Предлагаемое изобретение относится к области обработки металлов резанием и может быть использовано в производстве цилиндрических зубчатых колес с круговыми зубьями.
Известен способ обработки круговых зубьев шестерни полуобкатной цилиндрической передачи, при котором зубья в станочном зацеплении формируются за счет обката заготовки по производящей рейке (см. журнал «СТИН», №4, 2005, с.26-29 - статья Васина В.А., Бобкова М.Н., Шейнина Г.М. «Обработка арочных зубьев цилиндрических колес»). При такой схеме обработки заготовке шестерни сообщают прямолинейное перемещение вдоль производящей рейки и согласованное с ним вращение.
Основным недостатком этого способа обработки является несопряженность торцовых профилей зубьев шестерни и колеса, приводящая к диагональному расположению пятна контакта на боковых поверхностях зубьев в передаче.
Наиболее близким по технической сущности (прототипом) является способ обработки цилиндрических зубчатых колес инструментом чашечной формы при сообщении последнему движения обката, имитирующего станочное зацепление производящего цилиндрического колеса с обрабатываемым колесом (а.с. №1139583, МПК B23F 9/00). При этом ось симметрии производящего контура и ось вращения инструмента пересекают ось производящего колеса.
Основным недостатком этого способа является невозможность его использования для обработки круговых зубьев цилиндрических колес.
Задачей предлагаемого изобретения является расширение технологических возможностей способа за счет обработки цилиндрических колес (шестерен) с круговыми зубьями полуобкатных передач. В предложенном способе обработки цилиндрических зубчатых колес инструментом чашечной формы в условиях обката заготовки по производящему колесу, при котором ось симметрии производящего контура пересекает ось производящего колеса, оси симметрии производящих контуров, формирующих выпуклые и вогнутые стороны зубьев, располагают под углом  к оси симметрии впадины производящего колеса, а ось вращения инструмента располагают параллельно оси симметрии впадины производящего колеса, скрещивают с осью производящего колеса под прямым углом и располагают от нее на расстоянии, определяемом по следующей зависимости
к оси симметрии впадины производящего колеса, а ось вращения инструмента располагают параллельно оси симметрии впадины производящего колеса, скрещивают с осью производящего колеса под прямым углом и располагают от нее на расстоянии, определяемом по следующей зависимости
L=Roi-rw2sin ,
,
где z2 - число зубьев производящего колеса;
Roi - номинальный радиус наружного витка инструмента;
rw2 - радиус начальной окружности производящего колеса.
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показана схема расположения двухвиткового режущего инструмента и обрабатываемого колеса относительно производящего колеса, вид сбоку; на фиг.2 - производящее колесо, вид сверху.
В состав наладки на обработку зубьев входят режущий инструмент 1 (торцовая зуборезная головка или чашечный шлифовальный круг), воображаемое производящее колесо 2, зубья которого материализованы инструментом 1, и обрабатываемое зубчатое колесо 3. Режущий инструмент 1 (торцовая зуборезная головка или чашечный шлифовальный круг) расположен относительно производящего колеса 2 так, что ось О0 вращения инструмента 1 параллельна оси симметрии О3 впадины производящего колеса 2 и скрещивается с осью O2 производящего колеса 2 под прямым углом. Расстояние между осями О0 и O2 определяют из условия
L=Roi-rw2sin ,
,
где Roi - номинальный радиус наружного витка инструмента;
rw2 - радиус начальной окружности производящего колеса;
z2 - число зубьев производящего колеса.
При этом оси симметрии O4 и O5 производящих контуров Кi и Ke наружного и внутреннего витков инструмента 1, формирующих соответственно выпуклые и вогнутые стороны зубьев шестерни 3, наклонены под углом  к оси симметрии
к оси симметрии
О3 впадины производящего колеса 2 так, что производящие контуры Кi и Ke симметричны относительно оси О3.
Обработка зубьев колеса 3 осуществляется следующим образом.
Инструменту 1 сообщают главное движение резания DГ - вращение вокруг оси O0, а заготовке 3 - два вращательных движения DSω1 и DSω2 соответственно вокруг осей O1 и O2, согласованные таким образом, что ее начальная окружность радиуса rw1 катится без скольжения по неподвижной центроиде - начальной окружности производящего колеса 2 радиуса rw2. Ось О1 заготовки 3 при этом перемещается по дуге окружности с радиусом, равным межосевому расстоянию аw передачи. В процессе обката резцы наружного витка инструмента 1 формируют выпуклую сторону зуба шестерни 3, а резцы внутреннего витка - вогнутую сторону зуба. По окончании формообразования зуба заготовку 3 отводят в исходное положение, осуществляют деление на зуб и цикл обработки повторяют.
