Качество наварки крошки твердого сплава на режущие кромки инструмента, производимой вручную, зависит от умения и внимания сварщика.
Предлагаемый автомат, предназначаемый преимущественно для наварки шарошек различного типа и могущий быть приспособленным для наварки инструментов различной формы и размеров (например, полосовых и дисковых пил, сверл, буровых коронок, долотьев и т.п.), по предположениям изобретателей достигает однородности наварки и позволяет значительно увеличить производительность сварщика путем осуществления одновременной наварки в нескольких местах и разгрузки его от физических усилий.
Для этого сварочные контакты, которые вдавливают крошку в поверхность инструмента, расположены на концах нескольких пар параллельно расположенных рычагов, находящихся под воздействием эксцентриков, вращаемых электродвигателем. Рычаги выполнены качающимися около шарниров, установленных на спаренных суппортах, служащих для перестановки рычагов относительно друг друга как в поперечном, так и в продольном направлении, соответственно размерам инструментов и т.п.
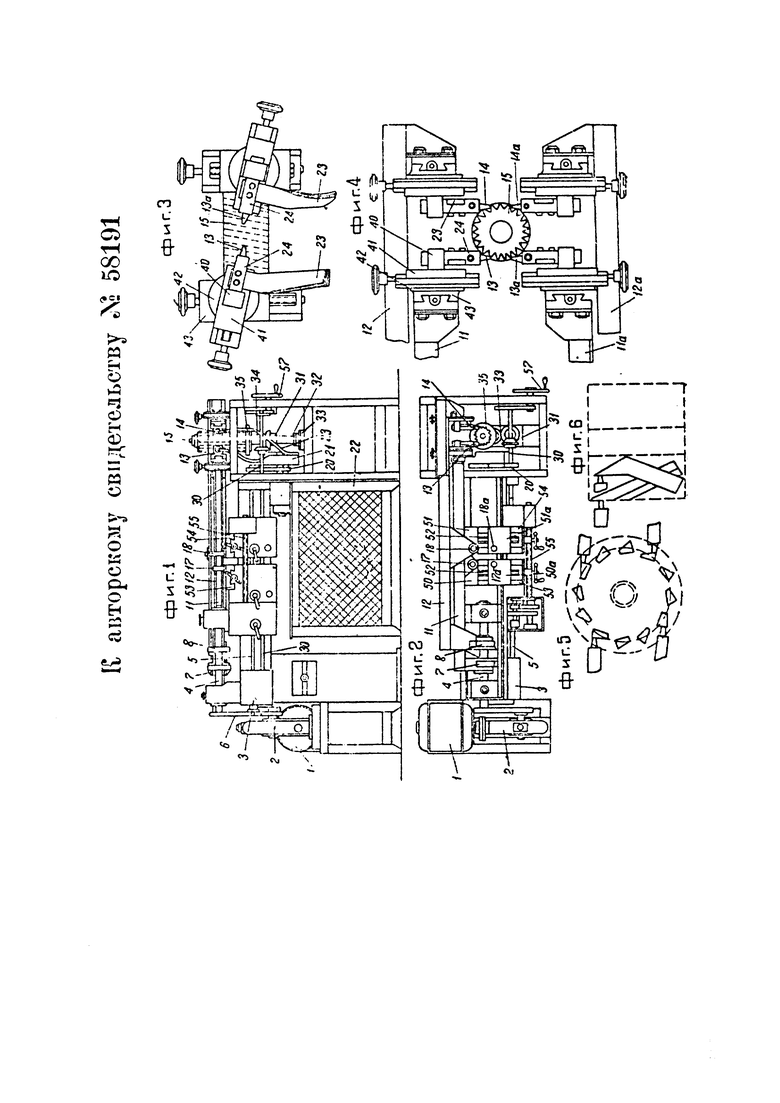
На чертеже фиг. 1 изображает вид спереди предлагаемого автомата для наварки твердого сплава на режущие кромки инструментов; фиг. 2 - частичный вид его сверху; фиг. 3 - установку контактов для наварки шарошек; фиг. 4 - вид сверху рычагов с контактами; фиг. 5 и 6 - схему наварки зубков врубовой машины.
Электродвигатель 1 (фиг. 1 и 2) через редуктор 2 и коробку 3 скоростей вращает с одинаковыми числами оборотов два вала 4 и 5, связанные между собой шестернями 6.
Вал 4 несет на себе посаженные на скользящих шпонках два эксцентрика 7 и 8, задача которых производить через параллельно расположенные рычаги 11 и 12 необходимое передвижение контактов 13 и 14, расположенных на других концах рычагов против навариваемого инструмента 15. Рычаги поворачиваются при этом около шарниров 17 и 18. Симметрично относительно инструмента 15 и вала 4 расположена вторая пара рычагов 11а и 12а с контактами 13а и 14а (фиг. 4).
Для того, чтобы в связи с определенным движением контактов своевременно включать и выключать ток, вал 5 через передачу шестернями 20 вращает переключатель 21 трансформатора 22. Переключатель связан гибкими кабелями 23 с соответствующими держателями 24 контактов.
