Изобретение касается производства ров из различных химических волокон для табачных изделий. Фильтры для сигарет обычно изготавливаются из бесконечных химических волокон, например из ацетатиого волокна, в виде леиты, содержащей от 5000 до 30000 извитых элементарных волокон.
Известна установка для иронзводства фильтрмуидштуков из волокнистых материалов для табачных изделии, содержащая устройство для предварительного раскрытия волокнистой ленты, дифференциальный механизм для растяжеиия леиты, устройство для окоичательиого раскрытия ленты, пластификатор леиты, подающие ролики, формующий цилиндрический канал, рулонодержатель, механизм для нанесения «лея на оберточный материал, имеющий резервуар для клея, эластичную бесконечную ленту, режуиип1 мехаНизм, механизм для выдачи фильтрму11ДН1туков и ОТВОДЯ1ИИЙ траис 101)тер.
Одиако для этой установки характерно смещеине ленточного волокнистого материала от своей продольной оси ири переработке; иеравномериость иодачи ленты; неодинаковое раскрытие леиты но ее щирине; отсутствие механизма принудите пьной и равиомерной подачи оберточной бумаги, обеспечивающего изготовление фильтров одинаковой длины; ограниченность использования установки только
онределеннУх типов волокна :И раскладки его в киие, что отрицательно влияет иа качество фильтров, надежность работы установки ia различных тииов волокои, особенно прп работе установки иа скорости свыше 1400 м в мин. Кроме того, ввиду применения двух вндов клеев, установка имеет довольио сложную конструкцию автономных механизмов для ианесения клеев иа оберточную бумагу; один из
них иредназначен для нанесения клея на бумагу но ее середиие, а другой - по краю, нрнчем иервый вынолиеп в виде бочка с соплами для иаиесеиия клея, а второй - в виде бочка, соединенного с иневмосистемой для
выдавливания клея из него, двух днсков иодиружииеиного и клееносящего, которые не обесиечивают иадежность и устойчивость работы устройств. При иредварительиом формовании фнльтрштранга из ленточного волокпистого материала зачастую происходит выход (вынучнвание) его из иод конусообразных -каиалов, вследствие чего не обеспечивается качественное уилотнение фильтрштрапга. Недостаточная длина формующнх фильтрщтранг
цилиидрических каналов не гарантирует постоянство веса, диаметра и л- есткости фильтра. Паличие нагревательиого элемента, применяемого для иодсущки и склеиваиня шва, приводит к нарущеиию цилиндричпости
ническим показателем последнего, п прожиганию краев форматной ленты н вывода ее из строя. Механизм же для зыдачн фпльтров па отводяпип транспортер имеет сложную п малонадежную Конструкцию. Нормальная работа двухстуненчатого револ1 верпо1-о барабана приемного устройства но MHOI-OM .-jaiuiCHT от нневмоенстемы маншпы, малеГипее парунгенне которой зачастую приводит к десппхроппзации подачи и приему фильтров н выводу из строя узла выдачи фильтрмундигтуков па отводящий транспортер.
Предлагаемая установка отличается тем, что перед дифференциальным механизмом последовательно установлены пара иротяжных валиков, нижний из которых - ведунщй обрезинеппый, а верхний - ведомый рифленый н подпрулсииеипый, пневморазрыхлптель плотных участков лепты и пара свободных фрикцнонных валиков, верхний из которых сообп ен с ппев1мосистемой для прижима его к нижнему. Это обеспечивает постоянство веса и диаметра и жесткость фильтра. Кроме того, для равномерности подачи клея на оберточный матернал механизм для нодачи клея снабжен зубчато-реечной передачей, имею1цей электромагнит для отвода механизма от оберточного материала, при этом резервуар для клея сообтцеп с иневмосиетемой при noMon i редуктора и снабжен клапаном и поилапком. Для обеспечепия цнлиндрпчиостп фильтрмундштуков, самонагрева и нодсуп1ки формующий канал снабжен удлиненной насадкой.
Для упрощения конструкции мехаиизм для выдачи фнльтрмундщтуков состоит из фигурной наиравляюн1:ей стенки и иерпендикулярно установленной к ней над отводящим транспортером отбойной стенкн.
