il
Известны вводные ролвковые коробки, включающие (Kopinyc, пропуски, .ролики и (ролижодержатели.
Предложенная нводиая раликовая «оробка отличается от известной там, что в каждый роликаде|ржатель юмонтираван контактирующий ,с /роликом режу|Щий инстфумеят, профиль которого совпадает с профилем рабочей части роликов.
Это позволяет сократить простои -прокатного стаиа за счет перетечки роликов в процессе прокатки.
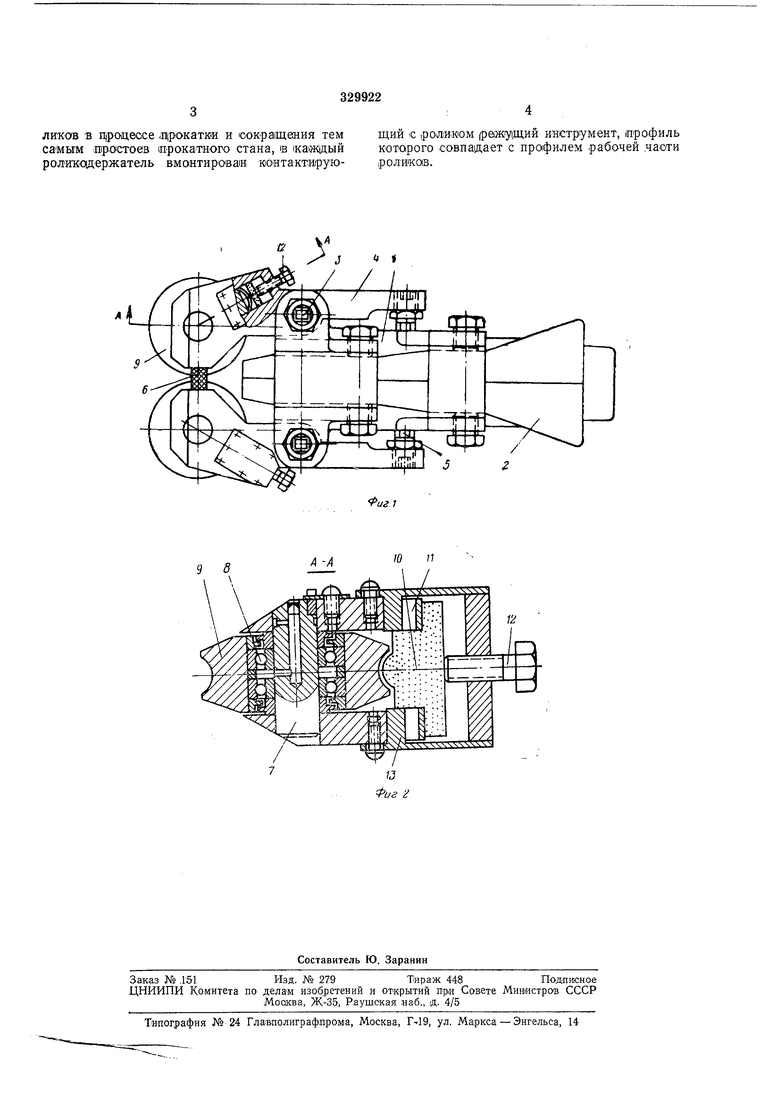
На фиг. 1 (показаиа црвдложенная коробка; на фиг 2 - то же, разрез ео Л-А на фиг. 1.
Коробка состоит из корпуса 1, IB котором размещены иропуоки 2 скольжения. К корпусу лосреиством осей 3 прикреплены роликодержатели 4, раствор котарыми регулируется устанавочиыми болтами 5. Роликодержатели отжимаются друс от друга (резииоъ-ой ра1спор1кой 6. В каж1Дом роликодержателе иа осях 7 и на подщи1пниках 8 качения установлены ролики 9. В тазах каждого роликодержателя .установлен режущий И1нст|ру:мент (иаприме|р, шлифовальный .брусок) 10, кото|рый подпружи.нен листовыми дружинами 11. Ка1Ж1дый режущий инструмент имеет возмоЖность прижиматься |к рюянку (в nip oiueoce переточки таследнего. Прижатие .режущего. HiHcnpyмента .к ролику осуществляет1ся болтом 12,
ввернутым в KOipinyc роликоде(ржателя. Режущий инструмент сверху и снизу закрывается крышками J3.
Бели поверхность (ролика сработалась (или налип металл), топроизводят п&реточку.
