сварочная машина для посп чнооления и упрочнения деталей основание 1 R виде пли1Ы с установленным: на НРЙ ИПРОрОТНЫМ .ОДт 1М МНОГОПО ;:1Ц ОННЫМ СТОЛОМ 3 и ко/ю; мши З. На сто.чэ закреплены упоры 0. На колонне установлена с возможностью поворота и вертикального поступательного перемещения консоль 23. На консоли установлены клещи 21 для напл-чп- ки с приводом вертикального перемещан-/,я и шнековый питатель 39 порошка. Кроме
тою. на консоли закреплены блок 31 управления и кнопочный пульт 32-управления. Клещи снабжены по/изунчми, выполненными из жаростойкого диэлектрика с полостями для.размещения роликов и порошка дня наплавки. Электрододержатели выполнены с ребрами охлаждения. Машина обеспечивает высокую стабильность качества наплаоки за счет равномерной подачи порошка в зону наплавки. 5 ил.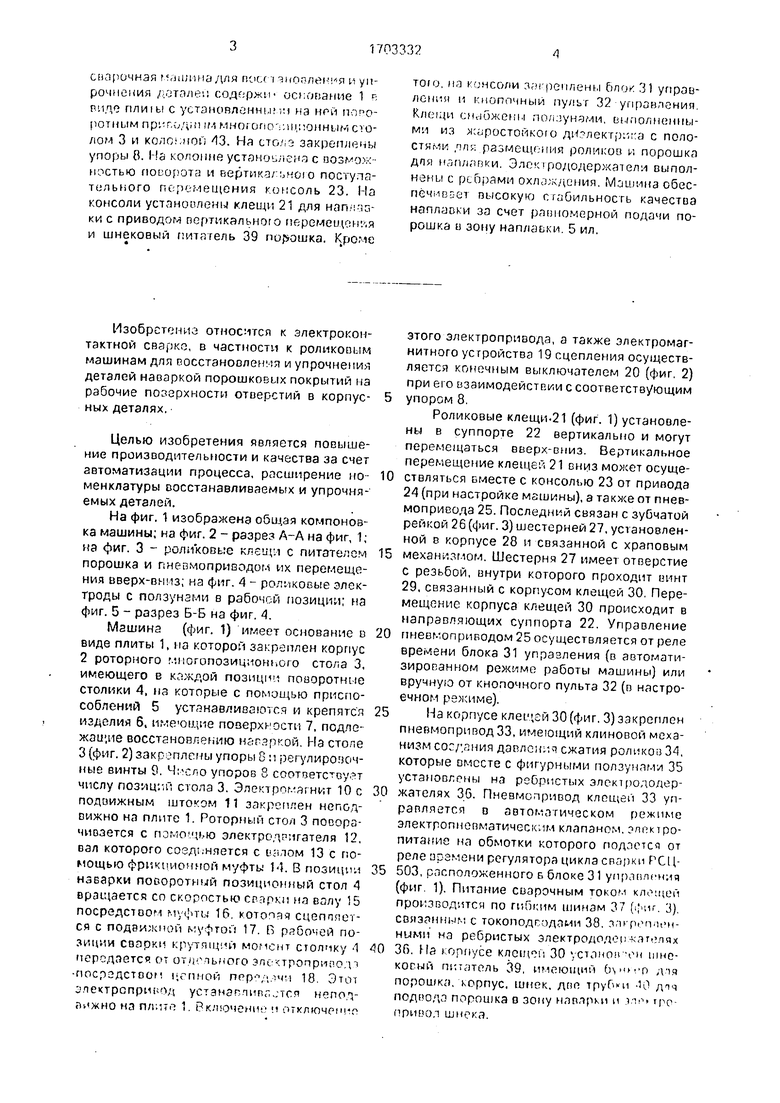
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО УПРОЧНЕНИЯ ТАРЕЛЬЧАТЫХ НОЖЕЙ | 1971 |
|
SU316547A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Машина для контактной точечной и рельефной сварки | 1984 |
|
SU1268344A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ | 1970 |
|
SU273349A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| СВАРОЧНЫЕ КЛЕЩИ | 2009 |
|
RU2449869C2 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| Машина для контактной сварки панелей | 1981 |
|
SU1009674A1 |
Изобретение относится к электроконтактной сварке, в частности к роликовым машинам для восстановления и упрочнения деталей наваркой порошковых покрытий на рабочие поверхности отверстий в корпусных деталях. Цель изобретения - повышение производительности и качества за счет, автоматизации процесса, расширение номенклатуры восстанавливаемых и упрочняемых деталей. Электроконтактная 25 ел с .-В х О Сл) со со hO 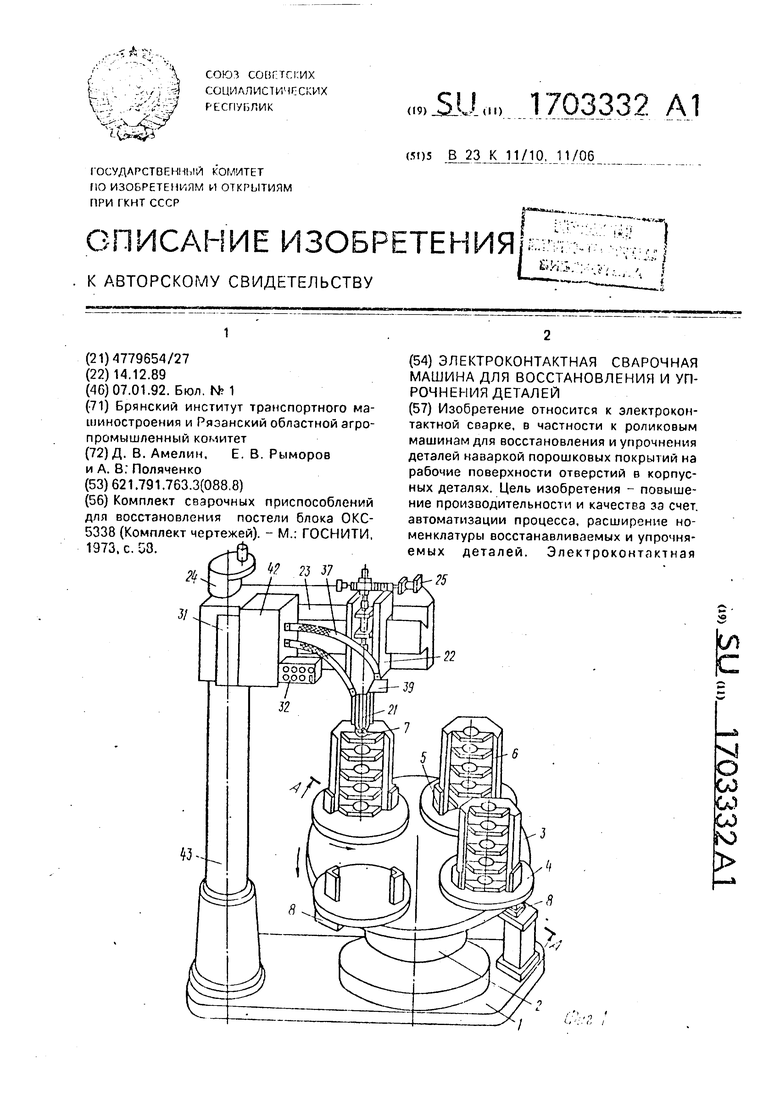
Изобретение относится к электроконтактной сварке, в частности к роликовым машинам для восстановлен:-:; и упрочнения деталей наваркой порошковых покрытий на рабочие поверхности отверстий в корпусных деталях.
