Предлагаемый автоматический станок предназначается для электродуговой наплавки инструментов, например, твердым порошкообразным сплавом. Для наплавления требуемой площади смежными зигзагообразными слоями сплава применен шаблон, подвижно расположенный на сварочном столе. Означенный шаблон выполнен в виде выреза, имеюш,его очертание наплавляемого контура, в котором может ходить жестко связанный с электродом стержень, управляюш,ий при посредстве реле, контактов и соответствующих передаточных механизмов возвратно- поступательным продольным перемещением электрода и периодическим поперечным передвижением стола. Контакты управления расположены так, чтобы реверсирование хода электрода происходило между моментами пуска в ход и остановкой стола; с этой целью шаблон эластично укреплен в рамке, одна из прокладок которой снабжена пружинящими ползунками и скреплена с рейкой, передающей перемещение шаблона подвижной крышке коробки, в которой расположены кантакты, управляющие движением стола, и другие контакты, управляющие движениями электрода.
Согласно видоизменению изобретения, с целью сохранения постоянной скорости
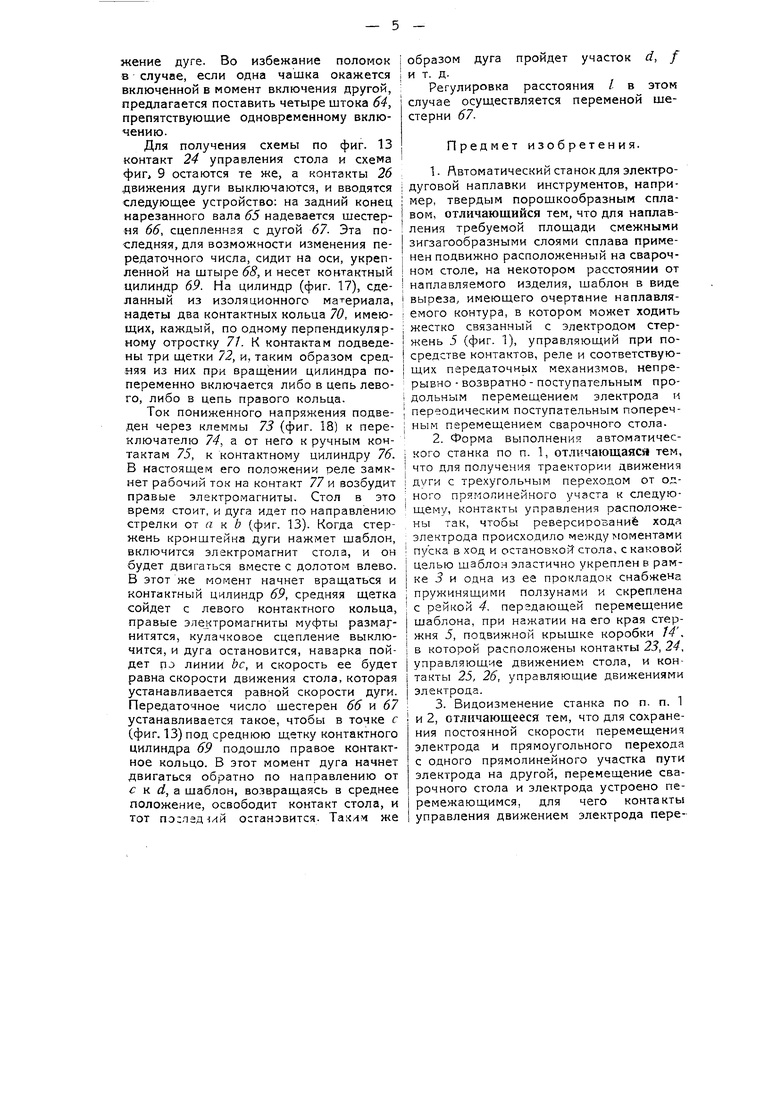
перемещения электрода и прямоугольного перехода с одного прямолинейного участка пути электрода на другой, перемещение стола и электрода устроено перемежающимся, для чего контакты управления движением электрода связаны с валом стола так, чтобы остановка и реверсирование движения электрода происходило при пуске вход и остановке стола. Для этой цели применен переключатель барабанного типа, связанный помощью реле, контактных щеток и колец с электромагнитной муфтой реверсирующего механизма.
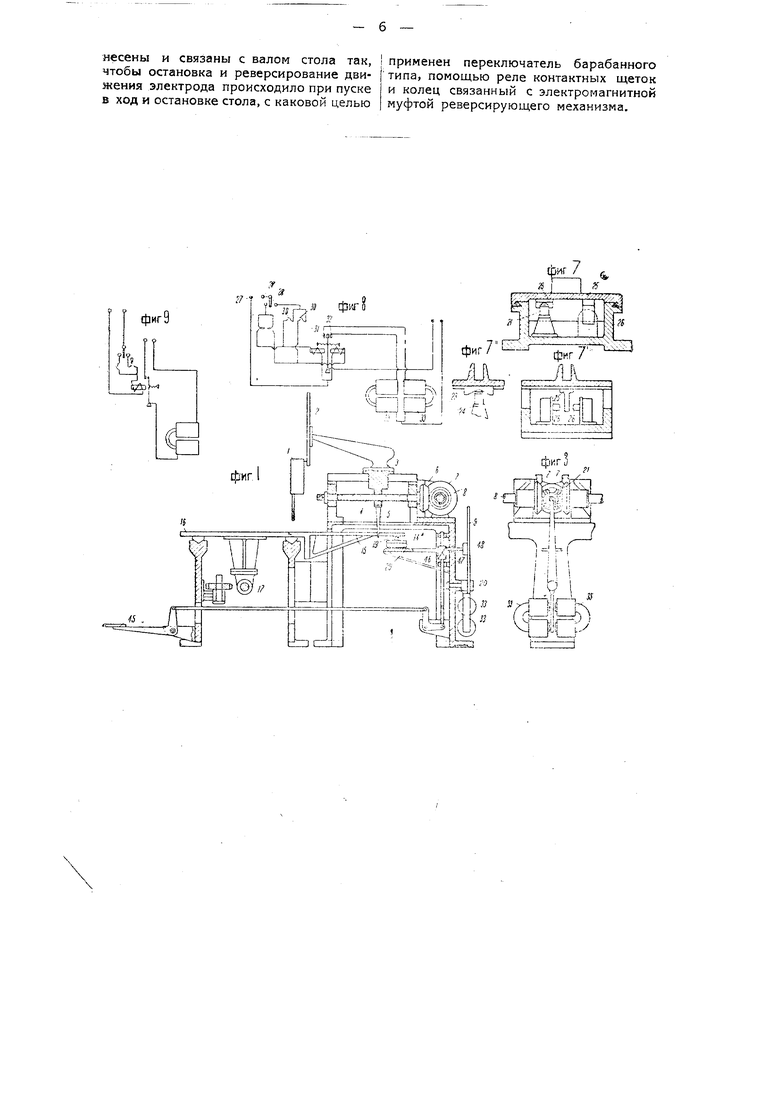
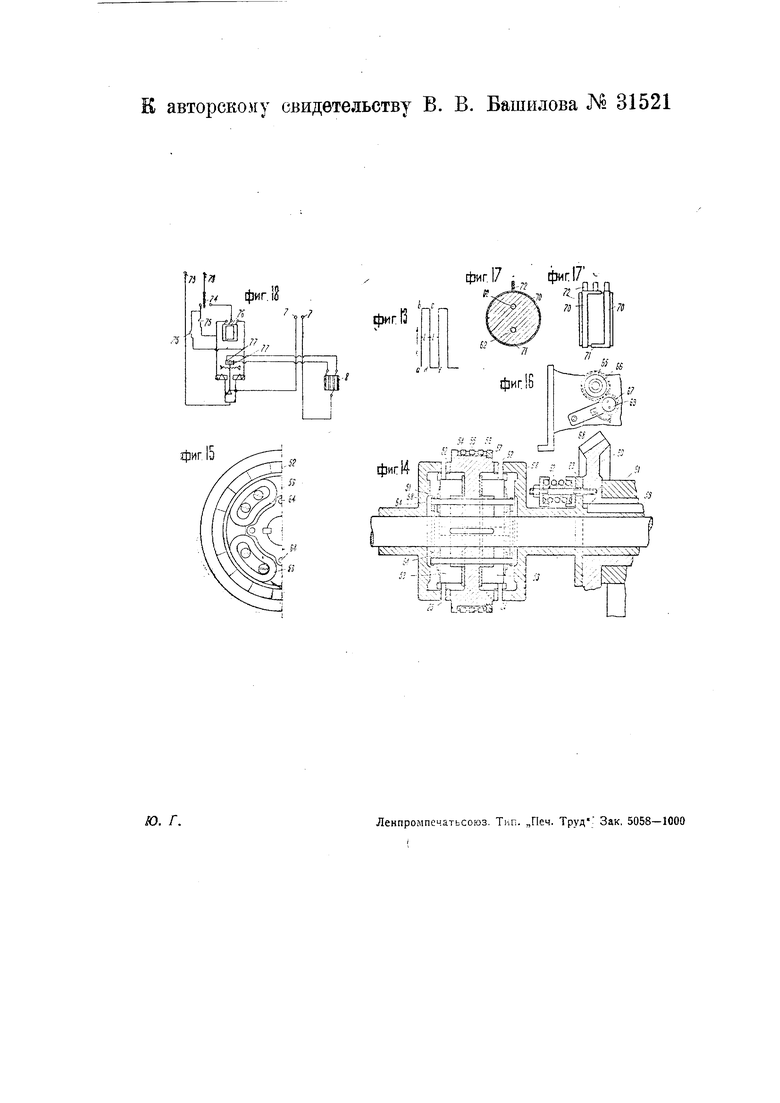
На чертеже фиг. 1 изображает вертикальный разрез станка; фиг. 2-вид его сверху; фиг. 3-вид его сбоку; фиг. 4, 4 - рамку для укрепления шаблона; фиг. 5-вертикальный разрез пружинного устройства ползунов рамки для укрепления шаблона; фиг. 6-то же, вид сверху; фиг. 7, 7, 7 -детали контактной коробки; фиг. 8 и 9-схемы управления контактами; фиг. 10-деталь; фиг. П-теоретическую траекторию, которую опишет вольтова дуга на навариваемой поверхности; фиг. 12-схему скоростей движения дуги и стола; фиг. 13-другую траекторию, которую опишет вольтова дуга на навариваемой поверхности; фиг. 14-продольный разрез электромагнитной кулачковой муфты; фиг. 15-то же, поперечный разрез; фиг, 16, 17 и 17-переключатель барабанного типа; фиг. 18-схему.
Стол 16 (фиг. 1), на который укладывается в определенном положении предмет, подлежащий наплавке, может перемещаться в горизонтальной плоскости при пдмощи нарезанного вала и гайки в кронштейне стола. В плоскости, перпендикулярной к оси стола, имеет переменно-возвратное движение электрическая автоматически регулируемая дуга 7.
Эти движения осуществляются следующим образом. Вращение приводного шкива 13 (фиг. 2) через коробку скоростей 14 передается главному валу 8. На этот вал насажены две конические шестерни 7 с кулачками и между ними на шпонке кулачковая муфта 2/ (фиг. 3), перемещаясь по валу при помощи рычага 9, благодаря чему она может быть сцеплена с той или другой конической шестеренкой и заставить их вращаться вместе с валом..Эти шестеренки, в свою очередь, находятся в постоянном сцеплении с шестерней 6, прочно насаженной на нарезанную рейку при помощи гайки, заставляющей ползун с рамкой 3 передвигаться вправо или влево, в зависимости от того, которая из конических шестерен 7 сцеплена кулачковой муфтой с главным валом 8. Кронштейн несет на конце паралле.пь 2, на которой, на желаемой высоте, укреплена автоматически регулируемая вольтова дуга / с угольным или металлическим электродом.