Следует отметить, что вместо двухвиткового инструмента 1 могут быть использованы две односторонние резцовые головки для раздельной обработки выпуклых и вогнутых сторон зубьев за два установа.
Предложенная схема станочного зацепления полностью имитирует рабочее зацепление шестерни с колесом и поэтому обеспечивает формирование зубьев, сопряженных зубьям колеса, нарезанного методом копирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПАРЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2510789C2 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 1998 |
|
RU2123410C1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| Способ нарезания цилиндрических зубчатых колес с круговыми зубьями | 1982 |
|
SU1158313A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
| Способ обработки пары сопряженных цилиндрических зубчатых колес с арочными зубьями | 1991 |
|
SU1787077A3 |
Способ включает обработку инструментом чашечной формы в условиях обката заготовки по производящему колесу, при котором ось симметрии производящего контура пересекает ось производящего колеса. Для расширения технологических возможностей оси симметрии производящих контуров, формирующих выпуклые и вогнутые стороны зубьев, располагают под равными углами к оси симметрии впадины производящего колеса, а ось вращения инструмента располагают параллельно оси симметрии впадины производящего колеса, скрещивают с осью производящего колеса под прямым углом и располагают от нее на расстоянии, определяемом по приведенной формуле в зависимости от числа зубьев производящего колеса, номинального радиуса наружного витка инструмента и радиуса начальной окружности производящего колеса. 2 ил.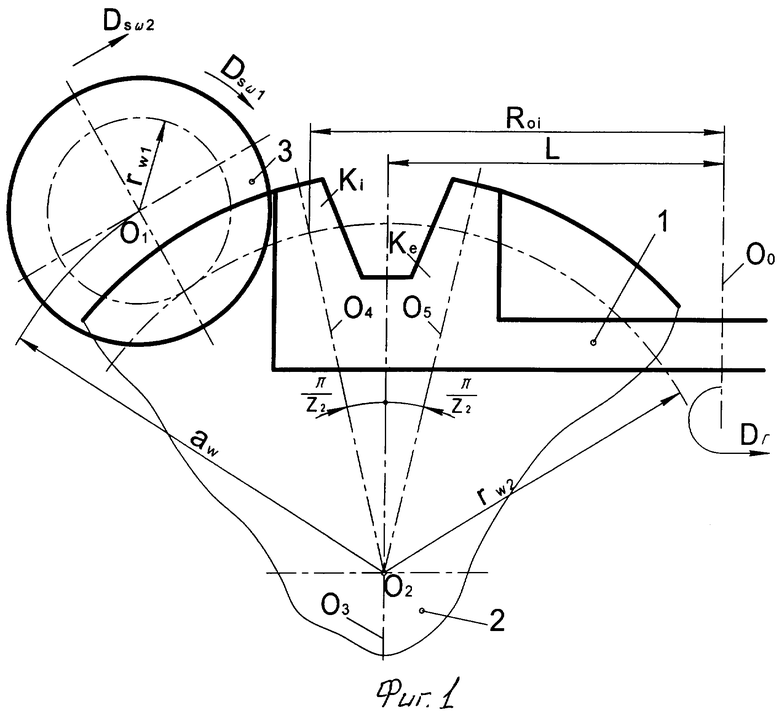
Способ обработки цилиндрических зубчатых колес инструментом чашечной формы в условиях обката заготовки по производящему колесу, при котором ось симметрии производящего контура пересекает ось производящего колеса, отличающийся тем, что оси симметрии производящих контуров, формирующих выпуклые и вогнутые стороны зубьев, располагают под углом  к оси симметрии впадины производящего колеса, а ось вращения инструмента располагают параллельно оси симметрии впадины производящего колеса, скрещивают с осью производящего колеса под прямым углом и располагают от нее на расстоянии, определяемом по следующей зависимости:
к оси симметрии впадины производящего колеса, а ось вращения инструмента располагают параллельно оси симметрии впадины производящего колеса, скрещивают с осью производящего колеса под прямым углом и располагают от нее на расстоянии, определяемом по следующей зависимости:
 ,
,
где z2 - число зубьев производящего колеса;
Roi - номинальный радиус наружного витка инструмента;
rw2 - радиус начальной окружности производящего колеса.
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ МЕТОДОМ ОБКАТКИ | 0 |
|
SU252060A1 |
| Способ шлифования зубчатых колес с круговыми зубьями | 1984 |
|
SU1247202A1 |
| RU 2060117 C1, 20.05.1996 | |||
| Устройство для измерения оптической плотности дымовых газов в газоходе | 1987 |
|
SU1550380A1 |