Целью изобретения является повышение производительности и качества за счет автоматизации процесса, расширение номенклатуры восстанавливаемых и упрочняемых деталей.
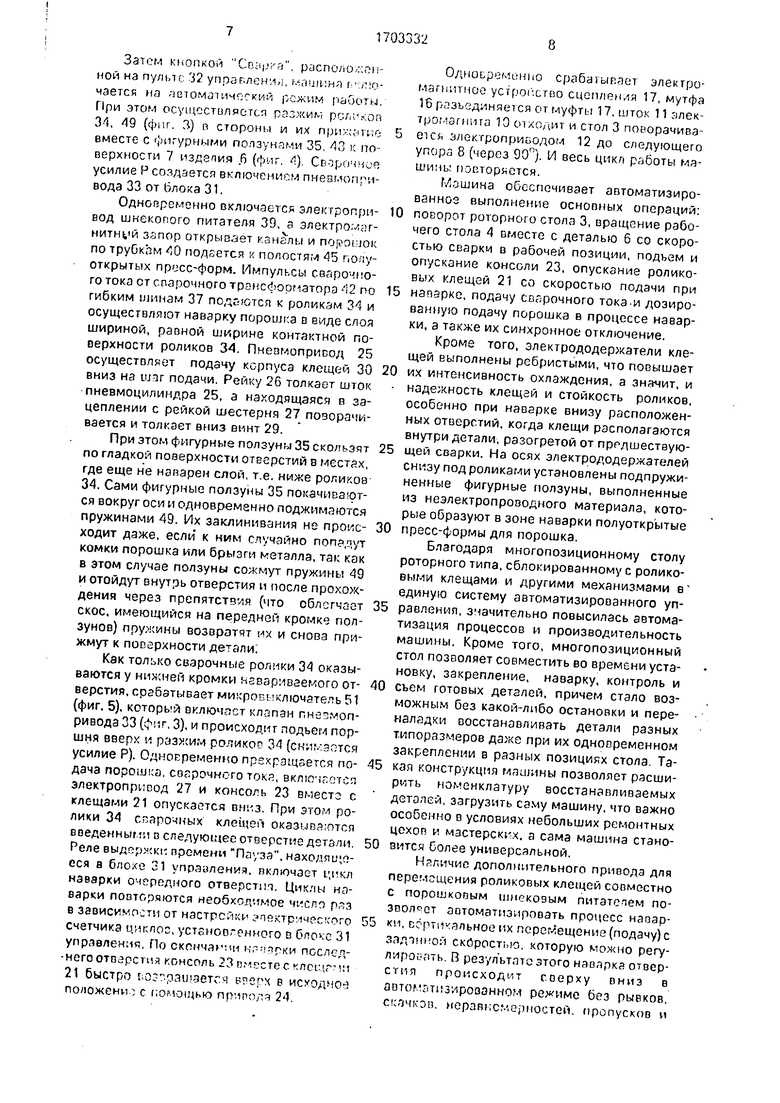
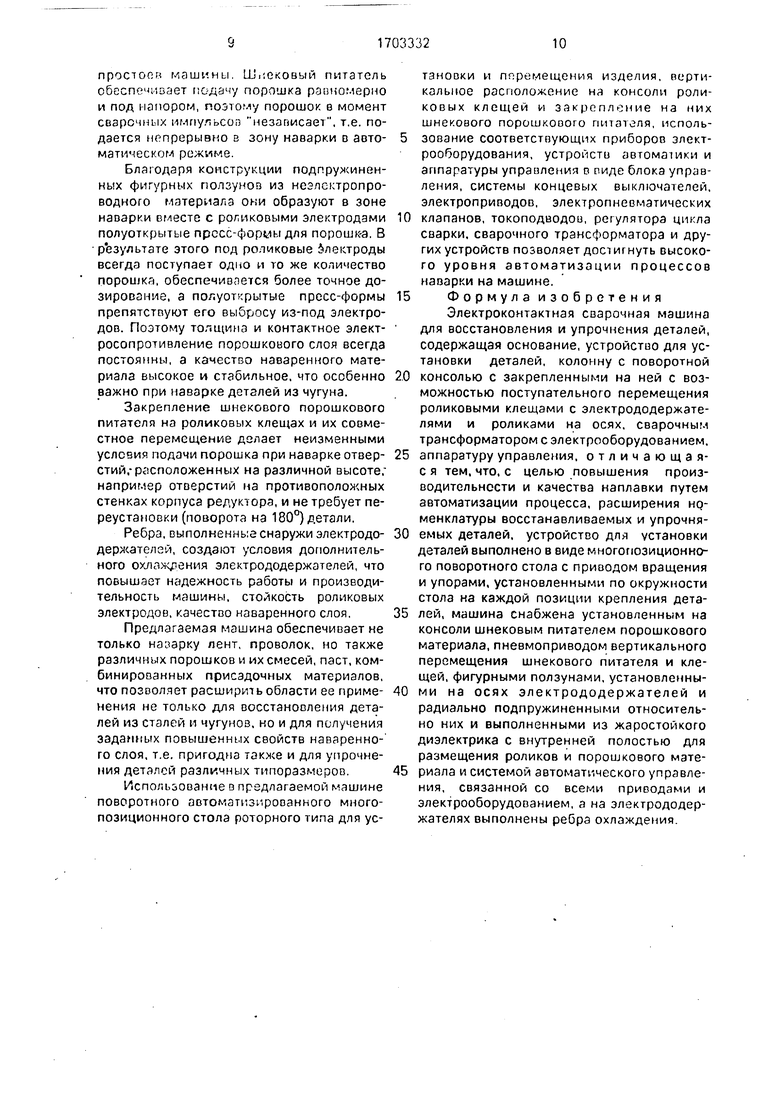
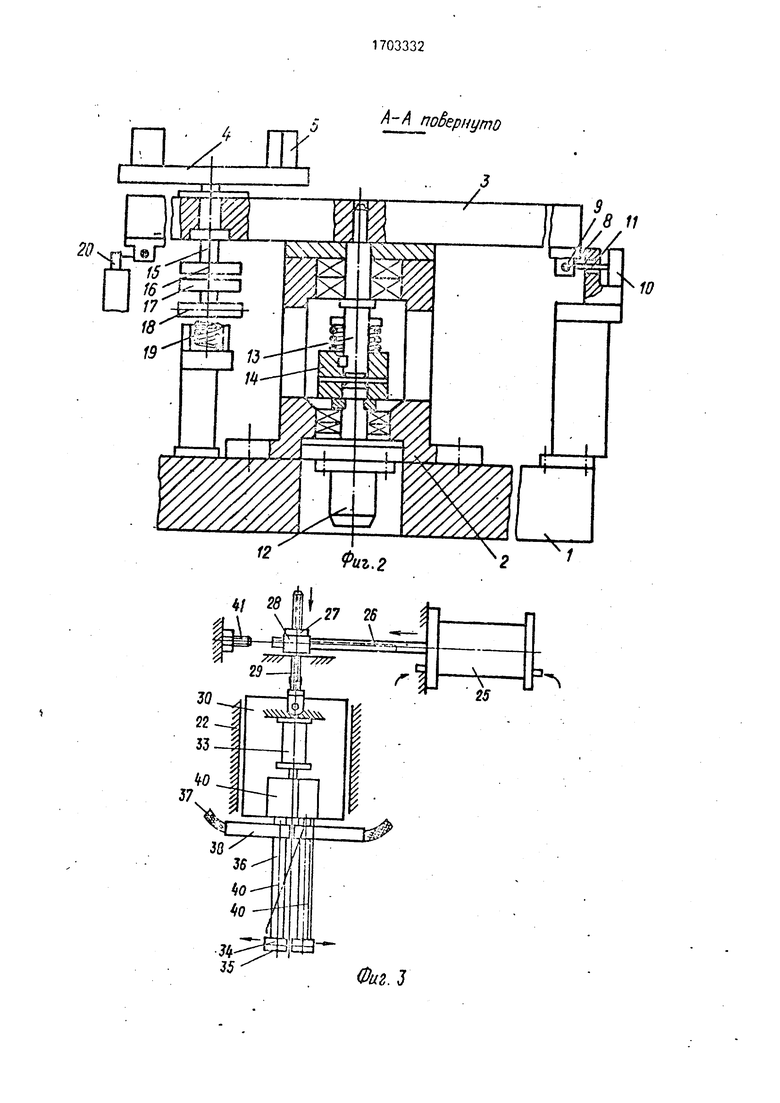