Необходимая переточка роликов ар1мату1ры осуществляется в процессе работы прокатного стана, когда поло1са накодится в валках прокаттной клети, и ролики ,в,ращаются за счет сил трения между полосой и роликами арматуры. С этой целью вворачивают болт, осу1ще1ствляя постепенное прижатие режущего инспрумента к ролику. Ролики, вращаясь, будут перетачиваться. После того, как ролик переточен, болт вывертывается, и режущий и Н1СТ|румент листовыми пружинами отводится от ролика. Переточку обои1х роликов МОЖ.НО- производить как одновремаино, так и поочередно. После лереточки необх.оди.мо произвасти «астройку валковой арматуры качения. Цриемы и операции настройки (ВВОДНОЙ роликовой коробки в линию прокатного стана .не отличаются .от гцрименяамьгх в настоящее .время. 3 ликов в П|р-сщеосе «црокатки и сокращения тем самым .простоев горокатного стана, щ ,ьш роликодержатель вмонтировав кюйтакти/рую4щий с роликом (режувдий инструмент, профиль которого совпадает с профилем рабочей .части роликов.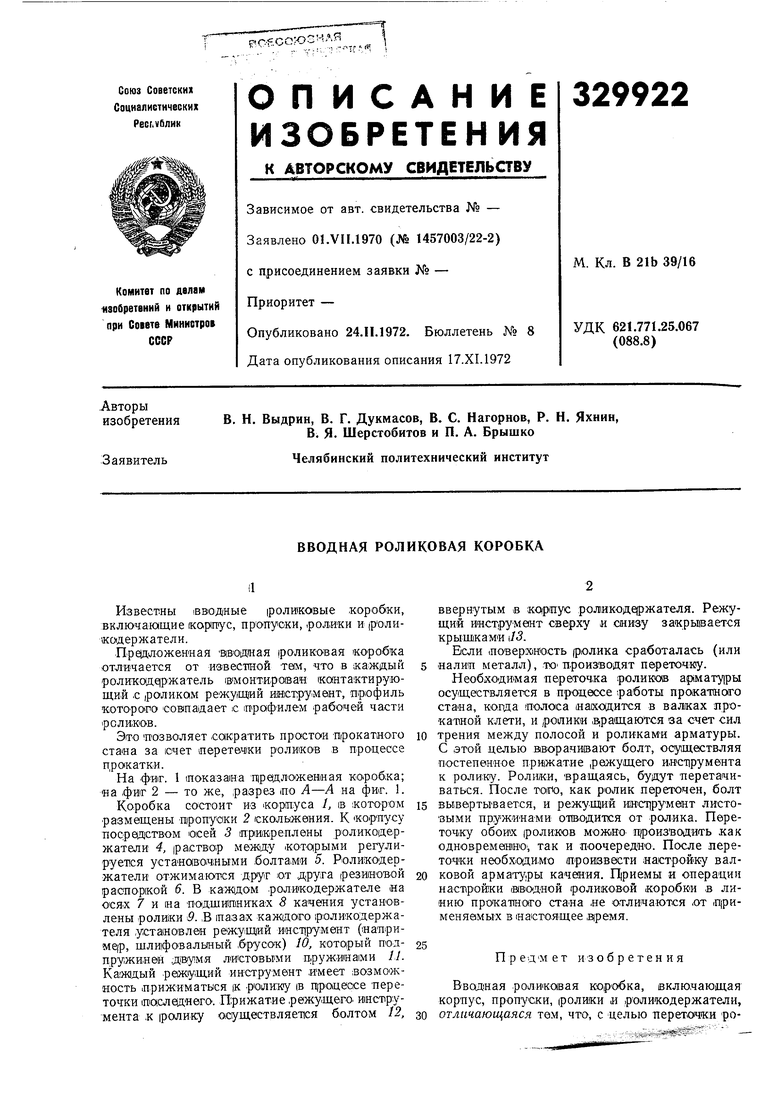
| название | год | авторы | номер документа |
|---|---|---|---|
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА | 2000 |
|
RU2192933C2 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253523C1 |
| Вводная роликовая коробка для направления углового подката | 1989 |
|
SU1731326A1 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2007 |
|
RU2355493C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА (ЕЕ ВАРИАНТЫ) | 2001 |
|
RU2220800C2 |
| Вводная роликовая коробка прокатной клети | 1982 |
|
SU1026878A1 |
| Вводная роликовая коробка проволочного стана | 1979 |
|
SU884775A1 |
| Вводная роликовая коробка | 1977 |
|
SU958001A1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА | 1971 |
|
SU304011A1 |
А -А
9 8
Ю ;
