Предложенный способ может быть иснользован в области сооружения трубояроводов, работающих под давлением до 200 атм, ,и может быть осуществлен в полевых условиях при -сооружении трубопроводов на нефтепромыслах, на нефтеперерабатывающих н химических заводах, а также в других отраслях народного хозяйства.
Известны способы соединения труб посредством устанавливаемой между нимщ переходной муфты, при котором ее приклеивают К концам соединяемых труб.
Предлагаемый способ соединения труб отличается от известных тем, что муфту берут диаметром несколько большим диаметров концов труб, зазор между муфтой и трубами заполняют клеем, после чего участки муфты, ;надетые на концы труб, пластически деформируют, обеспечивая натяг, в соответствии с необход1имым усил-ием обжатия клеевого слоя концов соединяемых труб.
При таком способе повышается прочность соединения, в особенности труб с внутренним полимерным покрытием.
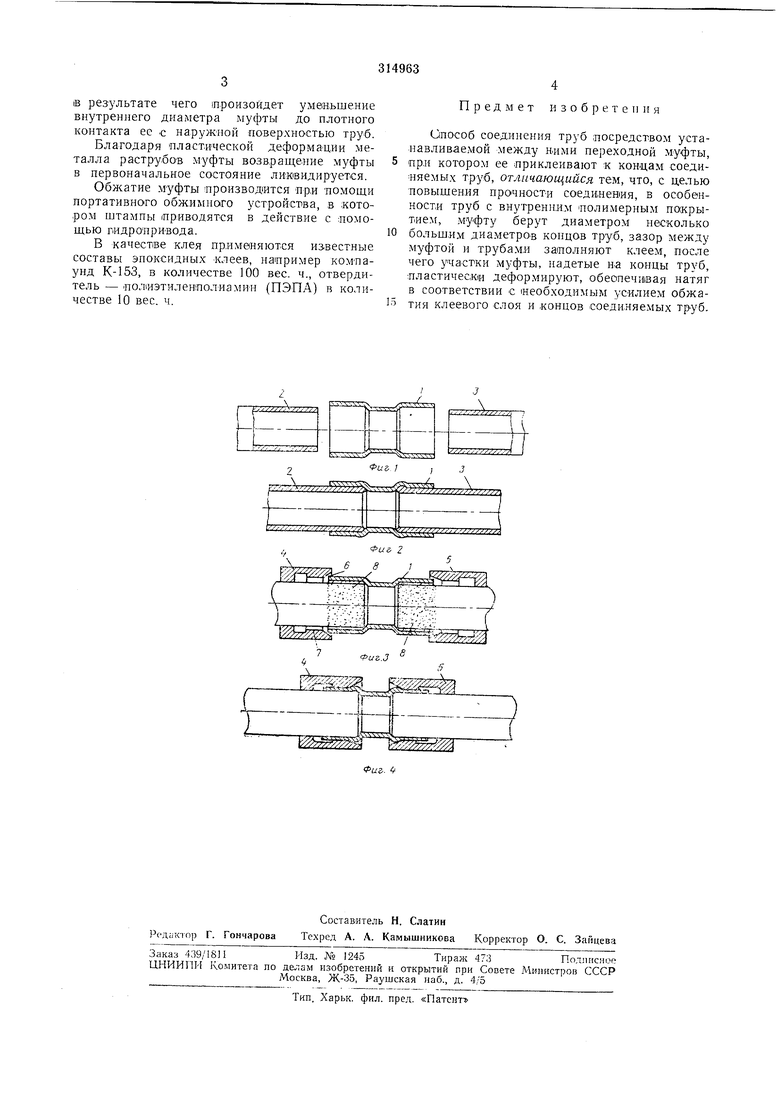
Описьшаемый способ поясняется фиг. 1-4, где на фиг. 1 изображен разрез муфты .и частичное поперечное сечение соединяемых конЦ01В труб; на фиг. 2 показаны обжимные штампы в положении перед выполнением операции обжатия; на фиг. 3 показаны штамиы в конце вынолнен.ия операции обжатия; на фиг. 4 - соединенные трубы.
Берется муфта / с внутренним диаметром несколько большим диаметров концов труб 2 и 3 на величину наибольшего отклонения на внешний диаметр труб. Внутренняя поверхность муфты / л наружные поверхности концов труб 2 ai 3 очищаются от ржавчины, обезжириваются растворителем .и неиосредственно перед операцией соединения на них наносится клей кистью или штамнелем, либо при ПОМОЩ1И снениального механизированного приопособлания так, чтобы зазор между муфтой и трубами заполнился клеем. После этого
участки муфты, надетые на концы труб, пластически деформируют при помощи обжимного штампа, состояшего ИЗ двух колец 4 и 5, ;имеющ1их заходпую часть, вьтолненную в виде конуса 6, и калибрующую часть 7, внутренний диаметр которой меньше внешнего диаметра муфты / на величину несколько большую зазора между трубой и раструбом муфты /, что обеспечивает получение натяга в соединении после обжатия.
При перемещении обжимного И1тампа в осевом направлении клей S будет выдавливаться 3 зазор между трубой и муфтой на торцы труб 2, 3 и внуреннее покрытие стыка будет завершено, а раструбы муфты / будут
IB результате чего произойдет уменьшение внутреннего диаметра муфты до плотного контакта ее с наружной поверхностью труб.
Благодаря пластической деформации металла раструбов муфты возвращение муфты в первоначальное состояние ликвидируется.
Обжатие муфты производится пр,и помощи портативного обж.имиого устройства, в котором штампы пр.иводятся в действие с ломощью лидронривода.
В качестве клея применяются из.вестные составы эпоксидных клеев, например компаунд К-153, в количестве 100 вес. ч., отвердитель - полиэтилевполиамин (ПЭПА) в количестве 10 вес. ч.
Предмет изобретения
Опособ соединения труб посредством устанавливаемой между ними переходной муфты,
пр.и котором ее приклеивают к концам соединяемых труб, отличающийся тем, что, с целью повышения прочности соединения, в особенности труб с внутренним полимерным покрытием, муфту берут диаметром несколько
большим диаметров концов труб, зазор между муфтой и трубами за1полняют клеем, после чего частки муфты, надетые концы труб, пластически деформируют, обеспечивая натяг в соответствии с необходимым усилием обжатия клеевого слоя и концов соединяемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразъемного соединения труб с внутренним антикоррозионным покрытием | 1987 |
|
SU1613778A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2466324C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ | 2002 |
|
RU2216674C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН В ТОНКОСТЕННЫХ ОБОЛОЧЕЧНЫХ КОНСТРУКЦИЯХ | 2005 |
|
RU2310791C2 |
| СПОСОБ ОБЖАТИЯ КОЛЬЦА | 1995 |
|
RU2113929C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2012 |
|
RU2474752C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2469237C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИОННОГО БИМЕТАЛЛИЧЕСКОГО РАДИАТОРА | 2015 |
|
RU2581750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406911C1 |
Фиг,.