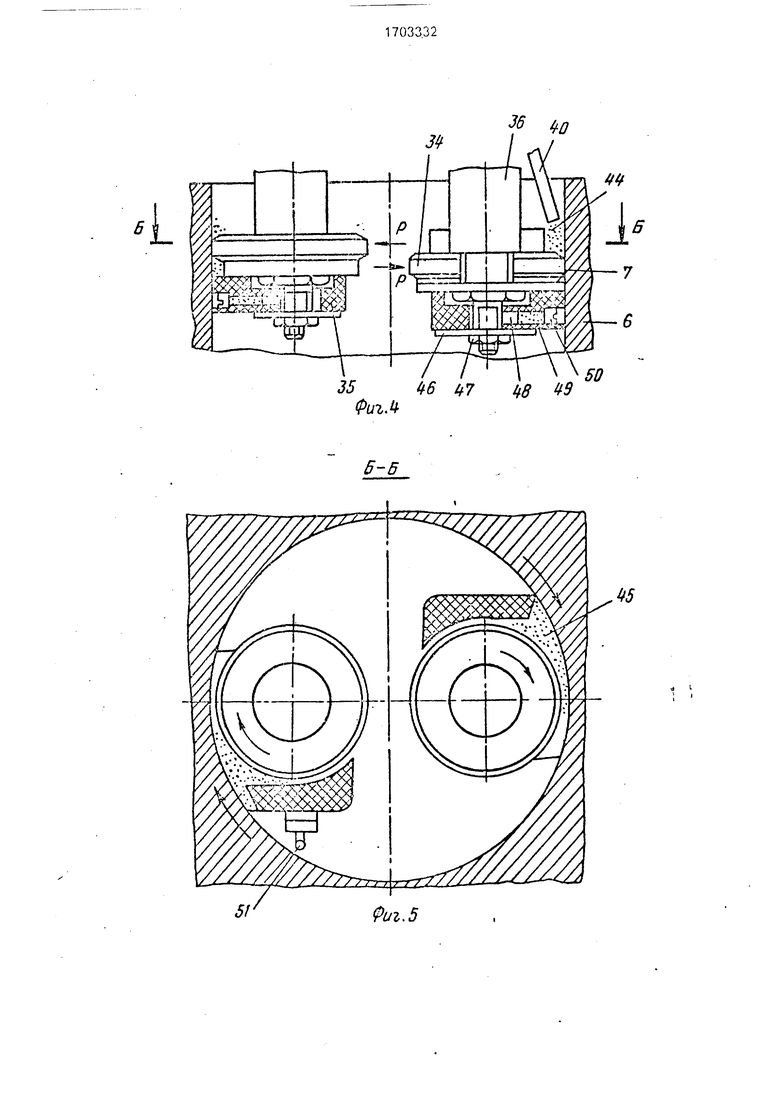
На фиг. 1 изображена общая компоновка машины; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - роликовые клещи с питателем порошка и пневмоприводом их перемещения вверх-вниз; на фиг. 4 - роликовые электроды с ползунами в рабочей позиции; на фиг. 5 - разрез Б-Б на фиг. 4.
Машина (фиг. 1) имеет основание в виде плиты 1, на которой закреплен корпус
2 роторного многопозиционього стола 3, имеющего в каждой позиции поворотные столики 4. на которые с помощью приспособлений 5 устанавливаются и крепятся изделия 6, имеющие поверхности 7, подлежащие восстановлению напзркой. На столе
3 (фиг. 2) закреплены упоры 8 :i регулировочные винты 9. Число упоров 8 соответствует числу позиций стола 3. Электромагнит 10 с подвижным штоком 11 закреплен неподвижно на плите 1. Роторный сто/т 3 поворачивается с помощью электродвигателя 12, вал которого соединяется с калом 13 с помощью фрикционной муфты 14. В позиции наварки поооротный позиционный стол А вращается со скоростью сгзркп на валу 15 посредством муфты 16, котопая сцепляется с подвижной муфтой 17. В рабочей позиции сварки крутящий момент столмку 4 передается от отаольного элс троприпод1 посредством цепной пгр Г дячи 18. Этот электропривод устанзплипс-,лся непод- гыжно на плите 1. Включение и отключении
этого электропривода, а также электромагнитного устройства 19 сцепления осуществляется конечным выключателем 20 (фиг. 2) при его взаимодействии с соответствующим
упором 8.
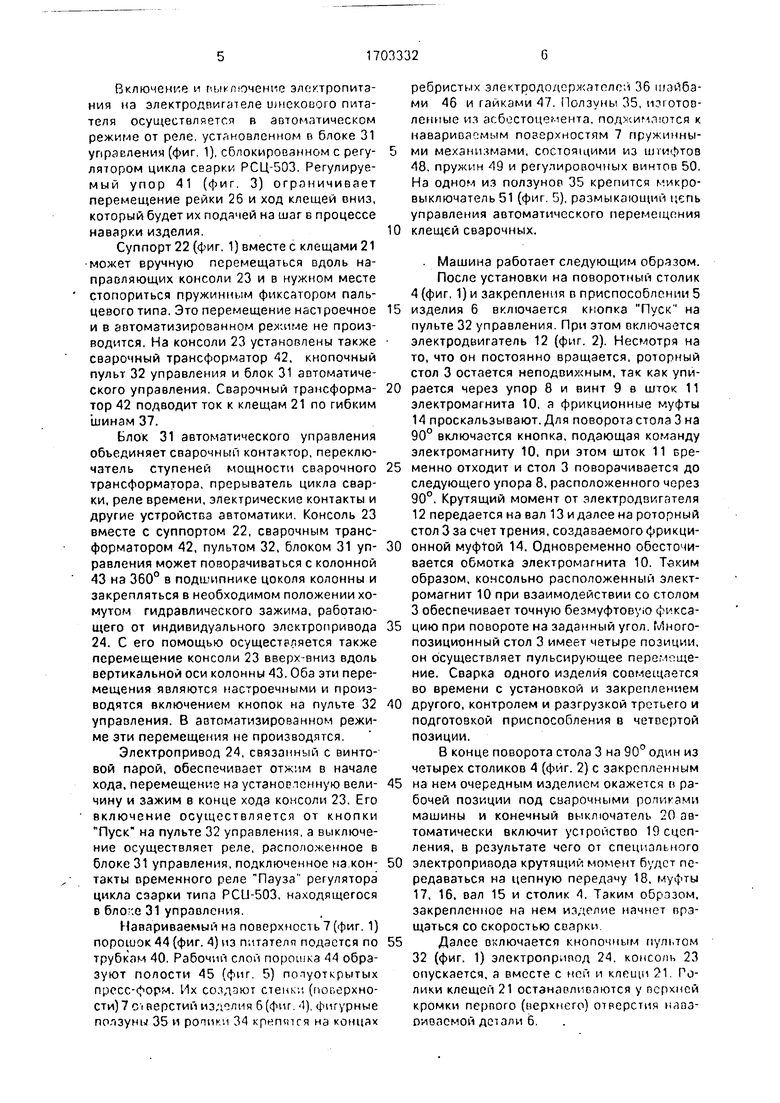
Роликовые клещи-21 (фиг. 1) установлены в суппорте 22 вертикально и могут перемещаться вверх-вниз. Вертикальное перемеа1ение клещей 21 вниз может осуществляться вместе с консолью 23 от привода 24 (при настройке машины), а также от пнев- мопривода 25. Последний связан с зубчатой рейкой 26 (фиг. 3) шестерней 27, установленной в корпусе 28 и связанной с храповым
механизмом. Шестерня 27 имеет отверстие с резьбой, внутри которого проходит винт 29, связанный с корпусом клещей 30. Перемещение корпуса клещей 30 происходит в направляющих суппорта 22. Управление
пневмоприводом 25 осуществляется от реле времени блока 31 управления (в автоматизированном режиме работы машины) или вручную от кнопочного пульта 32 (п настроечном режиме).
На корпусе клещей 30 (фиг. 3) закреплен пневмопривод 33, имеющий клиновой механизм сос/ .ания давления сжатия роликов 34, которые вместе с фигурными ползунами 35 установлены на ребристых электрододержателях 36. Пневмопривод клещей 33 управляется о автоматическом режиме электропнепматическнм клапаном, электропитание на обмотки которого подается от реле арамени регулятора цикла сварки РСЦ503, расположенного Б блоке 31 управления (фиг. 1). Питание сварочным током клощей производится по гибким шинам 37 (Фиг. 3). связанным с токоподсодами 38. гки-реп.и-м- ними на ребристых электрододержлпзлях
Включение и пыключение электропитания на электродвигателе шнекового питателя осуществляется в автоматическом режиме от реле, установленном с блоке 31 управления (фиг. 1), сблокированном с регулятором цикла сварки РСЦ-503. Регулируемый упор 41 (фиг. 3) ограничивает перемещение рейки 26 и ход клещей ониз, который будет их подачей на шаг Б процессе наварки изделия.
Суппорт 22 (фиг. 1) вместе с клещами 21 может вручную перемещаться вдоль направляющих консоли 23 и в нужном месте стопориться пружинным фиксатором пальцевого типа. Это перемещение настроечное и в автоматизированном режиме не производится. На консоли 23 установлены также сварочный трансформатор 42, кнопочный пульт 32 управления и блок 31 автоматического управления. Сварочный трансформатор 42 подводит ток к клещам 21 по гибким шинам 37.
Блок 31 автоматического управления объединяет сварочный контактор, переключатель ступеней мощности сварочного трансформатора, прерыватель цикла сварки, реле времени, электрические контакты и другие устройства автоматики. Консоль 23 вместе с суппортом 22, сварочным трансформатором 42, пультом 32, блоком 31 управления может поворачиваться с колонной 43 на 360° в подшипнике цоколя колонны и закрепляться в необходимом положении хомутом гидравлического зажима, работающего от индивидуального электропривода 24. С его помощью осуществляется также перемещение консоли 23 вверх-вниз вдоль вертикальной оси колонны 43. Оба эти перемещения являются настроечными и производятся включением кнопок на пульте 32 управления. В автоматизированном режиме эти перемещения не производятся.
Электропривод 24, связанный с винтовой парой, обеспечивает отжим в начале хода, перемещение на установленную величину и зажим в конце хода консоли 23. Его включение осуществляется от кнопки Пуск на пульте 32 управления, а выключение осуществляет реле, расположенное в блоке 31 управления, подключенное на.контакты временного реле Пауза регулятора цикла сзарки типа PCU-503, находящегося в блоке 31 управления.
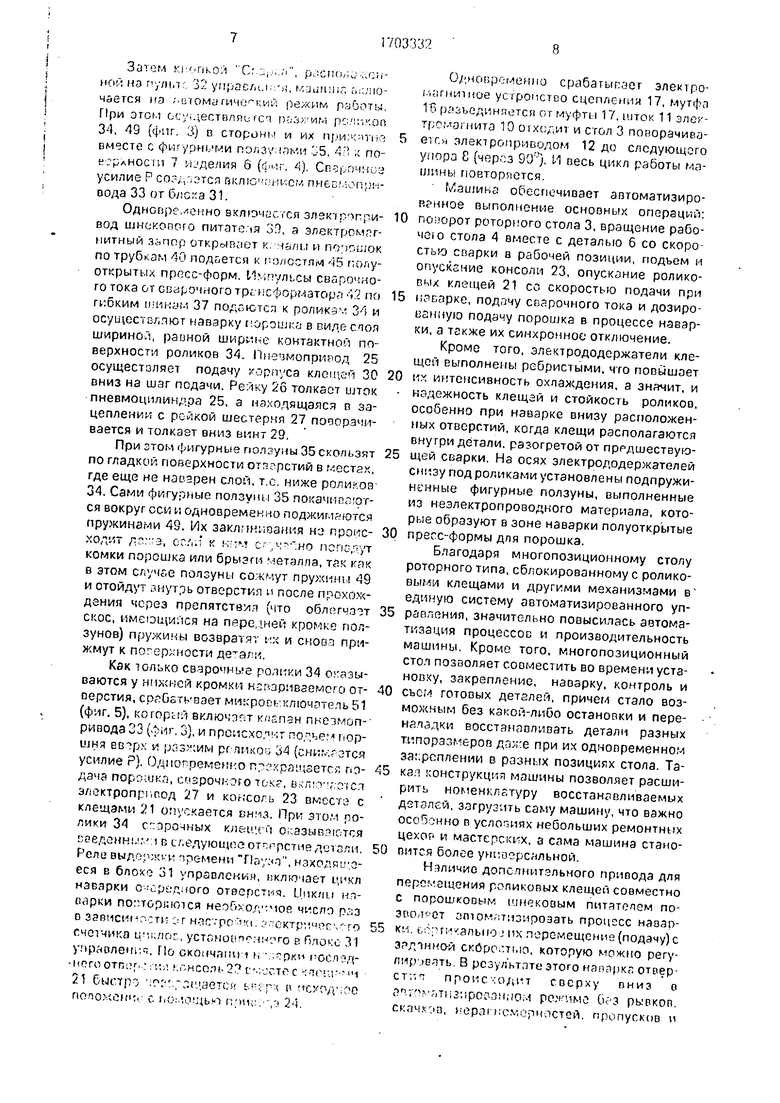
Навариваемый на поверхность 7 (фиг. 1) порошок 44 (фиг. 4) из питателя подается по трубкам 40. Рабочий слой порошка 44 образуют полости 45 (фиг. 5) попуоткрытых пресс-форм. Их создают стенки (поверхности) 7 c l верстий изделия б (фиг. 4). фигурные ползуны 35 и ропики 34 крепятся на концах
ребристых электрододержатслеи 36 шайбами 46 и гайками 47. Ползуны 35, изготовленные из асбестоцемента, поджимаются к навариваемым поверхностям 7 пружинными механизмами, состоящими из штифтов 48. пружин 49 и регулировочных винтов 50. На одном из ползунов 35 крепится микровыключатель 51 (фиг. 5), размыкающий цепь управления автоматического перемещения
клещей сварочных.
. Машина работает следующим образом.
После установки на поворотный столик
4 (фиг. 1) и закрепления в приспособлении 5
изделия 6 включается кнопка Пуск на пульте 32 управления. При этом включается электродвигатель 12 (фиг. 2). Несмотря на то, что он постоянно вращается, роторный стол 3 остается неподвижным, так как упирается через упор 8 и винт 9 в шток 11 электромагнита 10, а фрикционные муфты 14 проскальзывают. Для поворота стола 3 на 90° включается кнопка, подающая команду электромагниту 10. при этом шток 11 временно отходит и стол 3 поворачивается до следующего упора 8, расположенного через 90°. Крутящий момент от электродвигателя 12 передается на вал 13 и далее на роторный стол 3 за счет трения, создаваемого фрикционной муфтой 14. Одновременно обесточивается обмотка электромагнита 10. Таким образом, консольно расположенный электромагнит 10 при взаимодействии со столом 3 обеспечивает точную безмуфтовую фиксацию при повороте на заданный угол. Много- позиционный стол 3 имеет четыре позиции, он осуществляет пульсирующее перемощение. Сварка одного изделия совмещается во времени с установкой и закреплением
другого, контролем и разгрузкой третьего и подготовкой приспособления в четвертой позиции.
В конце поворота стола 3 на 90° один из четырех столиков 4 (фиг. 2) с закрепленным
на нем очередным изделием окажется п рабочей позиции под сварочными роликами машины и конечный выключатель 20 автоматически включит устройство 19 сцепления, в результате чего от специального
электропривода крутящий момент будет передаваться на цепную передачу 18. муфты 17, 16, вал 15 и столик 4. Таким образом, закрепленное на нем изделие начнет прэ- щаться со скоростью сварки.
