Известны инструменты для обработки цилиндрических колес, составленные из двух симметричных рабочих половин, витки которых расположены иа расстоянии, кратном основному шагу нарезаемой шестерни, а профили витков каждой половины имеют форму неравносторонней трапеции. Перпендикулярные к оси фрезы стороны рабочего профиля расположепы к плоскости соединения половин фрезы ближе, чем наклонные стороны.
Эти червячные фрезы позволяют нарезать цилиндрические колеса только метолом радиальной подачи.
Предлагаемый инструмент дает возможность осушествлять обработку прямозубых цилиндрических колес путем их обката одного за другим вдоль оси инструмента и отличается от известных тем, что число зубьев каждой половины фрезы выбрано большим Ч1исла зубьев нарезаемого колеса. Каждая половина может быть набрана из кольцевых инструментов, например абразивных кругов.
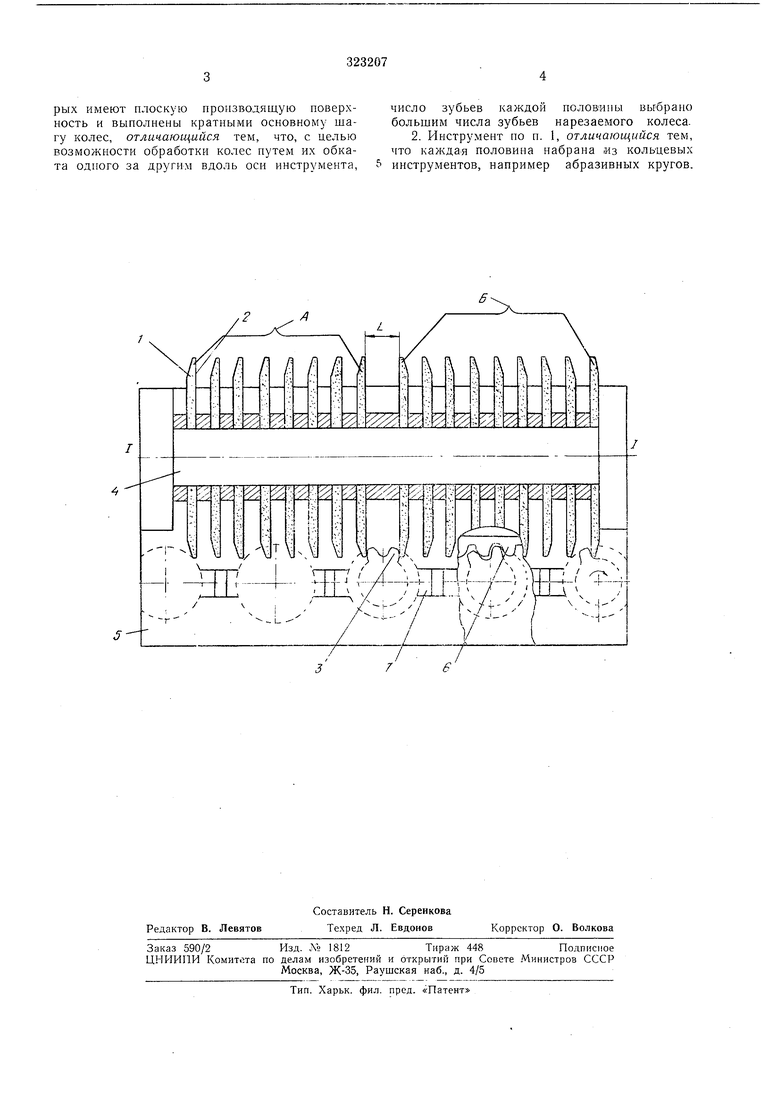
На чертеже изображен предлагаемый инструмент.
Инструмент состоит из двух рабочих сиМметричных половин Л и .6, -зубья / которых имеют плоскую производящую поверхность 2. Расстояние между поверхностями зубьев / в каждой группе выбрано кратным основному шагу нарезаемого колеса 3, а число зубьев
/ - несколько большим числа зубьев колеса 3. При этом каждая половина А и Б составлена из кольцевых инструментов, например абразивных кругов, фрез и т. д. Все зубья 1 установлены на оправке 4, закрепленной на станке 5. Обрабатываемые колеса 3 обкатываются одно за другим вдоль оси /-/ инструмента, а также могут поступательно перемешаться в направлении, перпендикулярном к оси с помошью реек 6 приводных зубчатых колес, спутников 7. Половина Л зубьев / обрабатывает правые профили, а половина Б- левые профили зубьев колес 3. При этом расстояние L между крайними и 1струментами группы должно быть равно длине обшей нормали при охвате двух или трех обрабатываемых зубьев и рассчитывается по обшеизвестным формулам. Так как у предлагаемого инструмента скорость его вращения не зависит от скорости движения заготовки, то за счет увеличения скорости врашения инструмента можно повысить производительность процесса зубонарезания.
Предмет изобретения рых имеют плоскую производящую поверхность и выполпены кратными основному шагу колес, отличающийся тем, что, с целью возможности обработки колес путем их обката одпого за другим вдоль оси инструмента,S число зубьев каждой половины выбрано большим числа зубьев нарезаемого колеса. 2. Инструмент по п. 1, отличающийся тем, что каждая половина набрана из кольцевых инструментов, например абразивных кругов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
| Способ изготовления зубчатых колес | 1988 |
|
SU1764870A1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2352439C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |