Известен способ токарной обработки несколькими режущими инструментами, последовательно снимающими припуск при осевой подаче.
Предложенный способ .отличается тем, что в качестве режущего инструмента применен долбяк или торцовая фреза, фиксированные от проворота на резцедержателе, режущие лезвия которых установлены по линии центров станка (в плоскости резания), или под углом к ней.
Это нозволяет расширить технологические воз1можности способа.
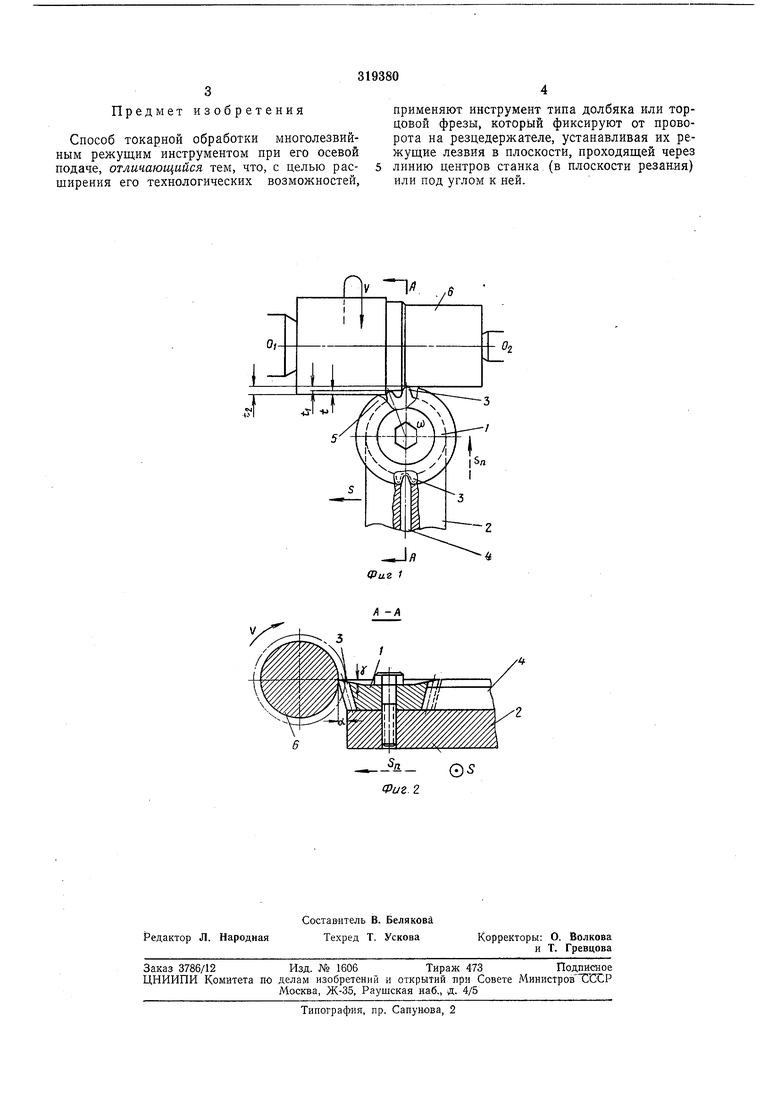
На фиг. 1 изображено устройство для реализации предлагаемого способа; на фиг. 2 - разрез по Л-Л (повернуто на 90°) на фиг. 1.
Долбяк / установлен в резцедержателе 2 и фиксирован по зубьям 3 стопором 4. Режущие лезвия 5 зубьев, находящихся в контакте с деталью 6, расположены на линии центров Oi- Oz станка и в плоскости резания, проходящей через линию центров Oi-Oz и подачу S. Заточка долбяка по конусу обеспечивает необходимые углы резания: передний задний а (см. фиг. 2). Углы в плане образованы эвальвентным профилем зуба 3 и угловым шагом со к направлению поперечной подачи 5п. Возможна установка долбяка наклонно к плоскости резания под углом к продольной подаче 5 для изменения углов в плане или
под углом к поперечной подаче 5д для изменения главных углов резания у- и а.
Работа долбяка заключается в следующем. При вращении детали 6 со скоростью резания V долбяк получает нродольную нрдачу. Режущие лезвия 5 зубьев долбяка снимают припуски t и ti, определяющие суммарный припуск tz на обработку. Число одновременно участвующих в обработке зубьев зависит от
глубины припуска tz и углового шага между зубьями. Разделение припуска между зубьями позволяет увеличить режимы обработки и уменьшить тепловую нагрузку на режущее лезвие.
После износа проработавших зубьев стопор выводят из зацепления с долбяком и последний поворачивают на угол, обеспечивающий рабочую установку новых нензношенных зубьев.
Симметричная форма зубьев позволяет использовать долбяк для точения слева направо н расширить таким образом его технологические возможности. Не исключена возможность работы долбяка с поперечной нодачей
Sn (показана пунктиром), например, для прорезки неглубоких канавок .или частичной подрезки торцов и уступов. Аналогичным образом мо}кет быть иснользована торцовая фреза или любой другой инструмент подобного Предмет изобретения Способ токарной обработки многолезвийным режущим инструментом при его осевой подаче, отличающийся тем, что, с целью рас- 5 ширения его технологических возможностей, применяют инструмент типа долбяка или торцовой фрезы, который фиксируют от проворота на резцедержателе, устанавливая их режущие лезвия в плоскости, проходящей через линию центров станка (в плоскости резания) или под углом к ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ТОЧЕНИЕМ | 2003 |
|
RU2243064C1 |
| Способ тангенциального точения | 1974 |
|
SU480497A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| МНОГОЛЕЗВИЙНЫЙ РЕЗЕЦ | 2007 |
|
RU2347649C1 |
| МИКРОСКОП для ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА НЕПОСРЕДСТВЕННО НА РАБОЧЕМ МЕСТЕ БЕЗ СНЯТИЯ ЕГО СО СТАНКА | 1973 |
|
SU408139A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| КОМБИНИРОВАННЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2013 |
|
RU2526908C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
