.По основному авт. св. № 147421 известна система программного управления металлорежущими станками. Недостаток этой системы заключается в том, что при работе в динамических режимах с рассогласованиями, превышающими так называемую зону обмена, наличие насыщения приводит к замедлению переходного процесса в корректирующем звене, что в конечном счете увеличивает динамические ошибки копирования.
Цель изобретения-уменьшить динамические ошибки копирования.
Для этого в систему введен блок форсировки, вход которого через усилитель иодключен к выходной обмотке корректирующего датчика, а два выхода подключены соответственно к выходам фазовых дискриминаторов схемы управления.
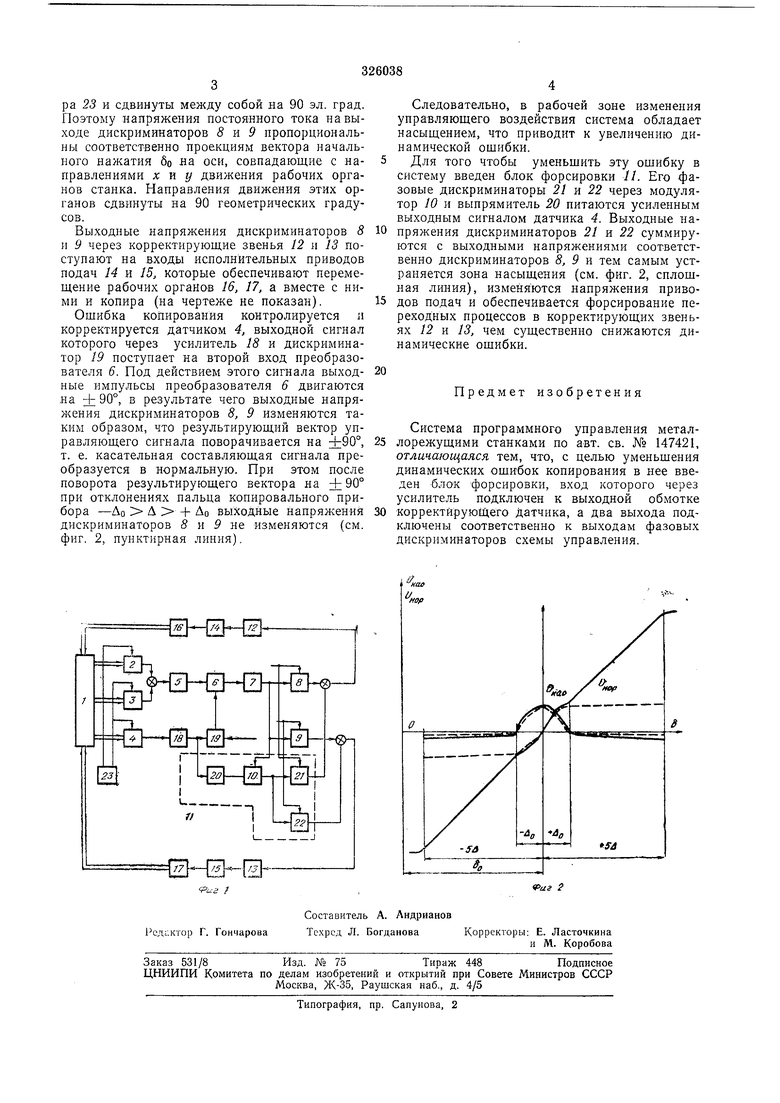
Па фиг. 1 дана блок-схема предложенной системы; на фиг. 2 - характеристики обмена касательной составляющей сигнала управления на нормальную.
Система состоит из копировального прибора / с координатными индуктивными датчиками 2, 3 и с корректирующим индуктивным датчиком 4. На выходы датчиков 2, 3 подключены усилитель-ограничитель 5, функциональный преобразователь 6 и ждущий триггер 7. С триггера 7 сигнал поступает в выходные фазовые дискриминаторы 5, 5 и в модулятор
10 блока форсировки 11. С фазовых дискриминаторов 8, 9 сигналы поступают соответственно через корректирующие звенья 12, 13 на исполнительные приводы подач М, 15, управляющие рабочими органами 16, 17.
Ошибка копирования контролируется датчиком 4, выход которого через усилитель 18 соединен с фазовым дискриминатором 19. Выход усилителя 18 соединен с выпрямителем
20 блока форсировкн 11. Выход выпрямителя 20 соединен через модулятор 10 с фазовыми дискриминаторами 21 и 22, выходы которых соединены с выходами фазовых дискриминаторов 8 и 9. Питание координатных датчиков
осуществляется от генератора 23, двумя независимыми напряжениями, сдвинутыми на 90°. Работает система следующим образом. Сигнал на выходе датчиков 2 и 3, появляется при отклонении пальца копировального
прибора от его геометрической оси. Выходное нанрял ение датчиков 2 и L после усилителяограничителя 5 поступает в функциональный преобразователь 6, который прямоугольное напрялсение ограничителя преобразует в короткие по длительности импульсы, идущие на запуск ждущего триггера 7. Ждущий триггер 7 формирует прямоугольные импульсы, которые коммутируют ключи выходных фазовых дискриминаторов 8, 9. Опорные напряження
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1972 |
|
SU326556A1 |
| Следящий привод с коррекцией люфта в механической передаче | 1976 |
|
SU647646A1 |
| УСТРОЙСТВО для ФОТОСЛЕДЯЩЕГО КОПИРОВАНИЯ | 1973 |
|
SU394821A1 |
| Следящая система с комбинированным управлением | 1984 |
|
SU1236419A1 |
| Позиционный электропривод | 1984 |
|
SU1270859A1 |
| Электропривод постоянного тока | 1986 |
|
SU1661951A1 |
| Устройство для программного управления электроприводом | 1980 |
|
SU1198458A1 |
| Устройство для считывания графической информации | 1985 |
|
SU1372343A1 |
| Система экстремального управления фокусировкой электронного луча | 1976 |
|
SU555378A1 |
| СОЮЗНАЯ [ | 1972 |
|
SU327014A1 |