Контакты могут работать все четыре последовательно или, при сдвоенных эксцентриках и соответствующем трансформаторе, попарно - 13 и 13а, затем 14 и 14а.
При процессе наварки вращающийся эксцентрик, действуя на рычаг соответствующим выступом, подводит контакт к поверхности инструмента, например, зуба шарошки, на котором тем или иным способом (указано далее) удерживается крошка твердого сплава, и производит предварительный нажим на крошку, придавливая ее к поверхности инструмента. В этот момент переключатель дает ток на данный контакт. Ток, проходя через острия крошки, прижатые к поверхности зуба, производит в местах соприкосновения нагрев.
Время нахождения контакта под током определяется такой степенью нагрева металла инструмента, чтобы последующий окончательный нажим эксцентрика, производимый далее следующим выступом на нем, был в состоянии вдавить крошку в толщу металла на необходимую величину и, если требуется, слегка подплавить твердый сплав. В момент наибольшего нажима, или непосредственно перед ним, переключатель прекращает подачу тока, так как далее он не нужен. Затем эксцентрик отводит контакт от инструмента до следующей наварки, когда дойдет очередь этого же контакта.
В промежутке между двумя наварками должно произойти перемещение инструмента по отношению к контакту, примерно, на величину наваренной площадки.
Это перемещение производится непрерывным движением инструмента 15 посредством следующего механизма: вал 30 (фиг. 1 и 2), могущий включаться в коробку 3 скоростей, вращает, синхронно с валами 4 и 5, через конические шестерни 31 вал 32, связанный перебором 33 с валом 34, на столике 35 которого крепится инструмент 15.
Если наварка производится на цилиндрические или конические шарошки или зубки врубовой машины, то валу 34 придается только поступательное движение. Если же навариваются шарошки с косым зубом, то кроме поступательного движения вал 34 имеет еще и некоторое вращательное движение. Наварка этих шарошек требует особой установки контактов, показанной на фиг. 3.
Наклон контактов требуется и при наварке конических шарошек. Для этой цели, а также для возможности индивидуальной регулировки контактов, держатели контактов посажены на рычаги посредством следующего устройства. Держатель 24 контакта зажимается в обойму 40 на суппорте 41, могущем поворачиваться посредством круга 42 относительно суппорта 43, укрепленного вертикально на конце рычага. Этой возможностью поворота контакта компенсируется отсутствие передвижения контакта во время наварки находящегося в непрерывном движении инструмента.
Описанного устройства достаточно для наварки многих видов инструмента и шарошек цилиндрических и с косым зубом определенного размера. Но, для наварки конических шарошек и установки на разные размеры других видов шарошек необходимо еще следующее устройство, которое собственно и делает автомат универсальным.
Для достижения указанных задач шарниры 17 и 17а, 18 и 18а (фиг. 2) рычагов 11, 11а, 12 и 12а (фиг. 1, 2 и 4) установлены на спаренных суппортах 50, 50а, 51 и 51а (фиг. 2). Эти суппорты приводятся в движение винтами 52 с обратной нарезкой, чем достигается возможность одновременно сближать и удалять попарно шарниры 17 с 17а и 18 с 18а. Для сближения или удаления шарниров в перпендикулярном направлении служат суппорты 53 и 54, связанные винтом 55 с обратными нарезками.
Винты 52 и 55 могут быть соединены обычным устройством с разъемной гайкой с валом 30. Вращая вал 30 вручную посредством маховичка 57 при выключенной конической передаче 31 (устройство для выключения, как обычное, не показано), можно одновременно сближать и удалять шарниры рычагов, а, следовательно, и контакты на их концах. Другие концы, связанные с эксцентриками, будут свободно перемещаться благодаря скользящим шпонкам. Таким образом перестановка для наварки шарошек одного типа, но разных размеров, производится простым вращением одного маховичка с возможным потом индивидуальным регулированием контактов.
При наварке конических шарошек взаимное расположение контактов должно меняться во все время наварки, в зависимости от угла конуса шарошки. Это достигается автоматически включением в коробку скорости вала 30 и соединенных с ним винтов 52 и 55.
В этом случае взаимное перемещение контактов происходит в связи с увеличением или уменьшением диаметра шарошки по мере ее перемещения вдоль оси во время наварки.
В случае надобности наваривать торцевые части шарошек, автомат перестраивается следующим образом.
Одна пара рычагов 11 и 12 устанавливается в вертикальной плоскости симметрично оси, проходящей через вал 4 и инструмент 15, на тех же эксцентриках. Шарниры рычагов в этом случае устанавливаются посредством специальных кронштейнов непосредственно на суппортах 53 и 54. Это даст возможность устанавливать контакты по диаметру шарошки посредством одновременного сближения или раздвижения суппортов 53 и 54. Одновременно наваривается два зуба. Имеется возможность перемещением контактов в направлении радиуса удлинять наварку, делая несколько точек, а поворотом шарошки можно уширять площадь наварки.