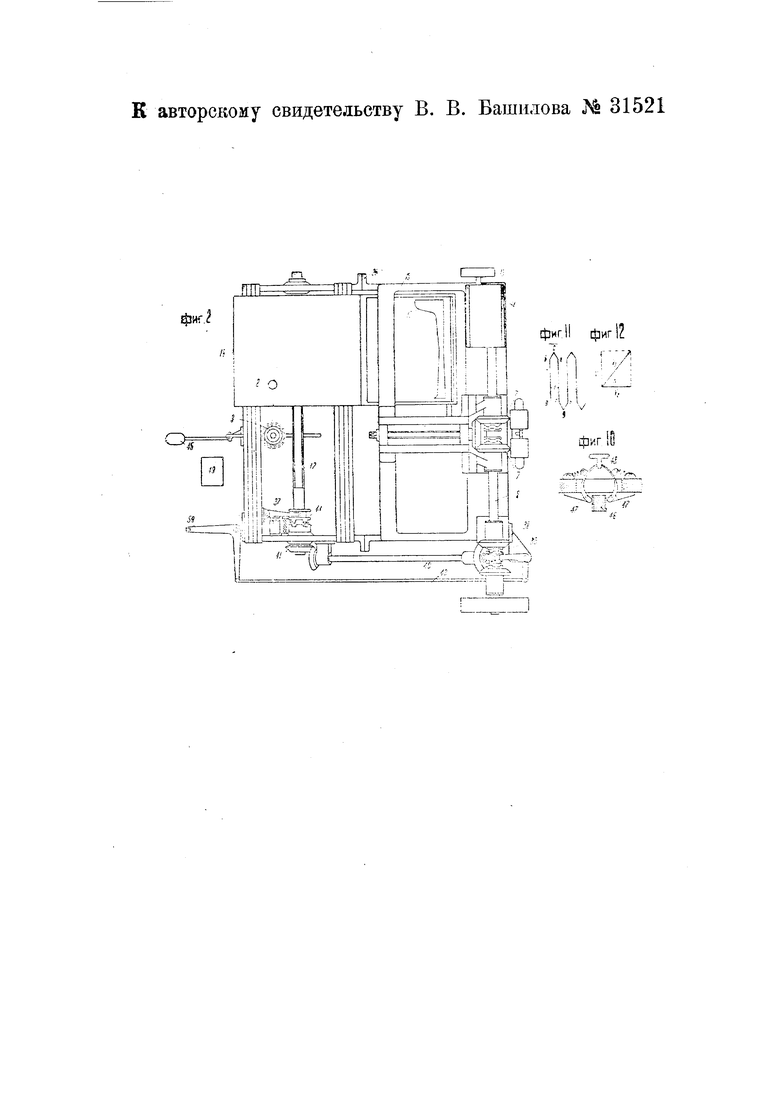
К столу для обрабатываемого предмета прикреплена рамка /5 с шаблоном 12, имеющим вырез, отвечающий контуру навариваемой площади. Рамка 15 (фиг. 4, 4) имеет два ползуна 10 с пружинным устройством (фиг. 5 и б),состоящим в следующем: в прорезе рамки 15, как в параллелях, скользит тело ползуна 10, несущего сверху гребень с круглым отверстием //, надетым на буртик горизонтального валика 13, и имеющий с ним одинаковую толщину. Валик проходит через стойки 7i и крепится гайками, при помощи коих он может быть передвинут вправо или влево.
На гребень ползуна действуют с обеих сторон две пружины, которые стремятся держать его в таком положении, чтобы гребень совпадал с буртиком валика. Снизу к двум таким ползунам прикреплена имеющая тавровый профиль рейка 19 (фиг. 4, 4). На той же рамке установлены еще два подобных же ползуна 20, но без пружинного устройства, и к ним также прикреплена рейка 22 прямоугольного сечения.
