Изобретение относится к производству карбид-кремниевых электронагревателей и может быть использовано на заводах огнеупорной промышленности.
Известны установки для изготовления спиральных карбид-кремниевых электронагревателей из трубчатых заготовок, содержащие станину с силовым блоком и шпинделем и механизм резания с режущим дисковым инструментом и суппортом поперечной подачи,
Целью предлагаемого изобретения является расщирение типоразмеров обрабатываемых заготовок, повышение их качества и производительности.
Достигается это за счет того, что режущий дисковый инструмент смонтирован на суппорте с возможностью поворота относительно оси вращения заготовки, причем ось вращения механизма резания пересекается с осью вращения заготовки и центром вращения режущего дискового инструмента, а в зоне резания установлен роликовый люнет и упругий пр.ижим для фиксации заготовки. Шпиндель силового блока выполнен сменным в виде цилиндрического копира; кроме того, роликовый люнет и прижим снабжены упругими самоустанавливающимися роликами со сферическими контактными поверхностями.
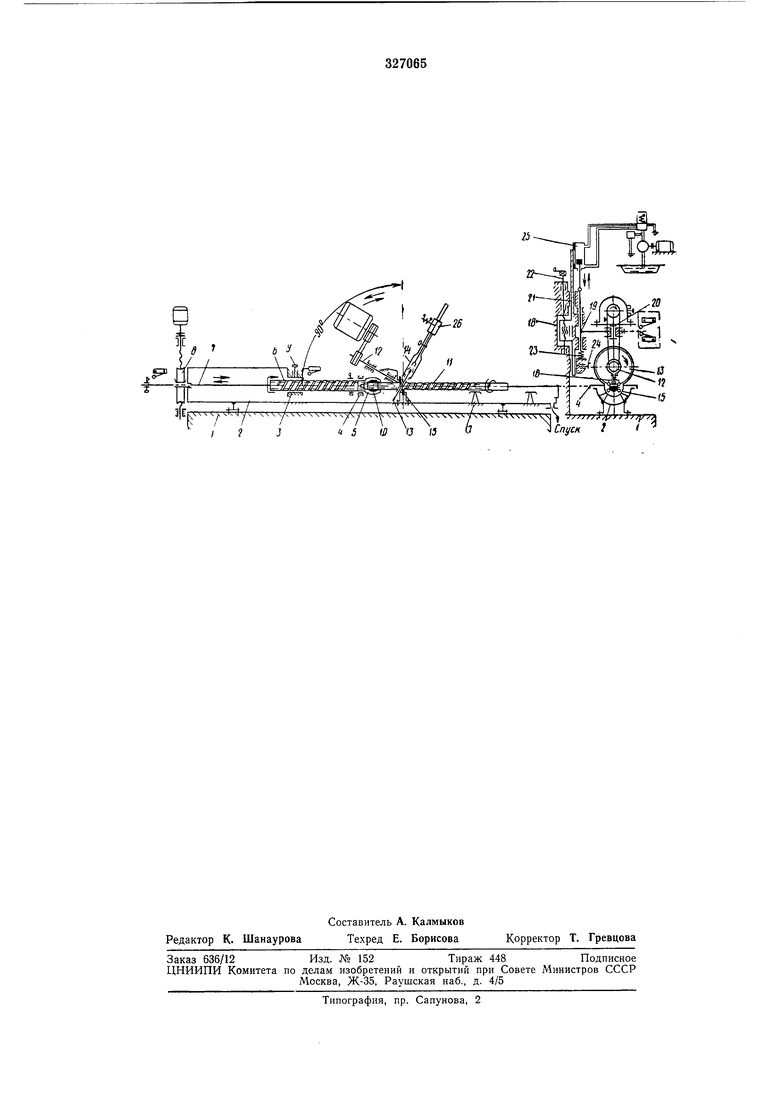
На основании / смонтирован корпус силового блока 2 с направляющим устройством 3 и направляющими для ползуна 4. Зажимный патрон 5 взаимодействует с полым шпинделем-копиром 6, соединенным со шлицевым валом 7, который проходит через винтовое колесо редуктора 8. Со шпинделем-копиром б взаимодействует ведущий палец 9. Зажимный патрон снабжен упругим элементом 10. Над заготовкой 11 располагается шпиндельная головка 12 с алмазным режущим диском 13, над которым смонтирована камера охлаждения 14. Заготовка // установлена в двухроликовый люнет 15 и зафиксирована упругим роликовым прижимом 16, ролики которых выполнены самоустанавливающимися со сферическими контактными поверхностями.
В процессе обработки заготовка 11 опирается на опорное устройство 17. В направляющих стойках 18 размещен вертикальный суппорт 19 с вертлюгом 20, на котором смонтирована шпиндельная головка 12 с алмазным режущим диском 13. Вертикальный суппорт 19 монтируется на салазках 21, перемещающихся в направляющих стойках 18 с помощью винта 22. Вес вертикального суппорта 19 уравновешивается пружиной 23, а салазки 2 после установки фиксируются винтом 24. Перемещение суппорта 19 осуществляется гидроцилиндром 25. Подача охлаждающей
жидкости в камеру охлаждения осуществляется магнитным электрокраном 26.
