Изобретение относится к области автоматического управления и может быть использовано в системах управления станков.
Известны устройства автоматической подналадки станков. Для известных устройств характерны низкая точность стабилизапии размеров, так как при их работе не учитывается регулярность следования бракованных деталей.
Предложенное устройство содержит датчик сигналов наличия детали и брака, логический блок, накопитель сигналов брака, ручной переключатель и исполнительный механизм и отличается тем, что накопитель сигналов выполнен в виде непочки триггеров, последовательпо соединенных между собой через вентили, а управление наконителем осуществляется через логический блок.
Команда на подналадку станка вырабатывается только в случае регулярного следования определенного устанавливаемого числч бракованных деталей, и в результате новышается точность стабилизации размеров и надежность устройства.
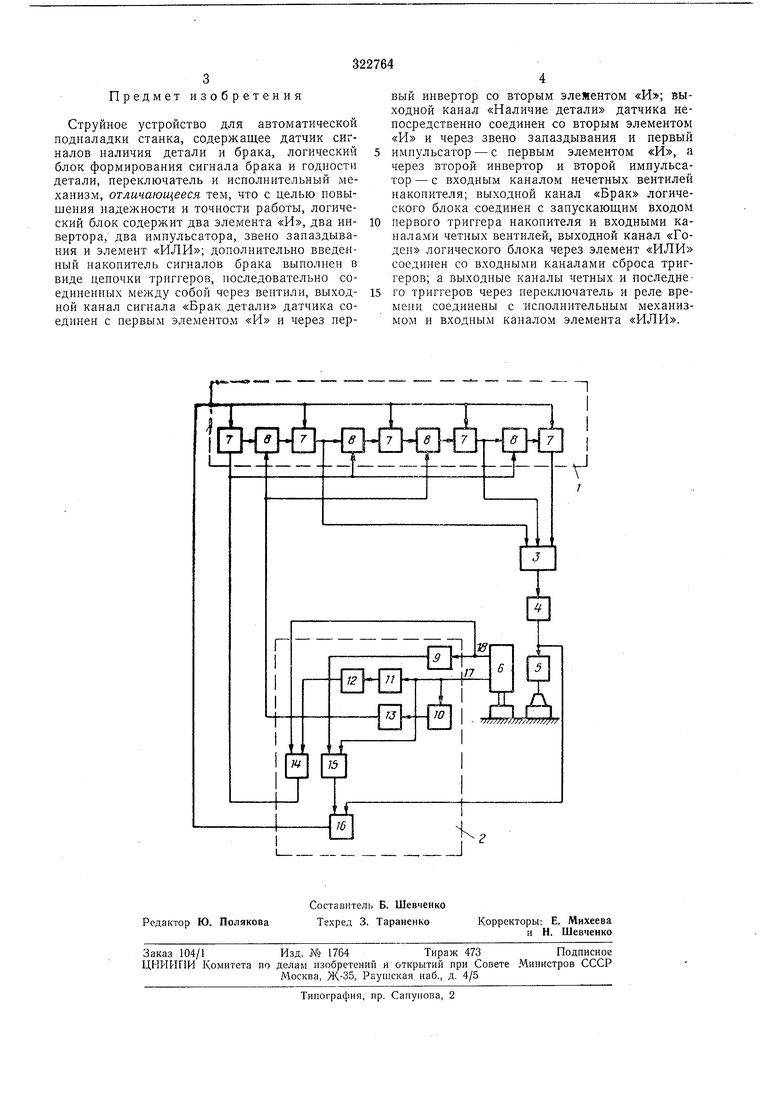
Изобретение ноясняется чертежом. Устройство содержит накопитель /, логический блок 2, ручной переключатель 3, реле 4 времени, исполнительный механизм 5 и датчик 6. Наконитель включает триггеры 7 и вентили 8; логический блок-инверторы 9 и 10, звено 11
запаздывания, импульсаторы 12 и 13, элементы «И 14 и 15 и элемепт «ИЛИ 16; датчик- выходной канал сигнала 17 «Наличие детали и выходной канал снгнала 18 «Брак.
Устройство работает следуюпщм образом. Если на измерительной позипии находится деталь, размер которой превосходит заданный, то па выходе датчика 6 появляются сигпалы 17 и 18. При этом на выходе элемента /5 будет нулевой сигнал, а на выходе элемента /-:/- единичный. Сигнал «Брак с выхода элемента 14 записывается па первом в цепочке триггере. При перемещении детали с измерительной позиции сигнал 17 принимает нулевое значение. Следовательно, появляется короткпй едипичпый сигнал на выходе имнульсатора 13 и сигнал «Брак нерезанисывается на следующий в накопителе триггер.
Если затем на нзмерительную нозицию поступает годпая деталь, то все триггеры наконителя сбрасываются в пулевое состояние.
Если же за нервой бракованной деталью на измерптельпую позицию поступают вторая, третья и т. д. также бракованные детали, то нроисходит последовательное заноминание сигналов в накопителе до тех пор, пока в соответствии с установкой ручного переключателя не будет отработана команда подналадки на исполпительном механизме, после чего схема возвращается в исходное состояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки станка | 1972 |
|
SU488189A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| УСТРОЙСТВО для ВЫЧИСЛЕНИЯ линий'РЕГРЕССИИ | 1971 |
|
SU290282A1 |
| ВСССОЮЗН.АЯпАтгнт'ш-j.x:;;v г кдп | 1971 |
|
SU296108A1 |
| Устройство для контроля фазовой системы программного управления | 1979 |
|
SU773577A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ФЕРРИТОВЫХ СЕРДЕЧНИКОВ | 1969 |
|
SU239447A1 |
| Копировальное следящее устройство для станков с программным управлением | 1982 |
|
SU1070508A1 |
| Устройство для программного управления позиционного типа | 1983 |
|
SU1158976A1 |
| Устройство для допускового контроля | 1986 |
|
SU1668982A1 |
| Устройство для автоматической подналадки системы спид | 1973 |
|
SU484046A1 |