Далее включается кнопочным пультом 32 (фиг. 1) электроприпод 24, консоль 23 опускается, а вместе с ной и клещи 21. Ролики клещей 21 останавливаются у верхней кромки первого (верхнего) отверстия нава- оивасмой детали 6.
Затем .:;|;,,;i, рЈ:спо/;олепной нэ пультг. 32 упраелы;; )), м;ып;пг. отмечается на мпомагиче кий режим работы. При этом осуществляется розним pc/w.on 34, 49 (фиг. 3} в стороны и их прихяп-ю вместе с фигурными ползу;юми 35, 4П ;; по- есрхностн 7 изделия б (. 4). Спзрочмо-з усилие Р включгжкем пнеш.юпрн- вода 33 от блоха 31.
Одновременно включается электропривод шнекового питателя 33, а электромагнитный Здпор открывает к, пали и порошок по трубкам 40 подается к полостям 45 полуоткрытых пресс-форм. Импульсы сварочного тока от сварочного трансформатора 42 по гибким шинам 37 подаются к ролика1-.1; 3-1 и осуществляют наварку горошка в виде слоя шириной, равной ширине контактной поверхности роликов 34. Пнечмоприрод 25 осуществляет подачу корпуса клещей 30 вниз на шаг подачи. Рейку 26 толкает шток
пневмоцилиндра 25, а находящаяся п зацеплении с рейкой шестерня 27 поворачивается и толкает вниз винт 29.
При этом фигурные ползуны 35 скользят по гладкой поверхности отверстий в местах, где еще не наварен слой, т.е. ниже роликов- 34. Сами фигурные ползуны 35 покачивают- ся вокруг оси и одновременно поджимаются пружинами 49. Их заклинивания нз происходит , сслЛ к к;-. с , попекут комки порошка или брызги металла, так как в этом случяе ползуны сожмут пружинь. 49 и отойдут знутрь отверстия и после прохождения через препятствия (что облегчзтг скос, имеющийся на передней кромке ползунов) пружины возвратят их и снова прижмут к поверхности детали.
Как только сварочные ролики 34 оказываются у нижней кромки навариваемого отверстия, срабатывает микровь:ключатель 51 (фиг. 5), который включает клапан пнеэмоп- ривода 33 (фиг, 3), и происхол т подъем поршня и разжим рг-лмкоа 34 (снигл зтся усилие Р). Одновременно прекращается подача порошка, созрочного ток, включгстсл электропривод 27 и коксоль 23 вместе с клещами 21 опускается вниз. При этом ролики 34 строчных клец .гй оказываются сееденнм:-м в следующее от грстне детали. Реле выдержки премени Г1ау: о, нзходяи.-.о- еся в блохе 31 управления, включает цикл мэсарки С - Ородмого отверстия. Циклы нл- оарки повторяются необходимое число рдз о зэвисинг-сти or нзстро кс ектричесчого счетчика цмь/юг., устснопп мн го е Плоко 31 у.чрлолен1;ч. По скончапч 1 |-гч.:;.рки РОСЛЙДного отпор : ri-:/i консоль 2 f- .осто с асчи- - - ч 21 быстро зсдается е.ерх п исходное
nonOMCfl t С Г|0:- .ОЩЬЮ П.)111;. ,. 24.
Одновременно срабатыпэет электро- магнипюе устройство сцепления 17, мутфа 1о разъединяется от муфты 17, шток 11 электромагнита 10 отходит и стол 3 пойорачиеается электроприводом 12 до следующего упора Б (через 90°). И весь цикл работы машины повторяется.
Машина обеспечивает автоматизиро- выполнение основных операций:
0 попорот роторного стола 3, вращение рабочею стола 4 вместе с деталью 6 со скоростью сварки в рабочей позиции, подъем и опускание консоли 23, опускание роликовых клещей 21 со скоростью подачи при
5 наварке, подачу сварочного тока и дозированную подачу порошка в процессе наварки, а текже их синхронное отключение.
Кроме того, электрододержатели клещей выполнены ребристыми, что повышает
0 их интенсивность охлаждения, а значит, и надежность клещай и стойкость роликов, особенно при наварке внизу расположенных отверстий, когда клещи располагаются внутри детали, разогретой от пррдшествую5 щей сварки. На осях электрододержателей снизу под роликами установлены подпружиненные фигурные ползуны, выполненные из неэлектропроводного материала, которые образуют в зоне наварки полуоткрытые
0 пресс-формы для порошка.
Благодаря многопозиционному столу роторного типа,сблокированному с роликовыми клещами и другими механизмами в единую систему автоматизированного уп5 равленил, значительно повысилась автоматизация процессов и производительность машины. Кроме того, многопозиционный стол позволяет совместить во времени установку, закрепление, наварку, контроль и
0 съем готовых деталей, причем стало возможным без какой-либо останопки и переналадки восстанавливать детали разных типоразмеров далее при их одновременном за:;реплении в разных позициях стола. Та5 кал конструкция машины позволяет расширить номенклатуру восстанавливаемых деталей, загрузить саму машину, что важно особенно в условиях небольших ремонтных цехог- и мастерских, а сама машина стано0 вится более универсальной.
Наличие дополнительного привода для перемещения роликовых клещей совместно с порошковым шнековым питателем позволяет зпюмлтизироэать процесс нэвзр5 км. ьоргичалыю-- их перемещение (подачу) с зг д1нной скйрс.:т,ю, которую можно регулировать. В результате этого напарка отвер- ст;-п происходит сверху вниз о ,,тиз:1рос1.ам;/ом режиме бс З рыокоп, скачкоп, яерлгксмерностей, пропусков и
Включение и выключение электропитания на электродвигателе шнекового питателя осущестпляется в автоматическом режиме от реле, установленном в блоке 31 управления (фиг. 1), сблокированном с регулятором цикла сварки РСЦ-503. Регулируемый упор 41 (фиг. 3) ограничивает перемещение рейки 26 и ход клещей пниз, который будет их; подачей на шаг в процессе наварки изделия. .
Суппорт 22 (Фиг. 1) вместе с к.лещами 21 -может вручную перемещаться вдоль направляющих консоли 23 и в нужном месте стопориться пружинным фиксатором пальцевого типа. Это перемещение настроечное и в автоматизированном режиме не производится. На консоли 23 установлены также сварочный трансформатор 42, кнопочный пульт 32 упрааления и блок 31 автоматического управления. Сварочный трансформатор 42 подводит ток к клещам 21 по гибким шинам 37.