Для получения траектории движения дуги с трехугольным .переходом от одного прямолинейного участка к следующему, контакты управления расположены так, чтобы реверсирование хода электрода проис ходило между моментами пуска в ход и остановкой стола, с каковой целью шаблон /2 укрепляется эластично на рейках 19 и 22.
Кронштейн дуги снизу несет на себе стержень 5, прикрепленный на пружинном шарнире так, что он может отклоняться в плоскости, перпендикулярной чертежу, и возвращаться в вертикальное положение. Стержень 5, при посредстве контактов, реле и соответствующих передаточных механизмов, управляет непрерывно-возвратно-поступательным продольным перемещением электрода и периодическим поперечным передвижением сварочного стола /6. Этот стержень входит внутрь выреза шаблона /2, и когда вместе с дугой подходит к его краям,то увлекает за собой шаблон, а с ним и тавровую рейку 19. Вертикальная стенка этой рейки при движении стола, а вместе с ним и шаблонной рамки, скользит в прорезе крышки контактной коробки 14, укрепленной неподвижно на кронштейне 29 (фиг. 1). Детали этой коробки представлены на фиг. 7, Т 1. Как видно из этих фигур, крышка коробки, помимо гребня с прорезом, несет внутри два контакта 23 и 25. При перемещении шаблона под действием стержня 5 кронштейна, а вместе с ним и тавровой рейки 19, крышка коробки (фиг. 7, 7) будет увлекаться этой последней,и контакты 23 и 25 придут в движение, действуя на контакты 24 н 26, из которых первый управляет движением стола, а два последних-движением дуги.
На схеме фиг. 8 изображено действие контакта 25. Пусть к клеммам 27 подведен ток низкого напряжения, и переключатель 28 переведен влево. Тогда при нажатии одного из контактов 26 реле включит либо контакт 31, , либо контакт 32, а они, в свою очередь, включат
в цепь тока высокого напряжения (порядка 1000) левый или правый электромагнит 33.
Если переключатель 28 повернуть вправо, то автоматические контакты 26 будут выключены, и включатся в цепь ручные контакты 30. Для указанных электромагнитов (фиг. 1 и 2) служит рычаг 9, качающийся на оси 20 и перемещающий кулачковую муфту 21. Таким образом, перемещение-щаблона в рамке влево или вправо будет вызывать включение той или другой конической шестерни 7. Помимо этих шестеренок, главный вал несет свободно насаженные конические щестерни 38 и такую же кулачковую муфту 39 (фиг.-2).
При помощи наклонного передаточного валика 40 вращение главного вала передается кулачковой шестерней/, насаженной свободно на валик /7 стола. Посредством ручного рычага 56 и тяги 43 можно сцепить с главным валом одну из шестеренок 38, а, следовательно, заставить шестерню 4J вращаться в ту или другую сторону или же, поставив муфту 39 в среднее положение, разобщить передаточный валик от главного.
На валу J7 стола насажена на шпонке кулачковая муфта 44, которая перемещается по валу под действием электромагнита 37, управляемого контактом 24 по фиг. 9; к клеммам подведен ток низкого напряжения, и при помощи переключателя он подводится к автоматическому контакту 24 или к ручному управлению 35. В обоих случаях, при нажатии контакта, реле замыкает цепь высокого напряжения и возбуждает электромагнит 37, а при этом муфта 44 сцепляется с шестерней 4f, вал /7 начинает вращаться, и стол перемещается в том или ином направлении, в зависимости от того, которая из шестеренок 38 находится в сцеплении с кулачковой муфтой 39.
