Изобретение относится к области обработки металлов давлением, в частности к оборудованию кузнечно-штамповочного производства.
Известны скоростные газовые и гидравлические молоты для штамповки с высокими удельными энергиями металлов и сплавов. Эти молоты включают аккумулятор, насос, главный и подъемные цилиндры, рабочий плунжер (гладкий или с винтовой нарезкой), боек (ползун), замкнутую силовую раму, поддерживающую станину, амортизаторы, устройства для поддержания ползуна в верхнем положении и цилиндр выталкивателя. Недостатком таких молотов являются потери энергии в сливной магистрали при ходе вниз на вытеснение жидкости из возвратных (подъемных) цилиндров в тех случаях, когда не предусмотрены устройства для удержания ползуна в верхнем положении. Применяемые механические стопорные устройства для удержания ползуна на весу типа цанговых стопорных устройств, зубчаток и других имеют сложную конструкцию, их использование связано с большими затратами труда при наладках и обслуживании; не исключена возможность случайного срабатывания.
да ползуна. Для этого пресс-молот снабжен устройством для удержания ползуна, выполненным в виде установленного соосно с винтовым плунжером в дополнительном цилиндре
управления поршня с двусторонним штоком, один конец которого посредством шлицев соединен с фиксатором, ввернутым в крышку дополнительного цилиндра, а на другом конце его, входяш,им в гайку, закрепленную в
торце винтового плунжера, выполнена несамотормозящаяся резьба, причем шаг резьбового соединения винтового плунжера с гайкой больше шага соединения винтового плунжера со штоком.
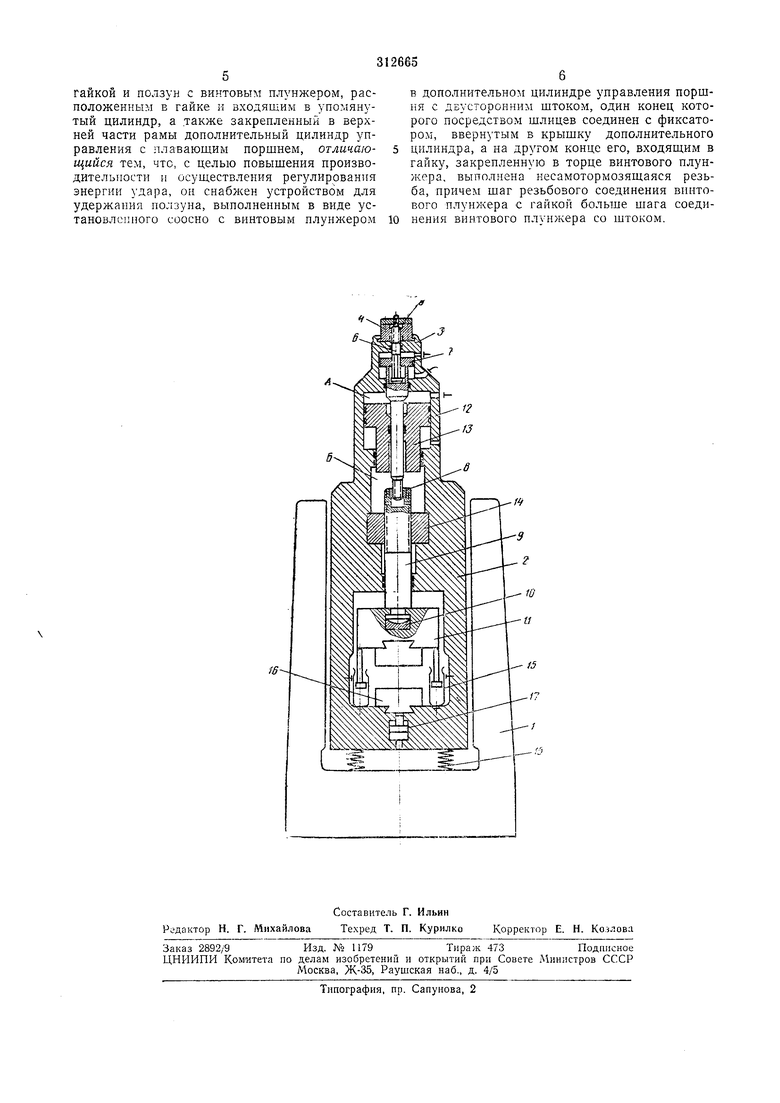
На чертеже представлена конструкция скоростного пресса-молота.
Пресс-молот содержит станину 1, силовую раму 2, цилиндр 3 управления с гайкой 4, шайбой 5 и фиксатором 6, который через шлицевое соединение связан со штоком 7, причем нижний конец штока 7 через гайку 8 ввинчен в плунжер 9, соединенный через шаровую пяту 10 с верхним бойком (ползуном) 11. Кроаме того, пресс-молот содержит цилиндр-аккумулятор 12, внутри которого перемещается поршень-разделитель 13, гайку 14, возвратные цилиндры 15, нилсний боек 16, выталкиватель 17 -л амортизаторы 18.
Перед совершением рабочего хода ползуна 11 в штоковую полость цилиндра 3 подается жидкость высокого давления от насоса (на чертеже не показан). Штоки возвратных цилиндров 15 опускаются. Так как шток 7 удерживается в верхнем положении под действием силы давления жидкости и винтовое соединение шток 7 - гайка 8 имеет шаг резьбы меньше, чем винтовое соединение плунжер 9-гайка 8, то плунжеру 9 за один угол поворота необходимо переместиться в гайке 8 на большее расстояние, чем за тот же угол поворота гайки 8 относительно штока 7. Следовательно, для того чтобы плунжер 9 врашался и перемеш ался относительно гайки 8, перемешение штока 7 должно составлять
е „ - -р.
i,
где S - перемещение штока 7;
h - шаг резьбы соединения плунжер 9 -
гайка 8; h-i - шаг резьбы соединения плунжер 9 -
шток 7; Ф - угол поворота плунжера 9.
