Изобретение относится к област деревообрабатывающего оборудования и касается станков для обработки кромок прямоугольных детален шлифованием или полированием.
Известные шлифовальные и полироваль 1ые станки, включа1ош,ие станину с нанравляюш,имн, но которым перемеш,аетея каретка с нриводн1)1м обрабатываюнцим инстру.ментом, н механизм возвратно-поступательного перемеш,ення каретки относительио обрабатываемой новерхностыо и стола, недостаточно производительны и не нозволяют обрабатывать деталп различных габаритов с заданной точностью.
Целью настояи;его нзобретення является создание такой конструкции устройства, которая обеспечивала бы повышенную производительность труда, точность и возможность обработки деталей различных габаритов.
Для достижеиия этой цели используют стапок для обработки кромок прямоугольных деталей, ианример, шлнфованием, включаюпий станину с направляюш,имп для подвижной каретки, рабочий инструмент с приводнЕям устройством и механизм возвратно-ноступательпого перемеп1,ення каретки с двумя концевымн переключателями.
новлепы подвижные кареткн с лрпводнь-рЛП .механизмам возвратно-ноступательного пере., обеспечиваюн;имн поочередную работу кареток нараллельных секций; причем одна из нарал.тельных секций вЕяио.чнепа с возможностью неремен1е11ня с 11омоп1ью нрнводного механизма в направлении, перпепднку;1ярно.м лруго, )Х та11Ов,1енн( Hapa:i.. ей секции, п С11абжена .механиз.мом переменинпя, ПОДВНЖ11ЫЙ элемент кого|1ого жестко счзед1П сп с концевым переключа 1елем ociioHiiOii секции па станине, причем механизм иеремеш,ен11Я выполнен в внде винтовой пары.
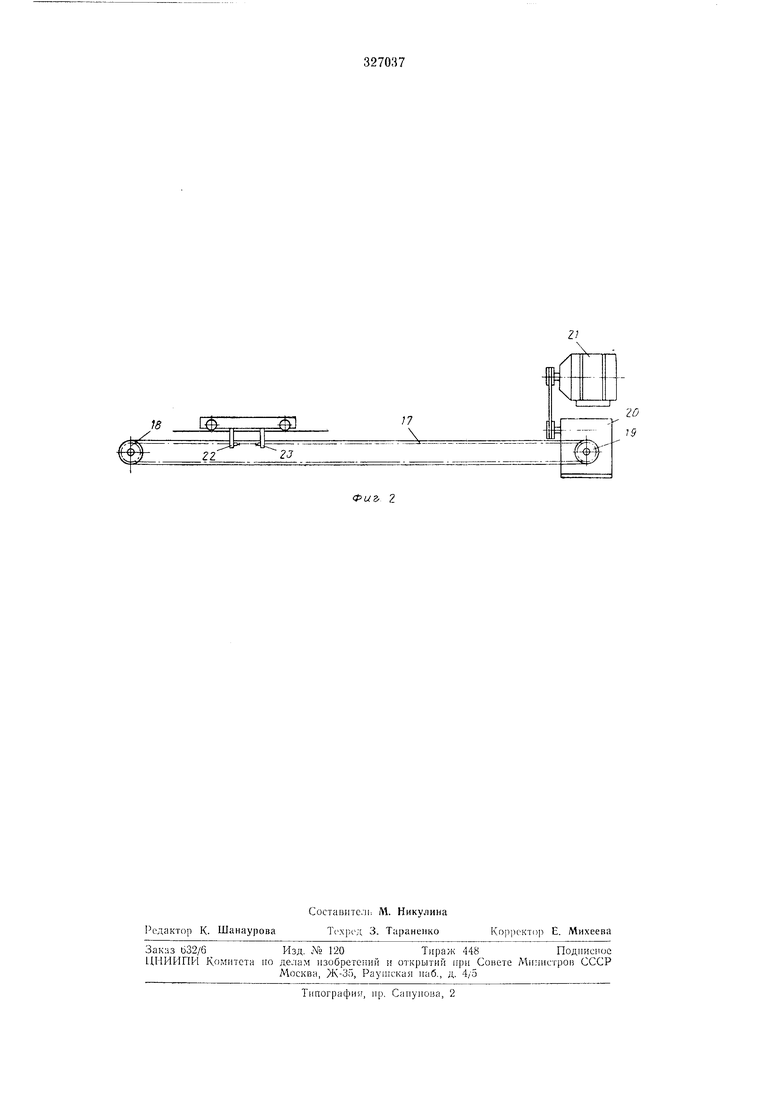
На фиг. 1 изображеи предлагаемый станок; на фиг. 2 - механизм возвратио-ностулателг;пого перемепгення кареток.