При замыкании контакта муфта 44, под действием пружины, выходит из зацепления, и стол останавливается. Для того, чтобы можно было в любой момент поставить муфту 44 в нейтральное положение и тем остановить дугу, предлагается следующее устройство: ножная педаль 45, поддерживаемая в верхнем положении пружиной (на чертеже не показана), действует при помощи передачи на вертикальный шток, несущий на себе клин 46, на который опираются под действием пружин две скобы 47. При нажатии педали клин будет двигаться вверх и заставит другие концы скоб сойтись, причем они захватят ребро 48 (фиг. 10) рычага муфты и тем самым выведут ее из зацепления.
Для пояснения работы станка может служить теоретическая траектория, которую опишет вольтдва дуга на навариваемой поверхности (фиг. 11). Предположим, что в некоторый момент, когда стол /5, с лежащим на нем долотом находится в покое, дуга движется по направлению стрелки от а к Ь. Стержень 5 дуги, опираясь у конца хода дуги в край выреза шаблона, заставит переместиться крышку контактной коробки 14 и, когда дуга будет находиться в точке- Ь, включится контакт управления стола, вследствие чего кулачковая муфта 44 войдет в сцепление с шестерней 47 и стол начнет двигаться влево. Движения стола и дуги будут складываться, и последняя придет к точке с. В этот момент вк/ючится один из контактов управления дуги (фиг. 7) и ее кулачковая муфта выйдет из зацепления с работающей в настоящий момент конической шестерней 44 и включит другую, благодаря чему дуга получит обратное движение и пойдет по отрезку cd. Вместе с дугой будет отступать и ее стержень 5, а под действием пружин ползуны рамки 75 отведут тавровую рейку J9 и вместе с ней.и крышку контактной коробки в среднее положение; кнопка контакта 24 освобободится и в точке пути дуги d выключит ток к электромагниту 37 стола. При этом пружина выведет его муфту из зацепления, и стол остановится, а дуга будет продолжать двигаться от точки d к точке /. У точки / стержень 5, опираясь в противоположный край шаблона, заставит его и тавровую рейку /9 снова выйти из среднего положения, и крышка контактной коробки /-/будет опять перемещаться, но в обратном направлении. При этом также начнет двигаться стол в том же направлении; в точке g включится другой контакт 26 движения дуги, и последняя начнет обратное движение, а тавровая рейка 75, возвращаясь в среднее положение в точке /г, остановит стол и т.
Таким образом, будет обварена площадь по контурам, отвечающим вырезу шаблона.
Скорость KI движения дуги (фиг. 12) регулируется коробкой скоростей- Скорость 2 стола, при определенном заранее передаточном числе наклонного валика 40, будет изменяться вместе с изменением скорости l/i дуги. Отноше„ FI
ние скоростей определяется намеченной величиной скорости 1/з относительного движения дуги в ломаных участках Ь, с, d, Hf,g, А, (фиг. 11), а следовательно, и углом «. Расстояние / между прямолинейными ходами дуги регулируются установкой контакта управления стола. При работе долото укладывается на стол, на заранее намеченное в соответствии с вырезом шаблона место, и на навариваемую площадь насыпается порошок твердого металла. В этот момент кулачковая муфта главного вала находится- в нейтральном положении, а привод может работать. Сварщик помещается на кресле V ножной педали против дуги, имея под правой рукой пульт 49, на который выведено все электрическое управление. При помощи рычага 5 сцепляется наклонный валик, и нажатием кнопки ручного управления столом этот последний начинает двигаться так, чтобы подвести под дугу ось долота. В этом положении стол останавливается, и управление им переводится на автомат. При этом движении кронштейн дуги стоит так, чтобы его стержень находился в вырезе шаблона. Педалью 45 освобождается рычаг кулачковой муфты дуги, и одним из ее ручных контактов она включается на ту или другую коническую шестерню. Вслед за этим движение переключается на автомат, и пускается ток в дугу. В дальшейшем станок работает автоматически, наваривая долото от середины к краю. Когда дуга подошла к ребру, ток ее выключается, и кронштейн при помощи педали, останавливается так, чтобы его стержень находился приблизительно в середине выреза шаблона. Управление переключается на ручное, и сварщик насыпает второй слой металла. Затем рычагом 50 и ручным контактом, долото подводится под дугу, и операция повторяется.