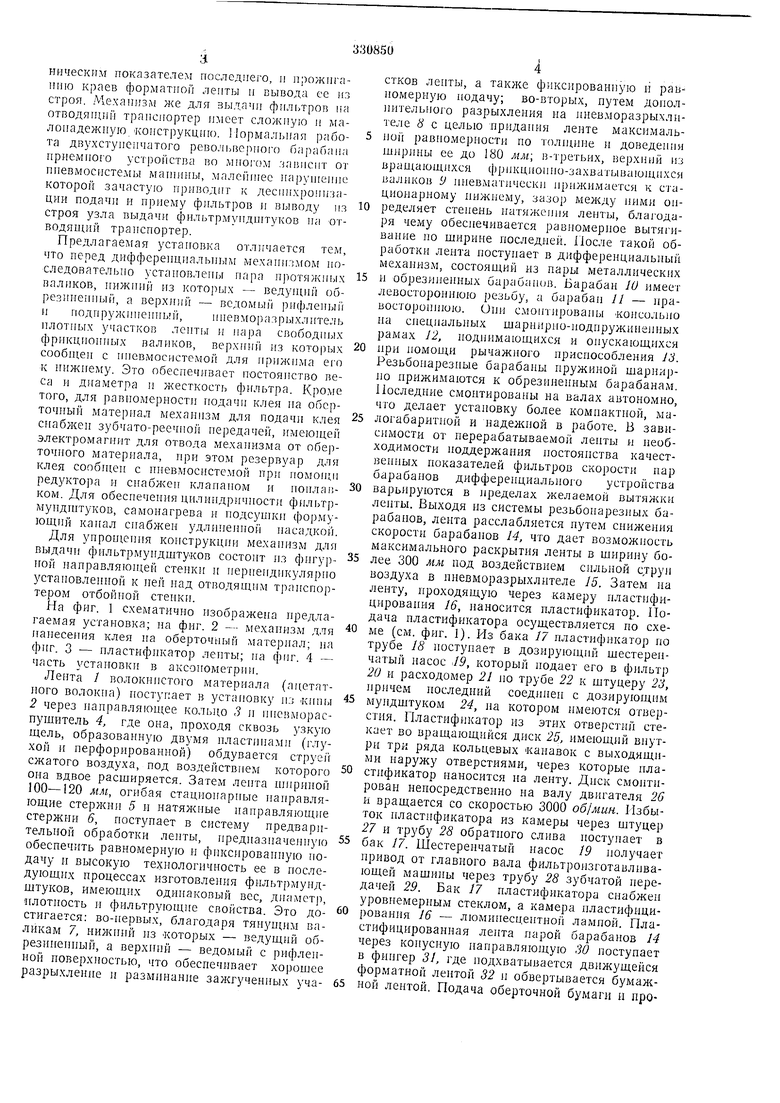
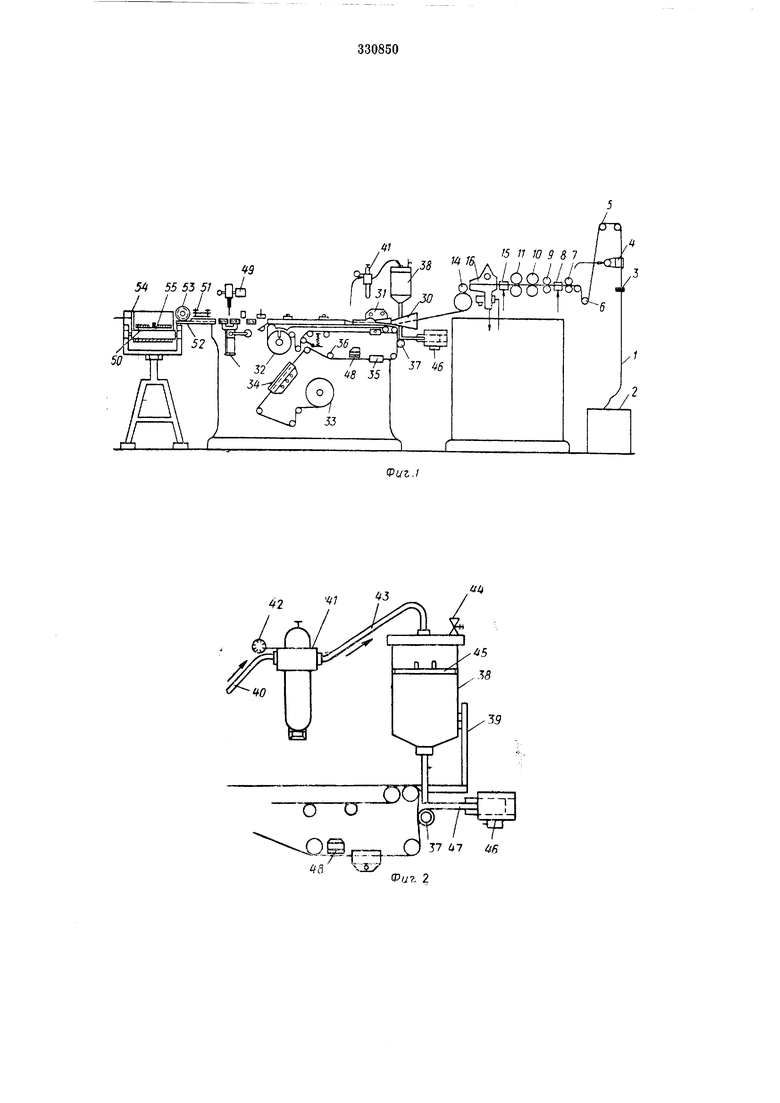
На фиг. 1 схематично изображена предлагаемая установка; на фиг. 2 - механизм для панесепия клея па оберточный материал; на фиг. 3 - пластификатор ленты; на фиг. 4 - часть установки в аксонометрии.