Само собой разумеется, что возможно устройство рычагов для наварки с торцев совместить с остальным устройством. Этим будет достигнута возможность не устанавливать вновь шарошку после наварки боковой стороны зубцов, а производить обе наварки с одной установки.
Шарошки могут устанавливаться поодиночке, но, в целях уменьшения нагрева шарошек и сокращения времени на перестановки, можно собирать несколько шарошек (5-10 и более штук) на общий стержень и вести наварку как бы одной длинной шарошки. В этом случае общее время наварки возрастет, а нагрев отдельной шарошки естественно снизится. Можно, кроме того, применить и охлаждение шарошек, пропуская через внутренние отверстия охлаждающую жидкость.
Указанная возможность избежать нагрева шарошек снижает возможность значительного отпуска закаленных шарошек и, кроме того, очень существенна и в отношении способов укрепления крошки перед наваркой.
Малый нагрев шарошки позволяет наклеивать крошку сразу на всю шарошку, что не возможно в обычных условиях наварки.
Кроме наклейки крошки на шарошку, можно применять накладку на шарошку бумаги или станиоля с наклееной на них крошкой наподобие стеклянной или наждачной бумаги. Полоска подобной бумаги оборачивается по зубцам шарошки. После наварки оставшаяся бумага размачивается, освобождая неиспользованную крошку для новой наварки.
Наконец, возможно применение крошки, насыпанной в приплюснутые трубочки. Вообще же говоря, автомат не ставит ограничений для способов предварительного крепления крошки.
Механизм поворота шарошки после наварки для перехода на другие зубцы и перемещения шарошек, как при одиночной установке, так и при описанном способе одновременной установки и наварки нескольких шарошек, не изображен на чертеже. Он не имеет отношения к существу автомата и легко может быть сконструирован.
Необходимо указать, что при соответствующем трансформаторе на этом автомате можно применить трехполюсную наварку. Это особенно важно для наварки зубков врубовой машины с откованной ямкой на передней поверхности. В этом случае два контакта, например 14 и 14а, прижимаются к боковым поверхностям зубка, а третий контакт со специальным эксцентриком нажимает сверху непосредственно на смесь крошки твердого сплава с чугуном и связующим материалом. Разумеется, при этом потребуются несколько другие устройства механизма, подающего зубки под наварку. Наварка зубков врубовой машины на боковых сторонах острия и на передней поверхности показана на фиг. 5 и 6.
Наличие в автомате контактов, работающих в горизонтальной и вертикальной плоскостях, а также возможность трехполюсной наварки, устраняет всякие ограничения в отношении формы, размеров и других показателей инструментов, на которых может применяться наварка крошки. Это обстоятельство делает автомат вполне универсальным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для электродуговой на плавки инструментов | 1931 |
|
SU31521A1 |
| Врубово-отбойный орган горных машин | 1946 |
|
SU105752A1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 1996 |
|
RU2116428C1 |
| Шарошечное долото для реактивно-турбинного бурения | 1983 |
|
SU1138474A1 |
| РАБОЧИЙ ОРГАН ГОРНОЙ МАШИНЫU!-r./4 | 1973 |
|
SU381760A1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО (ВАРИАНТЫ) | 2007 |
|
RU2334862C1 |
| БУРОВОЕ ДОЛОТО | 2000 |
|
RU2179619C2 |
| Шарошечное долото | 2019 |
|
RU2726724C1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ ТВЕРДОСПЛАВНЫХЗУБКОВ | 1966 |
|
SU178277A1 |
| НАПЛАВКА ТВЕРДЫМ СПЛАВОМ С ПОКРЫТЫМИ АЛМАЗНЫМИ ЧАСТИЦАМИ (ВАРИАНТЫ), ПРИСАДОЧНЫЙ ПРУТОК ДЛЯ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ, СПОСОБ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ (ВАРИАНТЫ), КОНИЧЕСКОЕ ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ (ВАРИАНТЫ), КОНИЧЕСКАЯ ШАРОШКА | 1996 |
|
RU2167262C2 |
Автомат для наварки крошки твердого сплава на режущие кромки инструментов, преимущественно шарошек, различного типа, отличающийся тем, что, с целью увеличения производительности путем одновременной наварки в нескольких местах, а также наварки инструментов различной формы и размеров, сварочные контакты, вдавливающие крошку в поверхность инструмента, расположены на концах нескольких пар параллельно расположенных рычагов 11 и 12 …, другие, концы которых находятся под воздействием вращаемых электродвигателем 1 эксцентриков 7 и 8 и которые выполнены качающимися около шарниров 17, 18 …, установленных на спаренных суппортах 50 и 51, служащих для перестановки рычагов в поперечном друг относительно друга направлении соответственно размерам инструментов и т.п., и расположенных на суппортах 53 и 54, осуществляющих рабочее перемещение рычагов в продольном друг относительно друга направлении и соединенных с валом 30, приводимым двигателем 1, при помощи тех или иных сцепных приспособлений.