После наварки одной половины долота точно также наваривается и вторая половина. По окончании наварки плоских сторон долота, последнее становится на ребро так, чтобы оно совпадало с наибольшей высотой выреза шаблона, дуга на кронштейне поднимается, на ребро насыпается порошок, и наварка происходит автоматически. Для наварки долота высокоуглеродистой сталью угольный электрод заменяется стальным.
Как видно из фиг. 11 и 12, при переходе дуги с одного прямолинейного участка ее пути на другой, получается ломаная линия, и скорость наварки на этих участках всегда будет больше, чем на прямолинейных, и зависит от соотношения между скоростями Ц и 1/2- На этих углах наварка получится низкого качества, а потому предлагается производить наварку по схеме фиг. 13, где скорость дуги во всех точках пути постоянна. Движение дуги в этом варианте осуществляется при помощи электромагнитной кулачковой муфты (фиг. 14 и 15). На главный вал /7 станка насажен на шпонке фигурный диск 5/ с кулачковыми зубьями 52. По обеим сторонам диска наложены железные кольца для прохождения магнитного потока, и сверх них укреплено по четыре электромагнита 53. Ток к ним подводится через три контактных кольца 54, 55, 56, вставленных в изоляционном материале при помощи кольца 57. Якорями этих электромагнитов служат кулачковые чашки 58, свободно сидящие на том же валу. Втулки этих чашек, при помощи скользящих шпонок 59, сцеплены с коническими шестернями 60, вращающимися в подшипниках 6L Пружины 62, действуя на ребро 63, удерживают чашки в расцепленном положении.
При выключенном токе вместе с валом вращается лищь диск с электромагнитами, но, если их возбудить с той или другой стороны, то они, преодолевая сопротивление пружин, включают в кулачковое зацепление ту или иную чашку, и тем самым заставляют вращаться правую или левую коническую шестерню, которые, в свою очередь, передают движение дуге. Во избежание поломок в случае, если одна чашка окажется включенной в момент включения другой, предлагается поставить четыре штока 64, препятствующие одновременному включению.
Для получения схемы по фиг. 13 контакт 24 управления стола и схема фиг 9 остаются те же, а контакты 26 движения дуги выключаются, и вводятся следующее устройство: на задний конец нарезанного вала 65 надевается щестерня 66, сцепленная с дугой 67. Эта последняя, для возможности изменения передаточного числа, сидит на оси, укрепленной на щтыре 68, и несет контактный цилиндр 69. На цилиндр (фиг. 17), сделанный из изоляционного материала, надеты два контактных кольца 70, имеющих, каждый, по одному перпендикулярному отростку 7/. К контактам подведены три щетки 72, и, таким образом средняя из них при вращении цилиндра попеременно включается либо в цепь левого, либо в цепь правого кольца.
Ток пониженного напряжения подведен через клеммы 73 (фиг. 18) к переключателю 74, а от него к ручным контактам 75, к контактному цилиндру 76. В настоящем его положении реле замкнет рабочий ток на контакт 77 и возбудит правые электромагниты. Стол в это время стоит, и дуга идет по направлению стрелки or а к b (фиг. 13). Когда стержень кронштейна дуги нажмет шаблон, включится электромагнит стола, и он будет двигаться вместе с долотом влево. В этот же момент начнет вращаться и контактный цилиндр 69, средняя щетка сойдет с левого контактного кольца, правые эле тромагниты муфты размагнитятся, кулачковое сцепление выключится, и дуга остановится, наварка пойдет пэ линии be, и скорость ее будет равна скорости движения стола, которая устанавливается равной скорости дуги. Передаточное число шестерен 66 и 67 устанавливается такое, чтобы в точке с (фиг. 13) под среднюю щетку контактного цилиндра 69 подошло правое контактное кольцо. В этот момент дуга начнет двигаться обратно по направлению от с к. d, а шаблон, возвращаясь в среднее положение, освободит контакт стола, и тот по;ледчлй остановится. Таким же
образом дуга пройдет участок d, f и т. д.