Лента / волокннстого материала (аг етатного волокна) поступает в установку нз «нны 2 через направляющее кольцо 3 и пневмораспущитель 4, где она, проходя сквозь узкую щель, образованную двумя пластинами (глухой н иерфорироваиной) обдувается струей сжатого воздуха, под воздействием которого она вдвое расширяется. Затем лепта щнрииой 100-120 мм, огибая стацнопарпые паправлягощие стержни 5 н натяжные ианравляющие стержни 6, поступает в систему предварительной обработки ле1гты, предназначенную обеспечить равномерную н фнкснрованную нодачу н высокую технологичность ее в последующих процессах изготовления фильтрмундщтуков, имеющих одинаковый вес, Д1гамет 1, плотность и фильтрующие свойства. Это достигается: во-первых, благодаря тянущим валикам 7, из Которых - ведущий обрезинеиный, а верхний - ведомый с рифлепной поверхностью, что обеспечивает хорощее разрыхление и разминание зан гученных участков ленты, а также фиксированную н равномерную нодачу; во-вторых, путем дополнительного разрыхления на пневморазрыхлителе 8 с целью придания ленте макснмальпой равномерностн по толии1не и доведения ширины ее до 180 мм; в-третьих, верхний из вращающихся фрикцион ио-захватывающихся валиков 9 иневматическн ирижимается к стационарному нижнему, зазор между ними оиределяет степень натяжения лепты, бла -одаря чему обеспечивается равиомерное вытягивание ио ширине носледней. После такой обработки лента поступает в дифференциальный механизм, состоящий из пары металлических
и обрезниенных барабанов. Барабан 10 имеет левостороннюю резьбу, а барабан // - нраBocTopoHHiojo. Оин смонтированы «онсолыю на снециальных шарнирно-подпружиненных рамах 12, поднимающихся и опускающихся
при помощи рычажного приспособления 13. Резьбонарезные барабаны пружиной щарнирно прижимаются к обрезнненным барабанам. Последние смонтированы на валах автономно, что делает установку более компактной, малогабаритпой и надежной в работе. В зависимости от перерабатываемой ленты и необходимости поддержания постоянства качественных показателей фильтров скорости пар барабанов дифференциального устройства
варьируются в пределах желаемой вытяжки ленты. Выходя из системы резьбонарезных барабанов, лента расслабляется путем снижения скорости барабанов 14, что дает возможность максимального раскрытия ленты в ширину более 300 мм иод воздействием сильной струи воздуха в пневморазрыхлителе 15. Затем на ленту, проходящую через камеру пластифицирования 16, наносится пластификатор. Подача пластификатора осуществляется по схеМб (см. фиг. 1). Из бака 17 пластификатор ио трубе 18 ностунает в дозирующщ шестеренчатый насос 19, который подает его в фильтр 20 и расходомер 21 ио трубе 22 к штуцеру 23, иричем последний соединен с дозирующим
мундштуком 24, на котором имеются отверстия. Пластификатор из этих отверстий стекает во вращающийся диск 25, имеющий внутри три ряда кольцевых «анавок с выходящими наружу отверстиями, через которые пластификатор наносится на ленту. Диск смоитирован непосредствеино на валу двигателя 26 и вращается со скоростью 3000 об/мин. Пзбыток иластификатора из камеры через штуцер 27 и трубу 28 обратного слива поступает в
бак J7. Шестеренчатый иасос 19 иолучает привод от главного вала фильтроизготавливающей машины через трубу 28 зубчатой передачей 29. Бак /7 пластификатора снабжен уровнемерным стеклом, а кал1ера пластифицирования 16 - люминесцентной ламиой. Пластифицированная лента парой барабанов М через конусную направляющую 30 поступает в фингер 31, где подхватывается движущейся форматной лентой 32 н обвертывается бумажцесс нанесения клея осуществляется по схемам (см. фиг. 1 н 2), где оберточная бумага, разматывающаяся с рулонодержателя 33, через направляющие 34 и 35 и ролики 36 поступает в фингер. На поступающую в фпигер оберточную бумагу клеевым механизмом 37 одновременно наносятся три линии ноливиннлацетатной эмульсии (две из них - для внутренней проклейки и одна - для щва). Клеи поступает в клеевое устройство из резервуара 38, который крепится на стойке 39. Для поддержания постоянной равномерной иодачи клея по резиновой трубе 40 через редуктор 41 низкого давления, имеющий манометр 42, в резервуар иодается воздух. Редуктор соединен с штуцером резервуара 38 трубкой 43. На крыщке резервуара имеется также воздушный кланан 44. Для предотвращения пленкообразования на поверхность клеевой массы ставится понлавок 45. При нуске фильтроизготавлпвающего агрегата электромагнит 46 размагничивается и зубчатой рейкой 47 поворачивает клеевой механизм таким образом, чтобы отверстия, предназиачеиные для 1апесен 1я клея, вошли бы в коптакт с бумажной лентой. При остановке мащины электромагн1гг 6 срабатывает, и зубчатая рейка 47 поворачивает клеевой механизм на 90°, прекращая нодачу клея на бумагу. В случае обрыва бумажной ленты предусмотрен автоматический самоостанов, осуществляемый с иомощью фотоэлемента 48. Окончательно сформированный ацетатный штранг форматной лентой 32 иодается в узел отрезателя 49, где отрезается но заданным размерам фильтрмундщтуков 50 и через нанравляющие 5/ и 52 ускорителем 53 с помощью отбойной стенки 54 выдается на приемный транснортер 55 в виде правильно выложенного потока фильтрмундщтуков.