Станок имеет станину с основной секцией /, снабжеиную двумя боковыми .ми 2 и 3, которые снабжены панравляюниьми соответствеиио 4, 5, 6. Па наиравляюндих каждой секцпи установлены подвнжн1 1е каретки 7, 8, 9. Каждая кареткл представляет ooGoii нлагформу 10 с ролика.мп, на которой смонти)01зана вертикальная стойка // с шарнпрпо установленной на ней paMOii 12, несуп1:ей шп1П1дель }3 с обрабатывающим ниструмоп-ом 14 (нолпроваль).м или П1лифовальным круго.м). Ш-ипндель 13 посредством ременной передачи связан с электродвнгмт лем 15, кото) смонтироваи на раме 2, последняя снабжена рукояткой 16 со стопорным устройством.
Механизм возвратио-постуггателыюго перемещения кареток 7, 8, 9 представляет собой нень 17 с двумя звездочками 18 н 19, причем ведуп1ая звездочка 19 соединена через редуктор 20 с электродвнгателем 21. Концы ненн 17 посредством вшпов 22, создающих необходимое натяженне, соедине11Ы с KpoHHiTcihiaMH 23 кареток 7, 8, 9.
Для обеспечения возможности обработки де1алей разлнчных размеров секция 3 выполнена подвижной носредством механизма неремеп1.ения 24, представлякпцего собой, нанример, винтовую пару с рукояткой у 1равлен 1я 25, которая закреплена на одном копне liinrra, нротивоположный конец носледнего размен1ен в ноднятиике 26, который смонтнровап на неподвижной секции станнны 1.
Для укладки деталей па боковых секциях 2 3 смонтированы столы 27 н 28. На левом cloле 27 щарпн))ю устапов.чен щпток-отсекатель 29 для нредотврап1енпя срыва углов обрабаТ1)1ваемых деталей н)и сходе обрабатывающе14) инструмента /-/ е o6pa6aTbniaeMt)ii поисч чноетп, а правыГ щиток-отсекатель соединеп с IaiiKoii 30 впнтово нары 31, связанно; посредством HiecTCpen 32 и 33 с механизмом перемен ;ения секцин 3.
Для закрепления деталей на столах 27 и 28 нредкмотрены иневматнческие нрижимы 34, а ДсТя повышепия точности при укладке деталей па столы 27 и 28 на раме 35 продольной неподвпж 1011 секцнн стан1Н1ы / устаповлепы HJapHnpiio упоры 36.
Па продо,1ьной секции / станка установлены концевые )ек,т очателн 37 и 38, а па боковых секциях 2 3 - соответствепщ) переключатели 39 и 40. Концевые переключатели 37 и 38 электрически связа1 ы со схемой уиравления элетродвигате.тем 21 мехапнзма возвратно- осту нательного неремещепия ка1}еткн 7 продольной секции / н с вкл10чаюн,нмп устр011ства;ми схемы унра ленпя каретки 8 п У боковых секний 2 и 3. Концевые нере1 Л1очателн 39 и 40 электрически соедпнепы со схемой реверсизиого уцравлеиня электродвшчпхмямн 21 механизмом неремещеиня кареток 8 и У боковых секций 2 и 3.
Э;1ектрическая схема выиолнепа оГлцеизвестиым способом и на чертеже пе показапа.
KoiHieaoii переключатель 38 выполнен подвнжным и жеетко евязан е rafiKoii мехаПпз.ма перемеи епия 24 боковой секции 3. Для прнвед(;ння концевых переключателе в действие каретки 7 ,8, 9 снабжены линейками 41.
Станок работает следующим образом. Предварительно перед началом работы с1апка откидиые уиоры 36 устанавлгнииот в вертикальиое иоложеине, фиксируют их и но пн.м укладывают на столах 27 и 28 накет обрабатываемых деталей, затем закрепляют детали иоередством иневматичееких нрнжимов 34 и B03Jipaщают откидные уноры 36 в начальное иоложепие, освобождая новерхпость для обработки. В псход 1ом положении каретка 7 продольной секции / находится в крайнем левом положепии. а каретки S и 5 боковых секций 2 и 3 - в крайних задних положениях.
