1
Изобретение может применяться преимущественно для изготовления деталей П-образной формы с отогнутыми внутрь кромками.
Известен гибочиый станок, содержащий соосно устаиовленные на станине по обе стороны относительно стола, служащего для размещения заготовки, нижнюю и верхнюю траверсы с П1риводами, обеспечивающими их перемещение навст:речу друг другу, «а нижний из которых закреплен инструмент для гибки заготовок в П-образную форму, а верхняя траверса связана с инструментом для отгибки кромок, .выполненным в виде гибочных планок, закрепленных «а пово1рот ных рамах, уста«овлениых по боковым сторонам траверсы, а также размещенный над столом прижим с приводом и установленный между орижимом и верхней траверсой и соосно с ними суппорт со сменной оправкой для отгибки кромок.
Цель изобретения - повысить качество изготовляемых деталей.
Это достигается тем, что поворотные рамы расположены на суппорте, а гибочные планки закреплены на рамах шарнирно, при этом приводы траверс и дрижима выполнены в виде силовых цилиндров, связанных через распределительное устройство, обеспечивающее включение их в работу в заданной последоватеЛ|Ь1Ности, с источником питания, а суппорт снабжен приводом его возвратно-поступательного перемещения в направлении перемещения траверс.
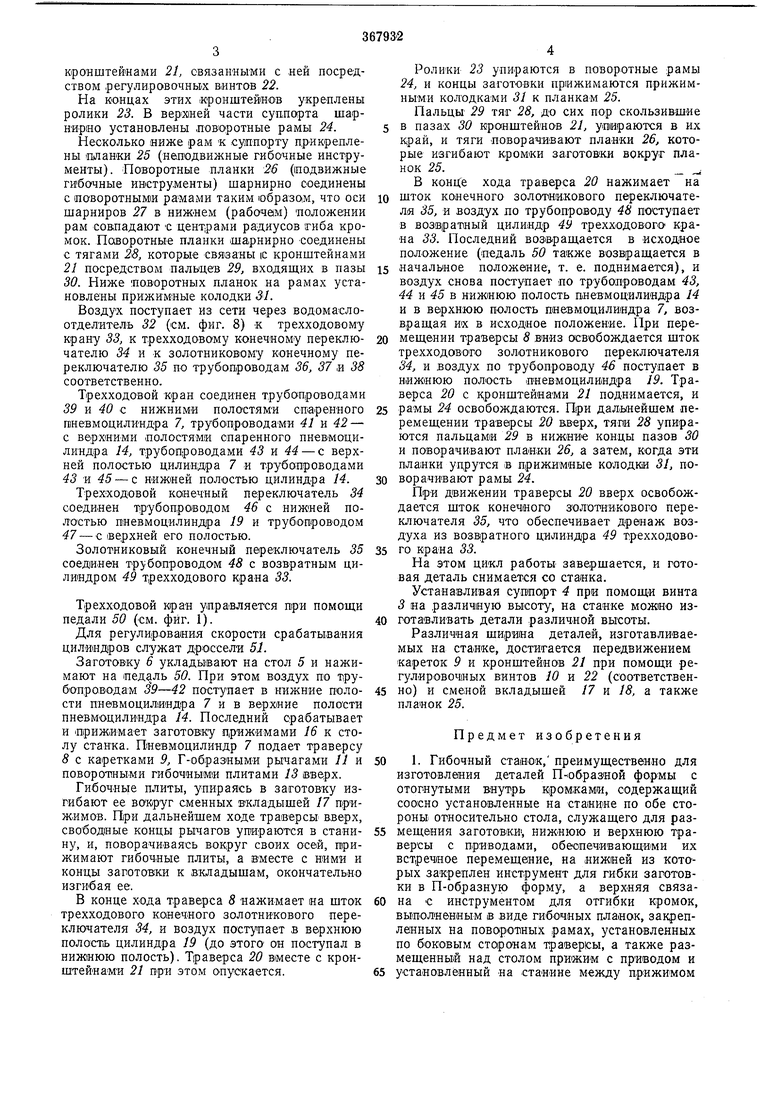
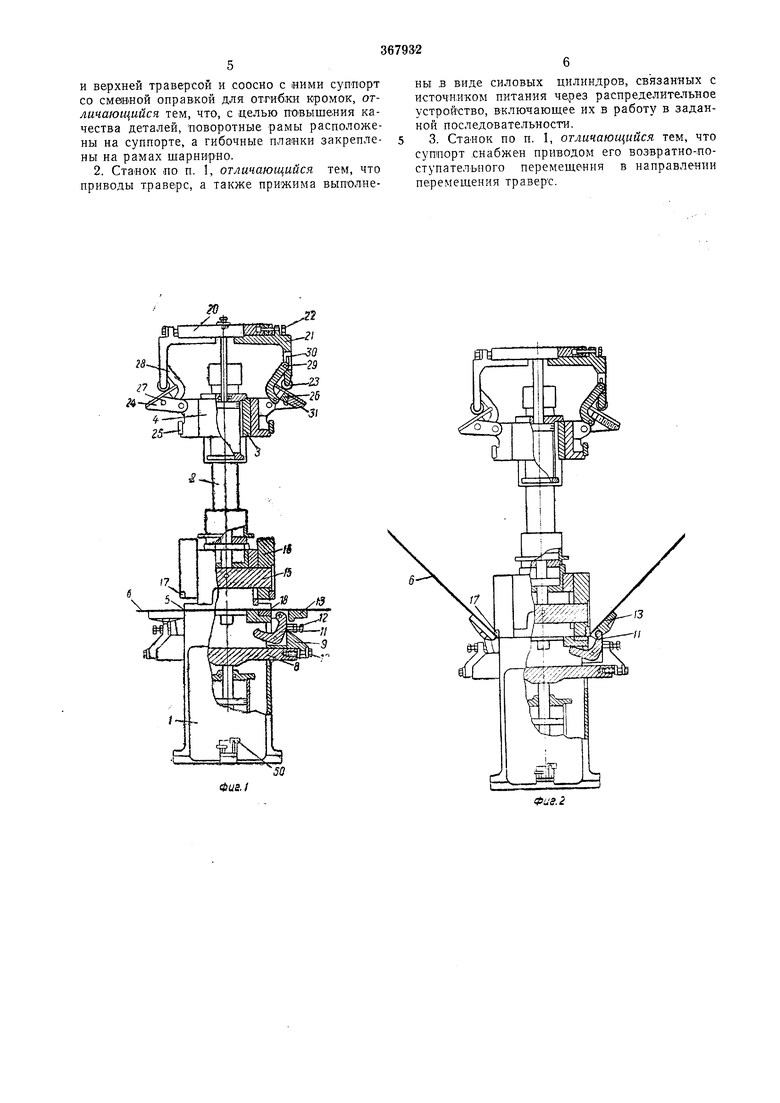
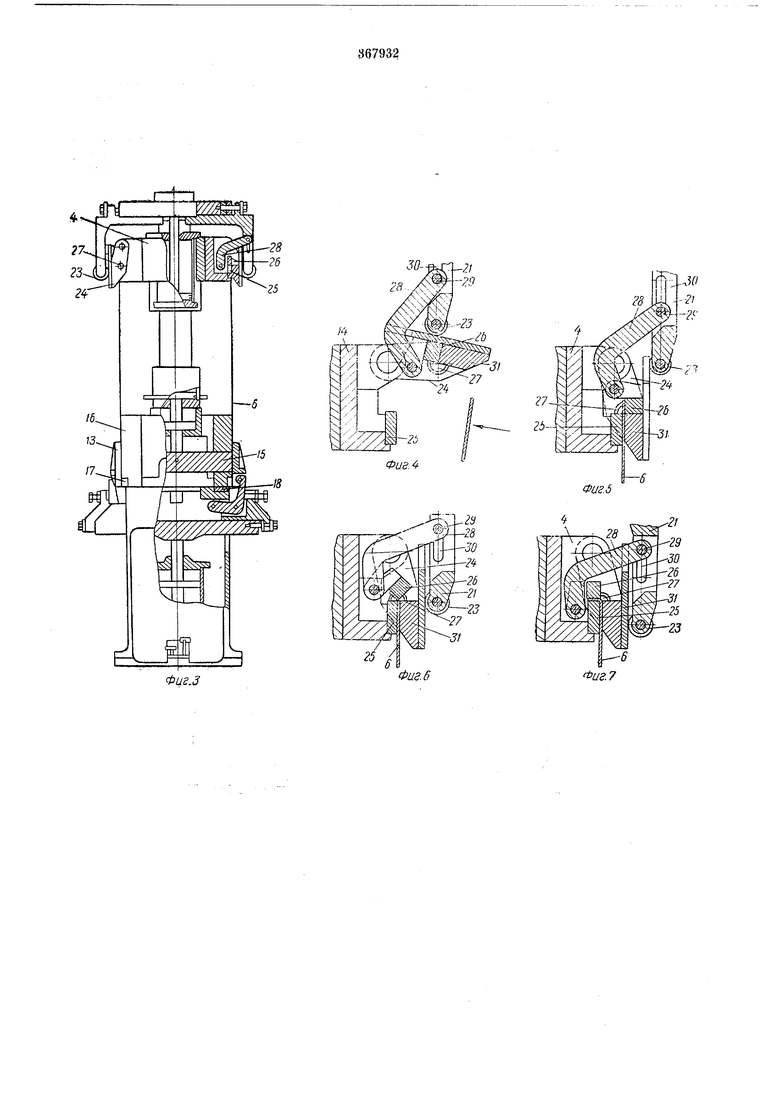
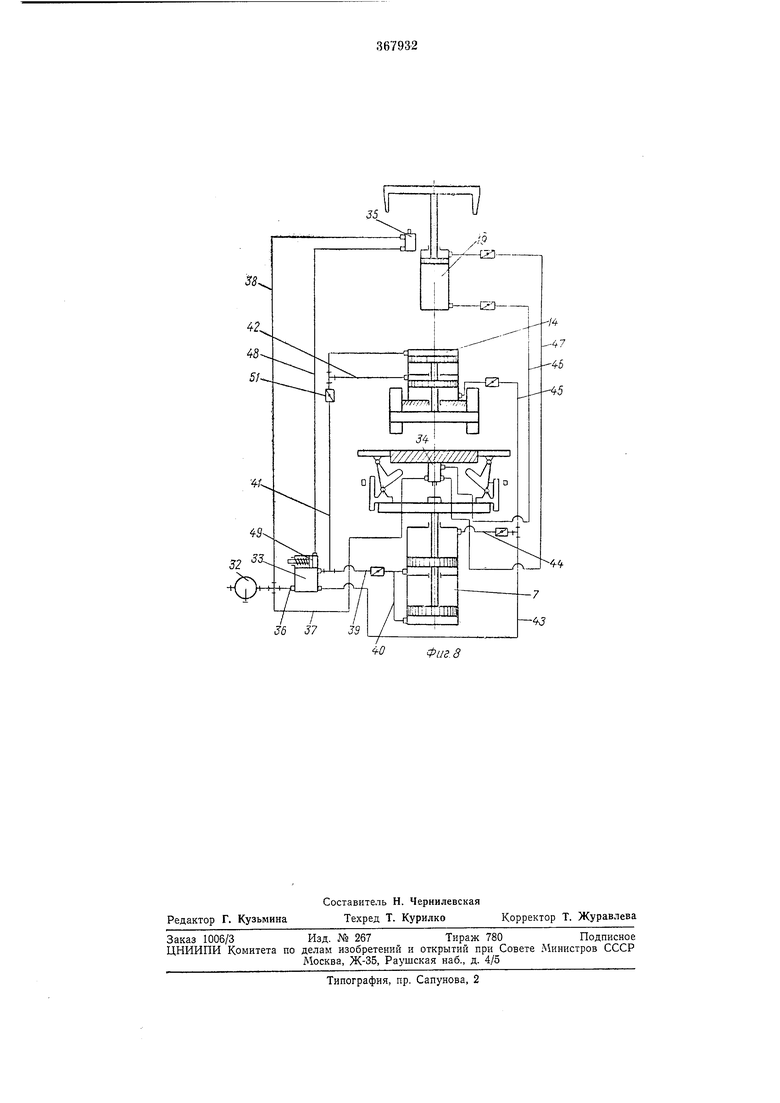
Иа фиг. 1 Изображен описываемый станок; на фиг. 2 и 3 то же, в промежуточном и конечном положениях; на фиг. 4-7 показан узел гибки кромки, в последовательных рабочих положениях; на фиг. 8 показана пневматическая схема станка.