Предмет изобретения
1. Установка для производства фильтрмундштуков из волокнистых материалов для табачных изделий, содержащая устройство
для предварительного раскрытия волокннстой ленты, диффере1щнальный механизм для растяжения ленты, устройство для окончательного раскрытия ленты, пластификатор ленты, подающие ролнки, формующий цилиндрический канал, рулоиодержатель, механ 13.м для нанесения клея иа оберточный материал, имеющий резервуар для клея, эластичную бесконечную ленту, проходящую через формующий
цнлиндрнчсскпй канал для скленвапия щва иа обергочном материале, режунгнй механизм, механизм для выдачи фильтрмундщтуков и отводящи транспортер, отличающаяся те.м, что, с целью обеспечения иостояиства веса,
диаметра и жесткости фильтра, надежности работы иа различных тинах волокинстого материала, перед днфференциальиым мехаинзмом последовательио установлены пара протяжных валиков, ннжннй из которых - ведущ1и 1 обрезинениый, а верхннй - ведомый )ифленый и иодп зужи11еииый, нневморазрыхлитель плотных участков ленты и пара свободных фрикцноиных валиков, верхннй нз которых сообщен с пневмоспстемой для прижнма его к нижнему.
2. Установка но н. , отличающаяся тем, что, с целью равномерной нодачи клея на оберточный материал, механизм для ианесеиия клея иа оберточный материал сиабжеи
зубчато-реечной иередачей, имеющей электромагнит для отвода мехаиизма от материала, причем резервуар для клея сообщен с пиевмосистемой посредством редуктора и снабжен клапаном и поплавком.
3. Установка по пн. 1 н 2, отличающаяся те.м, что, с целью обеспечения цнлн1 дричностн фнльтрмуидщтуков, самонагрева и подсущки щтраига, формующий канал снабжен удлнненной насадкой.
4. Установка но пи. 1-3, отличающаяся те.м, что, с целью упрощения конструкции, механизм для выдачи фильтрмундщтуков состоит из фигурной направляющей стенки и нериендикулярио установленной к ней над
отводящим транспортером отбойной стенки.

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ УПАКОВКИ ИЗДЕЛИЙ ПРЯМОУГОЛЬНОЙФОРМЫ | 1966 |
|
SU177791A1 |
| В. А. ХОЛОСТОЕ Машино-конструкторское бюро табачной промышленности | 1970 |
|
SU270554A1 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СИГАРЕТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2264766C2 |
| Устройство для окантовки тетрадей | 1972 |
|
SU478751A1 |
| Автомат для изготовления апертурных карт | 1976 |
|
SU655569A1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ | 2016 |
|
RU2714772C2 |
| СИГАРЕТОДЕЛАТЕЛЬНАЯ МАШИНА | 2005 |
|
RU2355264C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И ЕГО ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2571047C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ | 2016 |
|
RU2718887C2 |
| УСОВЕРШЕНСТВОВАННАЯ УСТАНОВКА ПО ИЗГОТОВЛЕНИЮ ФИЛЬТРУЮЩИХ СТЕРЖНЕЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ РАБОТЫ С ЖЕСТКИМ ОБЕРТОЧНЫМ ЛЕНТОЧНЫМ МАТЕРИАЛОМ | 2016 |
|
RU2703105C2 |

«;
42
37 U7 ItB
. 2
Фиг-.З