; Регулировка расстояния / в этом случае осуществляется переменой шестерни 67.
Предмет изобретения.
1. Автоматический станок для электродуговой наплавки инструментов, наприi мер, твердым порошкообразным сплавом, отличающийся тем, что для наплавления требуемой площади смежными зигзагообразными слоями сплава применен подвижно расположенный на сварочном столе, на некотором расстоянии от I наплавляемого изделия, шаблон в виде выреза, имеющего очертание наплавляемого контура, в котором может ходить ; жестко связанный с электродом стержень 5 (фиг. 1), управляющий при посредстве контактов, реле и соответствуюI щих передаточнь х механизмов, непрерывно возвратно - поступательным продольным перемещением электрода и j переодическим поступательным поперечным перемещением сварочного стола. 2. Форма выполнения автоматичесi кого станка по п. 1, отличающаяся тем, I что для получения траектории движения I дуги с трехугольчым переходом от ол: ного прямолинейного участа к следующему, контакты управления расположены так, чтобы реверсирование хода электрода происходило между моментами 1 пуска в ход и ocTaHOBKOkf стола, скаковой целью шаблон эластично укреплен в рамке 5 и одна из ее прокладок снабжена пружинящими ползунами и скреплена с рейкой 4. передающей перемещение шаблона, при нажатии на его края стержня 5, подвижной крышке коробки J4. в которой расположены контакты 23, 24, управляющие движением стола, и контакты 25, 26, управляющие движениями электрода.
3. Видоизменение станка по п. п. 1 I и 2, отличающееся тем, что для сохранения постоянной скорости перемещения электрода и прямоугольного перехода с одного прямолинейного участка пути электрода на другой, перемещение сварочного стола и электрода устроено перемежающимся, для чего контакты управления движением электрода перенесены и связаны с валом стола так, чтобы остановка и реверсирование движения электрода происходило при пуске в ход и остановке стола, с каковой целью применен переключатель барабанного типа, помощью реле контактных щеток и колец связанный с электромагнитной муфтой реверсирующего механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| СТАНОК КАРУСЕЛЬНОГО ТИПА ДЛЯ ЭЛЕКТРИЧЕСКОЙ НАПАЙКИ КОНТАКТОВ | 1931 |
|
SU31518A1 |
| Станок для сборки картонных масляных фильтров | 1955 |
|
SU109946A1 |
| АВТОМАТ ДЛЯ КОПИРОВАЛЬНОГО ГРАВИРОВАНИЯ | 1948 |
|
SU85361A1 |
| Устройство для записи и воспроизведения звуков | 1930 |
|
SU32184A1 |
| Переменная передача | 1934 |
|
SU43525A1 |
| Приспособление для изменения величины хода лесопильной рамы, получающей движение от ветродвигателя | 1934 |
|
SU46030A1 |
| АВТОМАТ ДЛЯ НАВАРКИ КРОШКИ ТВЕРДОГО СПЛАВА НА РЕЖУЩИЕ КРОМКИ ИНСТРУМЕНТОВ | 1939 |
|
SU58191A1 |
| АВТОМАТИЧЕСКИЙ ФОТОГРАФИЧЕСКИЙ АППАРАТ | 1929 |
|
SU18033A1 |
| Коробка передач | 1984 |
|
SU1204412A1 |
j фиг 7 --J ф, 7 .. fatyl ; iTneii nl иГл : uyii iLiyJ .rtft% ;if;--p . I и 1 нЗу
фиг.
фиг I фиг 12
и
фиг Ш
Ц; 3
ff
-IuiK;
/vPSr -r-l . к авторскому свидетельству В. В. Башилова М 31521
фиг. 12
1 л
.5
фиг. 17 ,„ фиг 17
;
... .:.;.л
XKJSjT;
- , q-
5
r Jr - 1
fW:
.
-- LScTcsa