Станок имеет станину / с вертикальной колонной 2, по которой при помоЩи винта 3 передвигается суппорт 4. На столе 5 размещают заготовку 6.
В нижней части станины расположен пневмоцнлиндр 7 (см. фиг. 8), на штоке которого
укреплена траверса 8 с каретками 9, выполненными с регулировочными винтами 10. На каретках шарнирно укреплены двуплечие Г-образные рычаги 11, упирающиеся в регулировочные винты 12. К рычагам шарнирно
прикреплены поворотные гибочные плиты 13.
На верхней части станины установлен пиевмоцилиндр 14 (см. фиг. 8), на штоке которого закреплена траверса 15 с прижимами 16. Прижимы снабжены сменными вкладышами 17.
На столе станины также расположены сменные вкладыша 18.
На штоке пневмоцилиндра 19, встроенного в суппорте, укреплена верхняя траверса 20 с
кронштейнами 21, связаниьгаи с ней посредством регулировочнььх винтов 22.
На ко«цах этих кронштейнов укреплены ролики 23. В верхней части суппорта шарнирно установлены поворотные рамы 24.
Несколько .ниже рам к суппорту прикреплены (планки 25 (неподвижные гибочные инструменты). Поворотные планки 26 (подвижные ги бочные инструменты) шарнирно соединены с поворотными рамами таким образам, что оси шарниров 27 в нижнем (рабочем) положении рам совпадают с центрами радиусов тиба кромок. ПоаворотнЫе планки шарнирно соединены с тягами 28, которые связаны ic кронштейнами 21 посредством пальцев 29, входящих в пазы 30. Ниже поворотных планок на рамах установлены прижим«ые колодки 31.
Воздух поступает из сети через водомаслоотдеяителъ 32 (см. фиг. 8) к трехходовому крану 33, к трехходовому конечному переключателю 34 и к золотниковому конечному переключателю 35 по трубопроводам 36, 37 ,и 38 соответственно.
Трехходовой кран соединен трубопроводами 39 и 40 G нижними полостямИ спаренного П1невмоцилиндра 7, трубопроводами 41 vt 42 - с верхними полостями спаренного пн€В1МОцилиндра 14, трубопроводами 43 и 44 - с верхней полостью цилиндра 7 и трубопроводами 43 и 45 - с нижней полостью цилиндра 14.
Трехходовой конечный переключатель 34 соединен Т рубопр01водом 46 с нижней полостью пневмоцилиндра 19 и трубопроводом 47 -с верхней его полостью.
Золотниковый конечный переключатель 35 соединен трубопроводом 48 с возвратным цилиндром 49 трехходового крана 33.
Трехходовой кран управляется при помощи педали 50 (см. фиг. 1).
Для регулирования скорости срабатывания цилинд|ро.в служат дроссели 51.
Заготовку 6 укладывают на стол 5 и нажимают на педаль 50. При этом воздух по ирубопроВОдам 9-42 поступает в нижние полости иневмоцилгандра 7 и в верхние полости пневмоцилиндра 14. Последний срабатывает и лрижимает заготовку прижимами 16 к столу станка. Пневмоцилиндр 7 подает траверсу 8 с каретками Я Г-образными рычагами 11 и поворотными гибочными плитами 13 вверх.
Гибочные плиты, упираясь в заготовку изгибают ее вокруг сменных вкладышей 17 прижимов. При дальнейшем ходе траверсьг вверх, свободные концы рычагов упираются в станину, и, поворачиваясь вокруг своих осей, прижимают гибочные плиты, а вместе с ними и концы заготовки к в;кладышам, окончательно изгибая ее.
В конце хода траверса 5 нажимает иа шток трехходового конечного золотникового переключателя 34, и воздух поступает в верхнюю полость цилиндра 19 (до этого он поступал в нижнюю полость), траверса 20 вместе с кронштейнами 21 при этом опускается.