Так как выталкиватель 17 поступательного и врашательного движения не имеет, то не имеет такого движения плунжер 9, и ползун удерл ивается на весу.
Для совершения хода вниз ползуна 11 из штоковой полости цилиндра 3 жидкость удаляется на слив через сливной клапан (на чертеже не показан), а поршневая полость цилиндра 3 соединяется с насосом. Шток 7 и плунжер 9 получают . возможность перемешаться вниз. Под действием газа высокого давления, находяшегося в полости А, и под действием жидкости высокого давления в -полости Б начинают перемеш,аться вниз поршеньразделитель 13 и рабочий винтовой плунжер 9. При этом плунжер 9 свинчивается со штока 7 без всякой силовой нагрузки (они находятся в зацеплении только в самый начальный момент разгона). После того как плунжер свинтился со штока, последний останавливается, дойдя до упора фиксатора 6, а плунжер продолжает разгоняться на свободном пути разгона и приобретает необходимую для штамповки кинетическую энергию поступательного и врашательного движения.
С момента начала движения поршня 13 под действием реактивной силы на верхнюю крышку цилиндра 12 вся рама 2 начинает перемешаться вверх в направляющих станины / и, участвуя во встречном , также приобретает кинетическую энергию, необходимую для штамповки заготовки.
Во время встречного удара вся приобретенная системой пресс-молота кинетическая энергия переходит в работу пластического деформирования заготовки.
насоса подается л идкость высокого давлений. Под действием цилиндров 15 ползун 7/ и плунжер 9 поднимаются вверх, сжимая жидкость в полости Б, и поднимают поршень-разделитель 13, сжимая газ в полости А. Шток 7 находится в нижнем положении на определенной высоте и с таким углом разворота, что плунжер 9, подходя к нему и вращаясь, начинает на пего навинчиваться. Так как шаг реьбы у плунлсера 9 и гайки 8 больше, чем у гайки 8 и штока 7, то, навинчиваясь на шток 7, нлунжер 9 одновременно поднимает его в исходное положение до упора в фиксатор 6.
Штоковая полость цилиндра 3 при этом соединена со сливом, а поршневая полость находится под давлением от насоса. После того как шток 7 остановился, дойдя до упора в фиксатор 6, в штоковую полость цилиндра 3 подается давление, а поршневая полость соединяется со сливом.
Штоки цилиндров 15 опускаются, выталкиватель 17 выталкивает заготовку из штампа и опускается в исходное нижнее пололсение. Цикл повторяется вновь.
Регулирование энергии удара, необходимое при наладке, может осуществляться двумя способами: изменением давления газа в полости А и удлинением хода разгона.
Регулирование хода разгона осуществляется осевым перемещением фиксатора 6, что приводит к изменению верхнего и нижнего полол :ений штока 7. Кроме того, необходимо обеспечить условие, при котором шток 7, находясь в нижнем положении, был бы развернут таким образом, чтобы обеспечивалось навинчивание гайки 8 плунлсера 9 на шток 7. Для этого ползун 11 и плунжер 9 поднимаются цилиндрами 15. Шток 7 находится в нижнем положении и свинчивается с гайкой 8. Гайка 8 и стопорная шайба 5 освобождаются от закрепления к цилиндру 3. Для увеличения хода разгона вращением гайки 4 фиксатор 6 поднимается на величину возрастания хода разгона. Затем фиксатор и гайка стопорятся шайбой 5. Поршневая и штоковая полости цилиндра 5 соединяются со сливом. Под действием цилиндров 15 ползун 11 и вместе с ним нлунжер 9 и шток 7, вращаясь, поднимаются до упора в фиксатор 6, после чего гайка 4 и шайба 5 крепятся в крышке цилиндра 3.
Для того чтобы уменьшить хода разгона в поршневую полость цилиндра 3 подается жидкость высокого давления. Цилиндры 15 опускаются на величину уменьшения хода разгона, и вместе с ними опускаются, вращаясь, ползун 11, плунл ер 9 и шток 7. Вращением гайки 4 фиксатор 6 опускается до упора. Гайка 4 и шайба 5 крепятся к крышке цилиндра 5.
Предмет изобретения
гайкой и ползун с винтовым плунжером, расположенным в гайке и входящим в упомянутый цилиндр, а также закрепленный в верхней части рамы дополнительный цилиндр управления с плавающим порщнем, отличающийся тем, что, с целью повышения производительности и осуществления регулирования энергии удара, он снабжен устройством для удержания ползуна, выполненным в виде установленного соосно с винтовым плунжером
в дополнительном цилиндре уцравления поршня с ДБусгоронним штоком, один конец которого посредством шлицев соединен с фиксатором, ввернутым в крышку дополнительного цилиндра, а на другом конце его, входящим в гайку, закрепленную в торце винтового плунжера, выполнена несамотормозящаяся резьба, причем шаг резьбового соединения винтового плунжера с гайкой больше шага соединения винтового плунжера со штоком.

| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU375206A1 |
| ВИНТОВОЙ ПРЕСС С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 1971 |
|
SU305735A1 |
| ВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU361104A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1972 |
|
SU349592A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU321413A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU302161A1 |
| ИМПУЛЬСНЫЙ ПРЕСС-МОЛОТ | 1973 |
|
SU381451A1 |
| ГИДРАВЛИЧЕСКИЙ ВИНТОВОЙ ПРЕСС-МОЛОТ | 1972 |
|
SU323181A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU292727A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU397256A1 |