Изобретение отыосится к области обработки металлов давлением, в частности к кузнечно-штамповочному производству.
Известен пуансол для прессования тонкостенных труб большого диаметра (до 900 мм, содержащий цилиндрический корпус и установленную на корпусе соосно ему головку, выполненную в виде втулки с калибрующим пояском. Однако та-кой пуансон не предотвращает смятие оболочки при съеме ее.
Целью данного изобретения является возможность получения крупногабаритных (диаметром свьпие 1000 мм) особотонкостенных оболочек с минимальной разиотолщипиостью без повреждения :Их при съеме с пуансона.
Поставленная цель достигается тем, что головка снабжена концент|рично установленным внутри нее съемньгм диском с захвата ми, па котором установлен стакан с фланцем, опирающимся на то1рец голов.ки имеющей калибрующий поясок. Стакаи с фланцем в процессе прессоваиия оболочки выполняет также роль пресс-щайбы.
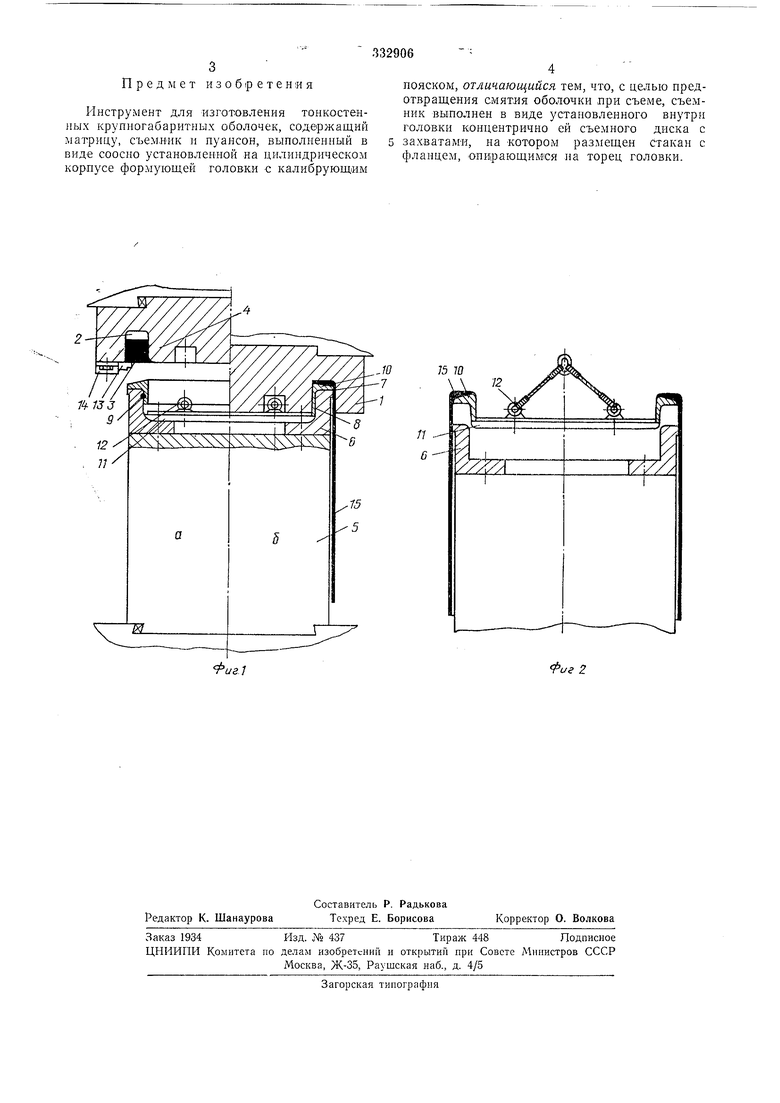
Иа фиг. а показан продольный разрез инструмента перед прессованием; на фиг. 1,6 - то же, после -прессования; на фиг. 2 - съем оболочки пуансона.