Блок 31 автоматического управления объединяет сварочный контактор, переключатель ступеней мощности сварочного трансформатора, прерыватель цикла сварки, реле времени, электрические контакты и другие устройства автоматики. Консоль 23 вместе с суппортом 22, сварочным трансформатором 42, пультом 32, блоком 31 управления может поворачиваться с колонной 43 на 360° в подшипнике цоколя колонны и закрепляться в необходимом положении хомутом гидравлического зажима, работающего от индивидуального электропривода 24. С его помощью осуществляется также перемещение консоли 23 вверх-вниз вдоль вертикальной оси колонны 43. Оба эти перемещения являются настроечными и производятся включением кнопок на пульте 32 управления. В автоматизированном режиме эти перемещения не производятся.
Электропривод 24, связанный с винтовой парой, обеспечивает отжим в начале хода, перемещение на установленную величину и зажим в конце хода консоли 23. Его включение осуществляется от кнопки Пуск на пульте 32 управления, а выключение осуществляет реле, расположенное в блоке 31 управления, подключенное на контакты временного реле Пауза регулятора цикла сэарки типа PCU-503. находящегося в блоке 31 управления.
Навариваемый на поверхность 7 (фиг. 1) порошок 44 (фиг. 4) из питателя подается по трубкам 40. Рабочий слой порошка 44 образуют полости 45 (фиг. 5) полуоткрытых пресс-форм. Их создают стенки (поверхности) отверстий изделия б (фиг. 4), фигурные ползуны 35 и ролики ЗЛ крепятся на концах
ребристых электррдодержатолсй 36 шайбами 46 и гайками 47. Ползут, 35, изготовленные из асбестоцемента, поджимаются к навариваемым поверхностям 7 пружинными механизмами, состоящими из штифтов 48, пружин 49 и регулировочных винтов 50. На одном из ползунор 35 крепится микровыключатель 51 (фиг. 5), размыкающий цепь управления автоматического перемещения
клещей сварочных.
Машина работает следующим образом.
После установки на поворотный столик
4 (фиг. 1) и закрепления в приспособлении 5
изделия 6 включается кнопка Пуск на пульте 32 управления. При этом включается электродвигатель 12 (фиг. 2). Несмотря на то, что он постоянно вращается, роторный стол 3 остается неподвижным, так как упирается через упор 8 и винт 9 в шток 11 электромагнита 10, а фрикционные муфты 14 проскальзывают. Для поворота стола 3 на 90° включается кнопка, подающая команду электромагниту 10, при этом шток 11 временно отходит и стол 3 поворачивается до следующего упора 8, расположенного через 90°. Крутящий момент от электродвигателя 12 передается на вал 13 и далее на роторный стол 3 за счет трения, создаваемого фрикционной муфтой 14. Одновременно обесточивается обмотка электромагнита 10. Таким образом, консольно расположенный электромагнит 10 при взаимодействии со столом 3 обеспечивает точную безмуфтовую фиксацию при повороте на заданный угол. Многопозиционный стол 3 имеет четыре позиции, он осуществляет пульсирующее перемещение. Сварка одного изделия совмещается во времени с установкой и закреплением
другого, контролем и разгрузкой третьего и подготовкой приспособления в четвертой позиции.
В конце поворота стола 3 на 90° один из четырех столиков 4 (фиг. 2) с закрепленным
на нем очередным изделием окажется в рабочей позиции под сварочными роликами машины и конечный выключатель 20 автоматически включит устройство 19 сцепления, в результате чего от специального
электропривода крутящий момент будет передаваться на цепную передачу 18, муфты 17. 16, вал 15 и столик 4. Таким образом, закрепленное на нем изделие начнет вращаться со скоростью сварки.
Далее включается кнопочным пультом 32 (фиг. 1) электропривод 24, консоль 23 опускается, а вместе с ней и клещи 21. Ролики клещей 21 останавливаются у верхней кромки первого (верхнего) отверстия нава- гнн лемой детали 6,
Затем кнопкой Свирка, расположенной на пульте 32 управлени-;, машина г :/::о- чается на автоматический режим работы. При этом осуществляется разжим рслнкоп 3-1, -19 (фиг. 3) в стороны и их прихс ню вместе с фигурными ползунами 35, A3 к поверхности 7 изделия .6 (фиг. 4). Сворочное усилие Р создается включением пнезмопри- вода 33 от блока 31.
Одновременно включается электропривод шкекопого питателя 39, а злектромаг- запор открывает каналы и порошок по трубкам 40 подается к полостям 45 полуоткрытых пресс-форм. Импульсы сварочного тока от сварочного трансформатора 12 по гибким шинам 37 подаются к роликам 34 и осуществляют наварку порошка в виде слоя шириной, равной ширине контактной поверхности роликов 34. Пнезмоприсод 25 осуществляет подачу корпуса клещей 30 вниз на шэг подачи. Рейку 26 толкает шток пневмоцилиндра 25, а находящаяся в зацеплении с рейкой шестерня 27 поворачивается и толкает вниз винт 29.
При этом фигурные ползуны 35 скользят по гладкой поверхности отверстий в местах, где еще не наварен слой, т.е. ниже роликов 34. Сами фигурные ползуны 35 покачиваются вокруг оси и одновременно поджимаются пружинами 49. Их заклинивания не происходит даже, если к ним случайно попадут комки порошка или брызги металла, так как в этом случае ползуны сожмут пружины 49 и отойдут внутрь отверстия и после прохождения через препятствия (что облегчает скос, имеющийся на передней кромке ползунов) пружины возвратят их и снова прижмут к поверхности детали;
Как только сварочные ролики 34 оказываются у нижней кромки навариваемого отверстия, срабатывает микровыключатель 51 (фиг. 5), который включает клапан пн-ззмоп- ривода 33 (фиг. 3), и происходит лодьем поршня вверх и разжим роликоо 34 (снижается усилие Р). Одновременно прекращается подача порошка, сварочного токя, включаотся электропривод 27 и консоль 23 вместо с клещами 21 опускается вниз. При этом ролики 34 сварочных клещей оказывй;отсл введенными а следующее отверстие детали. Реле выдержки прсмени Пауза, находящееся в блохе 31 упраоления. пключзет цикл наварки очередного отверстия. Циклы наварки повторяются необходимое раз в зависимости от настрсйки пектрммеского счетчика циклос, устаноогенного в блоке 31 управления, По скончании кяппрки псслед- негоотпзрстия консоль 23 пместес клсщгмм 21 быстро г.озг.раш.эется вяерх в исходное положенно с помощью приполз 24.