Обрабатывающий инструмент носредством рукоя -ки 16 устанавлпвают в нужное ноложеппе по отпон1еппю к обрабатываемой поверхностп и включают электродвигатели 15 и 21,
вследствие чего обрабатывающий инструмент 14 получает вращательное движение вокруг оси 1ппииделя 13, а ка)етка 7 продольиой секmii / по;1учает поступательное перемещение вправо вместе с обрабатывающим инструменiOM 14, осуп1ествляя полирование кромок деталей. При подходе к углу деталей каретка 7 воздействует на нпггок-отеекатель 29, иоворачпвая его в ноложение, являющееся продолжен ие.м обрабатываемой плоскости, вследствие
чего П|)едотвраи1ается срыв угла деталей, npii дости 1чснип Kpaihiero правого ноложения ка)етка 7 своей линейкой 41 воздействует на KOiineiioii переключатель 38, останавливается ii полхчает ход влево. Одпоз)е.меппо включается привод механнз.ма возврат1ю-поетунательН01Ч) п{ ремен1епня каре1ки 9 боковой секции 3, п она получает .ход вперед. За время переме1Иения каретки 7 продольной секции / из крайнего iipaiioro иоложеиия в крайнее левое ноложение каречка 9 боковой секции 3 доходит до крайнего переднего но.тожеиия, воздействус-т линейкой 4 па иерек.чючатель 40, ociaimBлпт ается и получает ход назад. При достижеппп крайнего лев1)го ноложения кареткой 7
продольной секний / каретка 9 боковой еекЦ1Н1 3 дос1т;гает исходиого положеиия и останавливается. Одновременно 1И)лучает движение вперед каретка 8 боковой секпии 2, каретка 7 получает ход , и процесс иовторяется л,о нолисл обрабоЕки кро.1(м дета.чей.
П р е д е т о з о б р е т е н и я
1. Станок для обработки кромок нрямоyio.iiHibix детале. 1 ап :пмер, нктифованнем, ,ключаюи1нй стан1П1у с иаправляюили.ми для ;1одвижпой каретки, рабочий JHicrpvMeirr с приводпы.м ycTpoiicTBo.M н механиз.м возвратпо- остуначельиог(} 11ере.меп1,ения каретки с дву.мя конпевыми переключателями, отличаюп(ийся тем, что, t; по:;ыи ения произвоД1ггельносТ1 труда, точиосчп и возможности об)абот-ки деталей различных IaGapiriOB, сташпа выполпепа с двумя па)аллельцо установ.;. секп.пямн, епабжепиыми направляюnuiMH, па которых стаповлены подвижные каретки с прпводны.хщ мс.хапиз.мами возвратно-посту и ательного иеремеще гия, обеснечнва он;ими поочередную работу кареток иараллельных секций; приче.м одна из иараллель1 ых секций выполпе)а с вoз.Ц)жнocтью перемеи1еппя с по.мопипо приводною механизма в панравленин, перпендикулярном другой, устамеханизмом перемещения, подвижиый элемент которого жестко соединен с концевым нереключателем основной секции на станине.
2. Станок по н. 1, отличающийся тем, что механизм неремещения вынолнен в виде винтовой пары.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРАВКИ ДЕТАЛЕЙ С РАЗЛИЧНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1972 |
|
SU423544A1 |
| УСТРОЙСТВО ДЛЯ РАЗМЕТКИ | 1972 |
|
SU324473A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РАЗДЕЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПЛЕНКИ НА НЕСКОЛЬКО ЭЛЕКТРОДОВ | 1967 |
|
SU190945A1 |
| КРОМКООБРАБАТЫВАЮЩИЙ СТАНОК | 1969 |
|
SU248447A1 |
| Кромко-строгальный станок для обработки кромок неподвижного обрабатываемого листа | 1953 |
|
SU99291A1 |
| ГИБОЧНЫЙ СТАНОК | 1972 |
|
SU331837A1 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| ДВУХПИЛЬНЫЙ РАСКРОЕЧНЫЙ СТАНОК | 2017 |
|
RU2664321C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК• | 1971 |
|
SU314406A1 |

32 Jf
Фиг, 2