устанавливаться кольцевая же исходная заготовка 3, и направляющей иглы 4, пуансояа 5 с головкой 6, имеющей на внещне поверхиости калибрующий поясок 7 н иа внутренней поверхиости 8, например, пружииные фи;ксаторы 9; стакана 10 с фланцем, внещний диаметр которого меньще Д иаметра калибрующего пояска головки 6, фиксируемой пружиииым фиксатором 9; съемного диска П с захватами J2 для подъема; опорных плано.к 13, установло ных в скобах 14, закрепленных на матрице L
Технологический процесс заключается в том, что нагретую до требуемой температуры
заготовку 3 подают в полость 2 матрицы / н удерживают ее так планками }3. Затем ходом нодвижиой траверсы опускают матрицу / до соприкосновения заготовки 3 со стаканом 10, в этом положении удаляют планки 13 из зоны
полост 2 и, продолжая опускать матрицу / с заготовкой 3, вводят направляющую нглу 4 матрицы / в стакан 10. Подавая высокое давление в цилиидр пресса, начинают процесс прессования оболочки 15. Когда прессование
окончено (фиг. 1,6), ходом подвижной траверсы поднимают матрицу / в исходное положение, отпрессованная оболочка 15 остается на пуансоне 5, обжимая калибрующий поясок 7. Снятие оболочки /5 с головки осуществляется
Предмет изобретения
Инструмент для изготовления тонкостенных крупногабаритных оболочек, содержащий матрицу, съемник i пуансон, выполненный в виде соосно установленной на цилиндрическом корпусе формующей головки с калибрующим
пояском, отличающийся тем, что, с целью предотвращения смятия оболочки при съеме, съемник выполнен в виде установленного внутри головки концентрично ей съемного диска с 5 захватами, на котором размещен Стакаи с фланцем, опирающимся на торец головки.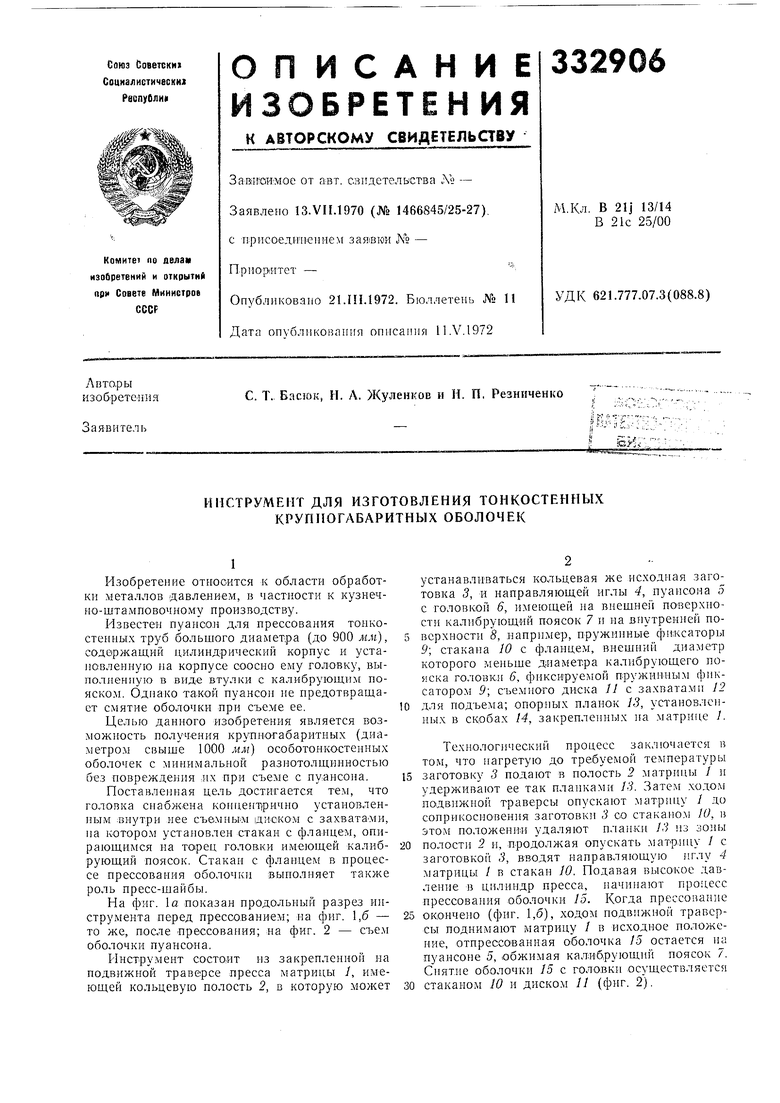
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСКОЛОЧНОЙ ОБОЛОЧКИ КОРПУСА СНАРЯДА | 2016 |
|
RU2632726C1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОЗАХОДНЫХ СПИРАЛЬНЫХ РИФЛЕЙ | 2006 |
|
RU2316403C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| Инструментальный узел к штампам,преимущественно для выдавливания | 1985 |
|
SU1263418A1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
Фиг1
Риг 2