Одновременно срабатывает электромагнитное устройство сцепления 17, мутфа 16 разъединяется от муфты 17, шток 11 электромагнита 10 отходит и стол 3 поворачиваетсй электроприводом 12 до следующего упора 8 (через 90°). И весь цикл работы машины повторяется.
Машина обеспечивает автоматизированное выполнение основных операций:
0 поворот роторного стола 3, вращение рабочего стола 4 вместе с деталью 6 со скоростью сварки в рабочей позиции, подъем и опускание консоли 23, опускание роликовых клещей 21 со скоростью подачи при
5 наварке, подачу сварочного тока-и дозированную подачу порошка в процессе наварки, а также их синхронное отключение.
Кроме того, электрододержатели клещей выполнены ребристыми, что повышает
0 их интенсивность охлаждения, а значит, и надежность клещгй и стойкость роликов, особенно при наварке внизу расположенных отверстий, когда клещи располагаются внутри детали, разогретой от пргдшестаую5 щей сварки. На осях электрододержателей снизу под роликами установлены подпружиненные фигурные ползуны, выполненные из неэлектропроводного материала, которые образуют в зоне наварки полуоткрытые
0 пресс-формы для порошка.
Благодаря многопозиционному столу роторного типа, сблокированному с роликовыми клещами и другими механизмами е единую систему автоматизированного уп5 равленил, значительно повысилась автоматизация процессов и производительность машины. Кроме того, многопозиционный стол позволяет совместить во времени установку, закрепление, наварку, контроль и
0 съем готовых деталей, причем стало возможным без какой-либо остановки и переналадки восстанавливать детали разных типоразмеров даже при их одновременном закреплении в разных позициях стола. Та5 кал конструкция машины позволяет расширить номенклатуру восстанавливаемых деталей, загрузить саму машину, что важно особенно в условиях небольших ремонтных цехоп и мастерских, а сама машина стано0 вится более универсальной.
Наличие дополнительного привода для перемещения роликовых клещей совместно с порошковым шнекоэым питателем позволяет автоматизировать процесс напар5 ки, вертикальное их перемещение (подачу) с задчнной скоростью, которую можно регулировать. В резул ьтптсзтого наварка отверстия происходит сверху вниз в автоматизированном режиме без рывков, скачкой, меравнсмериостей. пропусков и
простоев машины. Шнековый питатель обеспечивает подачу порошка равномерно и под напором, поэтому порошок в момент сварочных импульсов независает, т.е. подается непрерывно в зону наварки в автоматическом режиме.
Благодаря конструкции подпружиненных фигурных ползунов из неэлсктропро- водного материала они образуют в зоне наварки вместе с роликовыми электродами полуоткрытые пресс-Формы для порошка. В результате этого под роликовые Электроды всегда поступает одно и то же количество порошка, обеспечивается более точное до- зировзние, а полуоткрытые пресс-формы препятствуют его выбросу из-под электродов. Поэтому толщина и контактное электросопротивление порошкового слоя всегда постоянны, а качество наваренного материала высокое и стабильное, что особенно важно при наварке деталей из чугуна.
Закрепление шнекового порошкового питателя на роликовых клещах и их совместное перемещение делает неизменными условия подачи порошка при наварке отверстий,-расположенных на различной высоте; например отверстий на противоположных стенках корпуса редуктора, и не требует переустановки (поворота на 180°) детали.
Ребра, выполненные снаружи электродо- держателей, создают условия дополнительного охлаждения электрододержателей, что повышает надежность работы и производительность машины, стойкость роликовых электродов, качество наваренного слоя.
Предлагаемая машина обеспечивает не только назарку лент, проволок, но также различных порошков и их смесей, паст, комбинированных присадочных материалов, что позволяет расширить области ее применения не только для восстановления деталей из сталей и чугуноз, но и для получения заданных повышенных свойств наваренно- го слоя, т.е. пригодна также и для упрочнения деталей различных типоразмеров.
Использование в предлагаемой машине поворотного автоматизированного многопозиционного стола роторного типа для установки и перемещения изделия, вертикальное расположение на консоли роликовых клещей и закрепление на них шнекового порошкового питателя, использование соответствующих приборов электрооборудования, устройств автоматики и аппаратуры управления в пиде блока управления, системы концевых выключателей, электроприводов, электропневматических
клапанов, токоподводов, регулятора цикла сварки, сварочного трансформатора и других устройств позволяет достигнуть высокого уровня автоматизации процессов наварки на машине.
Формула изобретения
Электроконтактная сварочная машина для восстановления и упрочнения деталей, содержащая основание, устройство для установки деталей, колонну с поворотной
консолью с закрепленными на ней с возможностью поступательного перемещения роликовыми клещами с электрододержате- лями и роликами на осях, сварочным трансформатором с электрооборудованием.
аппаратуру управления, отличающая- с я тем. что, с целью повышения производительности и качества наплавки путем автоматизации процесса, расширения номенклатуры восстанавливаемых и упрочняемых деталей, устройство для установки деталей выполнено в виде многогюзиционно- го поворотного стола с приводом вращения и упорами, установленными по окружности стола на каждой позиции крепления деталей, машина снабжена установленным на консоли шнековым питателем порошкового материала, пневмоприводом вертикального перемещения шнекового питателя и клещей, фигурными ползунами, установленными на осях электрододержателей и радиально подпружиненными относительно них и выполненными из жаростойкого диэлектрика с внутренней полостью для размещения роликов и порошкового мэтериала и системой автоматического управления, связанной со всеми приводами и электрооборудованием, а на электрододер- жателях выполнены ребра охлаждения.
W
от fin dag о ц у „и
Г Щ
ог
ZECCOil
1
ij tntf 6ft 8ft tf 9ft5Ј
ftft
Oft QЈ
tf
Wm
Щ M
xx f-J-
4Xil.
ikrs
Рда
Л
t
| Раскручивающий прибор в гильзовых машинах | 1925 |
|
SU5338A1 |
| - М.: ГОСНИТИ, 1973 | |||
| с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
