема осуществления способа по п. 1, отличающаяся тем, что осаждение производят не одновременно на всех частях, а последовательным наращением, для чего из резервуара 13 через трубки 72 под давлением впускают не проводящую ток жидкость, которая . и перемещает вверх электролит, будучи отделена от цего специальной, из не проводящего ток материала, пленкой 15.