Предлагается станок, предназначенный для скрутки и раскрутки старых или бракованных кабелей, с целью непосредственного использования старых, а также изготовления новых кабелей.
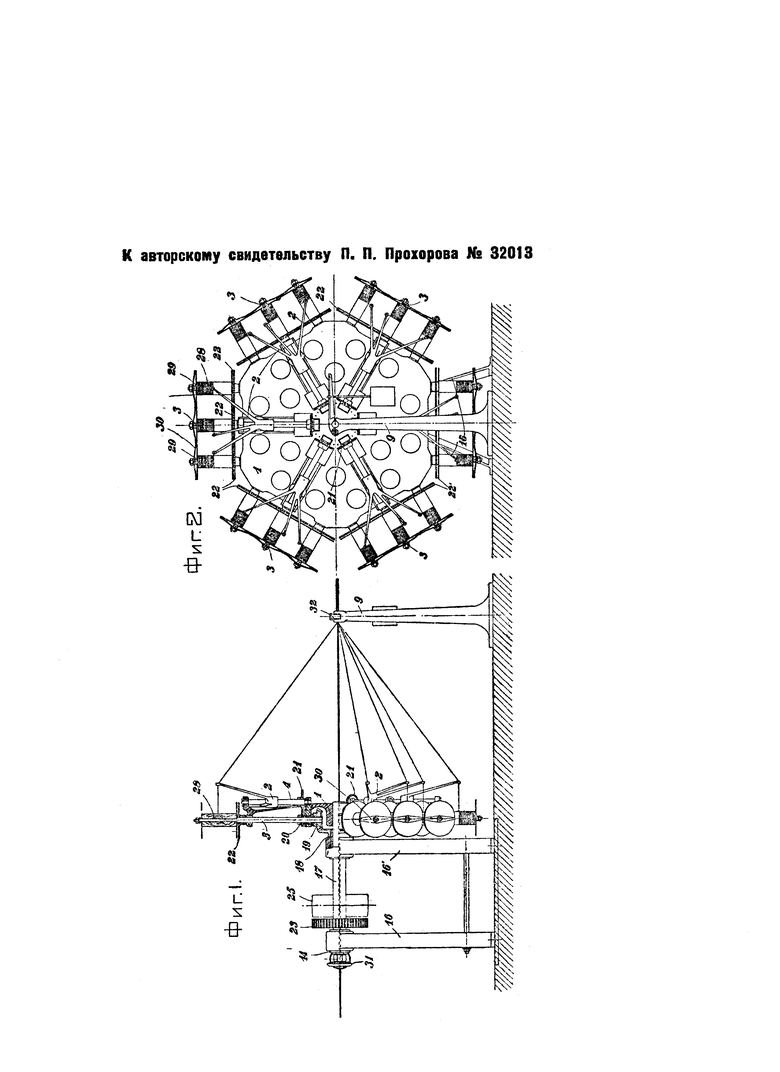
На чертеже фиг. 1 и 2 изображают предлагаемый станок в двух проекциях с частичным разрезом.
В указанном станке на двух станинах 16-161 (фиг. 1 и 2) в подшипниках 14 вращается полый вал 17, на выносе которого укреплена планшайба 1 с системой катушек 28. На станине закреплено неподвижно коническое зубчатое колесо 18, взаимодействующее с системой конических колес 19, оси 3 которых укреплены на планшайбе 1. Каждая из указанных осей сцеплена цилиндрическими зубчатыми колесами 22 с парой осей 29, расположенных по обе ее стороны. Все оси 3 и оси 29 расположены в одной плоскости и сгруппированы секциями по три оси у каждой из граней планшайбы 1. На выступающих концах всех этих осей свободно насажены катушки 28, причем для передачи вращения от осей катушкам последние прижаты к шестерням осей пружинными лапками 30, снабженными прокладками. Лапки 30 вращаются вместе с осями 3 и 29 и таким образом вращение катушкам 28 передается фрикционным сцеплением и регулируется ходом наматываемой на них проволоки независимо от скорости вращения планшайбы. При работе станка многожильный провод пропускается через колонку 9 с зажимом 32 и каждая из его жил наматывается на одну из катушек 28 планшайбы 1, причем сердечник кабеля проходит внутри полого вала 17 и сматывается барабаном приемника любого устойства. Одновременно со сматыванием жил кабеля на катушке 28 вращением всей планшайбы 1 (вместе с катушками) происходит раскрутка (или скрутка) кабеля. Скрутка жил провода осуществляется переменой направления вращения полого вала 17 и переменой направления движения сердечника кабеля.
Для равномерного укладывания проволоки последняя от зажима колонки 9 проходит через водители 2, которые перемещаются винтом 4 с правой и левой резьбой вверх и вниз, разматывая или укладывая проволоку на катушки. Винт 4 сцеплен зубчатой передачей 20-21 с осью 3 и таким образом перемещение водителей 2 происходит автоматически, причем каждый из водителей тройной и обслуживает одновременно все три катушки секции.
Для передачи вращения полому валу 17 на второй оси параллельно оси вала 17 установлены зубчатые колеса 23 и шкив 25. Шкив 31 сцепляется конической передачей с главным валом 17 и служит для вращения приемника, сматывающего сердечник кабеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к счетчику для учета производительности ткацких станков при трехсменной работе для установки циферблатов на нуль | 1931 |
|
SU33013A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТОВ | 1924 |
|
SU4317A1 |
| Станок для изготовления электрических катушек | 1973 |
|
SU510756A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ВАЛОВ | 1927 |
|
SU7350A1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| СТАНОК ДЛЯ СРАЩИВАНИЯ ТГ>&ОСОВ | 1973 |
|
SU391203A1 |
| Станок для наматывания катушек преимущественно для реле и электромагнитных механизмов | 1931 |
|
SU37196A1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2064699C1 |
| Станок для изготовления бескаркасных седлообразных катушек отклоняющих систем | 1987 |
|
SU1418819A1 |
| Линия для разделки трёхжильного плоского бронированного кабеля | 2016 |
|
RU2679313C1 |
Станок для скрутки и раскрутки электрических многожильных проводов, отличающийся применением приводимой во вращение с помощью полого вала 17, через который пропускается сердечник кабеля, системы катушек 28, служащих для наматывания жил провода и приводимых в дополнительное вращательное движение с помощью неподвижного зубчатого конического колеса 18 и сцепляющихся с ним скрепленных с указанной системой конических колес 19, связанных с водителями 2, служащими для укладки жил на катушки, через посредство винтов 4 с правой и левой резьбой.