Ролики 23 упираются в поворотные рамы 24, и концы заготовки прижимаются прижимными колодками 31 к планкам 25.
Пальцы 29 тяг 28, до сих пор скользившие в пазах 30 кронштейнов 21, упираются в их к,рай, и тяги поворачивают планки 26, которые изгибают кромки заготовки вокруг планок 25. В конце хода траверса 20 нажимает на
шток конечного золотникового переключателя 35, и воздух по трубопроводу 48 поступает в возвратный цилиндр 49 трехходового крана 33. Последний воз в-ращается в исходное положение (педаль 50 также возвращается в
начальное положение, т. е. поднимается), и воздух снова поступает по трубопроводам 43, 44 и 45 в НИЖ1НЮЮ полость пневмоцилиндра 14 и в верхнюю полость пеевмоцилиндра 7, возвращая ик в исходное положение. При перемещении траверсы 8 вниз освобождается шток трехходового золотникового переключателя 34, и воздух по трубопрОводу 46 поступает в нижнюю полость пневмоцилиндра 19. Траверса 20 с к,ронштейнами 21 поднимается, и
рамы 24 освобождаются. При далынейшем перемещении траверсы 20 вверх, тяги 28 упираются пальцами 29 в нижние концы пазов 30 и поворачивают планки 26, а затем, когда эти планки удрутся в прижимные колодки 31, поворачивают рамы 24.
При движении траверсы 20 вверх освобождается шток конечного золотивкового переключателя 35, что обеспечивает дренаж воздуха из возв ратного цилиндра 49 трехходового крана 33.
На этом цикл работы завершается, и готовая деталь снимается со станка.
Устанавливая суппорт 4 при помощи винта 3 на различную высоту, на станке можно изготавливать детали различной высоты.
Различная ширина деталей, изготавливаемых на станке, достигается передвижением кареток 9 и кронштейнов 21 при помощи регулирОвочиых винтов 10 и 22 (соответственно) и сменой вкладышей 17 и 18, а также планок 25.
Предмет изобретения
1. Гибочный станок, преимущественно для изготовления деталей П-образной формы с отогнутыми внутрь К ромками, содержащий соосно установленные на станине по обе стороны относительно стола, служащего для размещения заготовки , нижнюю и верхнюю траверсы с приводами, обеспечивающими их встречное перемещение, на нижней из которых закреплен ниструмент для гибки заготовки в П-образную форму, а верхняя связана с инструментом для отгибки кромок, выполненным в виде гибочных планок, закрепленных на повороттных рамах, установленных по боковым сторонам iipaiBepicbi, а также размещенный над столом прижим с приводом и
установленный на станине между прижимом
и верхней траверсой и соосно с ними суппорт со сменной оправкой для отгибки кромок, отличающийся тем, что, с целью повышения качества деталей, поворотные рамы расположены на суппорте, а гибочные плаики закреплены на рамах шарнирно.
2. Станок по п. 1, отличающийся тем, что приводы траверс, а также прижима выполнены .в виде силовых цилиндров, связанных с источником питания через распределительное устройство, включающее их в работу в заданной последовательности.
3. Станок по п. I, отличающийся тем, что суппорт снабжен приводом его возвратно-поступательного перемещения в направлении перемещения траверс.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНЫЙ СТАНОК | 1972 |
|
SU331837A1 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| МНОГОПИЛЬНЫЙ СТАНОК)ЗНАЯ•^'^-' -,.._,-,ti^i, >&'ffisv>&jo/ '^;Д. л HAh! IhttlUiiV ••^^•••'- j.*..•- —-Ч Г ЛI | 1972 |
|
SU331887A1 |
| Станок для изготовления изделий замкнутой формы | 1991 |
|
SU1801694A1 |
| Гибочный станок | 1986 |
|
SU1324713A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
Q
&
50
Фиг.
a
A-jt-A
Фиг.З
Фиг. 6
.7Я
-30 -Л
25 -2t
23 -27
-3t
иг.7
Фаг. 6
S8
36 37 39
x.
0 Фиг. 8