Устройство работает следующим образом.
Для нарезания сниральных прорезей предварительно устанавливается шпиндель-копир 6, имеющий коиириые пазы, соответствующие заданному шагу спирали нагревателя.
В соответствии с диаметром трубчатой заготовки 11 в патроне 5 устанавливается упругий элемент 10 зажима и на корнусе блока 2 - двухроликовый люнет 15.
Опорное устройство 17 регулируется по высоте в соответствии с диаметром заготовки 11.
На щпинделе механизма резания устанавливается алмазный режущий диск 13. Затем производится разворот механизма алмазного резания совместно с алмазным режущим диском 13 на угол, соответствующий углу подъема винтовой нарезки копирных пазов на шпинделе-конире 6, и это положение фиксируется.
Градусная и нониусная шкалы, нанесенные на вертлюге 20 и корпусе механизма, обеспечивают достаточно высокую точность разворота и установки шпиндельной головки 12.
Положение и ход шпиндельной головки 12 по высоте определяется диаметром трубчатой заготовки 11 и толщиной ее стенки. Регулировка щииндельной головки 12 по высоте при наладке производится перемещением салазок 21 суппорта винтом 22 с последующим стопорением его винтом 24.
Глубина врезания алмазного диска 13 в заготовку регулируется величиной хода щтока гидроцилиндра 25.
После установки заготовки 11 и закрепления ее производится пуск механизмов установки. При этом включаются привод шпиндельной головки 12 и магнитный электрокран 26 для подачи охлаждающей жидкости, а также гидроцилиндр 25, обеспечивающий медленную автоматическую подачу алмазного диска 13 в заготовку / на глубину, несколько превышающую толщину стенки заготовки.
По достижении заданной глубины врезания перемещение вертикального суппорта 19 прекращается.
Винтовой редуктор 8 через шлицевой вал 7 приводит в движение щпиндель-копир 6, а вместе с этим и обрабатываемую заготовку //. Направляющее устройство 3 обеспечивает шпинделя-копира 6 с заготовкой 11 в соответствии с направлением спиральных пазов копира 6. В это время алмазный диск 13 воспроизводит на заготовке 11 соответствующую сквозную прорезь.
По достижении шлицевым валом 7 крайнего левого положения привод шпиндельной головки 12 переключается на обратный ход и через гидроцилиндр 25 быстро выводится суппорт 19 в верхнее положение, используя при этом также и энергию пружины 23, одновременно отключается кран 26, прекращая подачу охлаждающей жидкости в камеру охлаждения 14. Возвращение в исходное положение щпинделя-копира 6 с нарезанной заготовкой 11 производится редуктором 8 в три раза быстрее рабочего хода.
В крайнем правом положении щлицевой вал 7 останавливается. После этого нарезанная заготовка снимается и на ее место устанавливается другая заготовка.
При нарезании двух- и трехзаходных прорезей для нагревателей с выводами в одну сторону без снятия заготовки 11 производится
разворот шнинделя-копира 6, имеющего двухили трехзаходные пазы, на 180° или соответственно на 120°, приподымая при этом ведущий палец. Процесс нарезания прорезей со второго и третьего заходов аналогичны нарезанию однозаходной спирали.
Для выполнения продольных прорезей при изготовлении нагревателей с выводами в одну сторону или для подрезки торцов и отрезки заготовок на заданную длину производится
переналадка установки.
Предмет изобретения
1.Установка для изготовления спиральных карбид-кремниевых электронагревателей из
трубчатых заготовок, содержащая станину с силовым блоком и шпинделем и механизм резания с режущим дисковым инструментом и суппортом поперечной подачи, отличающийся тем, что, с целью расширения типоразмеров обрабатываемых заготовок, повышения их качества и производительности, режущий дисковый инструмент смонтирован на суппорте с возможностью поворота относительно
оси вращения заготовки, причем ось вращения механизма резания пересекается с осью вращения заготовки и центром вращения режущего дискового инструмента, а в зоне резания установлен роликовый люнет и уеругий
прижим для фиксации заготовки.
2.Установка по п. 1, отличающаяся тем, что шпиндель силового блока выполнен сменным в виде цилиндрического копира.
3.Установка по п. 1, отличающаяся тем, что роликовый люнет и прижим снабжены
упругими самоустанавливающимися роликами со сферическими контактными поверхностями. /7 t 45 W 13 IS Ji/7ycA
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления спиральных карбид-кремниевых электронагревателей | 1975 |
|
SU648420A1 |
| Установка для изготовления спиральных карбид-кремниевых электронагревателей | 1978 |
|
SU776930A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
| ДВУСТОРОННИЙ МНОГОШПИНДЕЛЬНЫЙ АВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦОВ ДЕТАЛЕЙ ТИПА ВАЛОВ | 1967 |
|
SU205498A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |