Изобретение относится к устройствам для обработки металлов давлением, и используется при получении металлических оболочек с переменной толщиной стенки по периметру с применением операций вытяжки и выдавливания.
Для получения цилиндрических и коробчатых деталей с одинаковой толщиной стенки по периметру большой номенклатуры габаритных размеров используются в большинстве случаев штампы для вытяжки, при изготовлении малогабаритных оболочек штампы для выдавливания. С помощью известных штампов получают также оболочки с переменной толщиной стенки по высоте и отсутствуют штампы, с помощью которых получают оболочки с переменной толщиной стенки по периметру. Получение металлических оболочек с переменной толщиной стенки по периметру приводит к удешевлению изделий, повышению их эксплуатационных характеристик. Например, при изготовлении корпусов малогабаритных электродвигателей значительно упрощаются способы их закрепления, увеличивается их конструктивная жесткость и долговечность при эксплуатации.
Известно устройство, используемое в способе получения глубоких цилиндрических изделий из многогранных заготовок (Патент РФ №2135319, МПК B21D 22/20, B21D 51/10, опуб. 27.08.1999), в котором имеется ступенчатая матрица с двумя рабочими поясками и ступенчатый пуансон с уступом между ступенями шириной, равной толщине полуфабриката, полученного вытяжкой, при этом нижняя ступень пуансона и расстояние между рабочими поясками ступенчатой матрицы выполнены высотой, равной высоте полуфабриката. Недостатком устройства является возможность получения цилиндрической оболочки только с постоянной толщиной стенки по периметру из листовых заготовок постоянной толщины.
Известно устройство «Штамп для выдавливания тонкостенных оболочек», принятое за прототип (Патент РФ №2356678 С1, B21J 13/02, опубл. 27.05.2009, бюл. №9), в котором на верхней плите жестко закреплен пуансон, на нижней плите опорное кольцо, размещенную внутри опорного кольца матрицу для выдавливания, встроенную в цилиндрический матрицедержатель, закрепленный на нижней плите посредством клиньев с пропущенными через них крепежно-регулировочными болтами с навинченными на их стержни гайками, которые взаимодействуют с нижней поверхностью клиньев, установленное на верхней поверхности матрицедержателя поворотное кольцо с указателем градиента разностенности тонкостенной оболочки и фланцами, имеющими делительную шкалу, при этом в верхней части матрицедержателя выполнены четыре наклонные плоскости в форме граней равностенной усеченной пирамиды, а клинья выполнены с внутренними плоскими поверхностями, сопряженными с упомянутыми наклонными плоскостями матрицедержателя и двумя отверстиями для установки крепежныж болтов и крепежно-регулировочными болтами на нижней плите.
Недостатком устройства является возможность получения только тонкостенных малогабаритных оболочек с ограниченным диапазоном регулируемой толщиной стенки по периметру.
Задачей изобретения является расширение технологических возможностей устройства для получения металлических оболочек со значительным диапазоном переменных толщин стенки по периметру.
Для решения поставленной задачи предлагается устройство для получения оболочек с переменной толщиной стенки по периметру, содержащее матрицу и пуансон, при этом матрица выполнена ступенчатой с верхним и нижним цилиндрическими рабочими поясками, у которой боковая поверхность полостей ступеней и верхний цилиндрический рабочий поясок выполнены с углублениями, а нижний рабочий поясок выполнен соответствующим по форме и размерам наружной поверхности оболочки, пуансон выполнен ступенчатым с уступом между ступенями высотой, равной толщине листовой заготовки, при этом боковая поверхность верхней ступени пуансона имеет выступы, выполненные с возможностью введения их в углубления верхнего рабочего пояска матрицы и полостей матрицы, нижняя ступень пуансона имеет нецилиндрическую форму, а расстояние между верхним и нижним рабочими поясками матрицы и длина нижней ступени пуансона равны высоте полуфабриката, полученного после вытяжки листовой заготовки через верхний рабочий поясок матрицы нижней ступенью пуансона.
Изобретение поясняется чертежами.
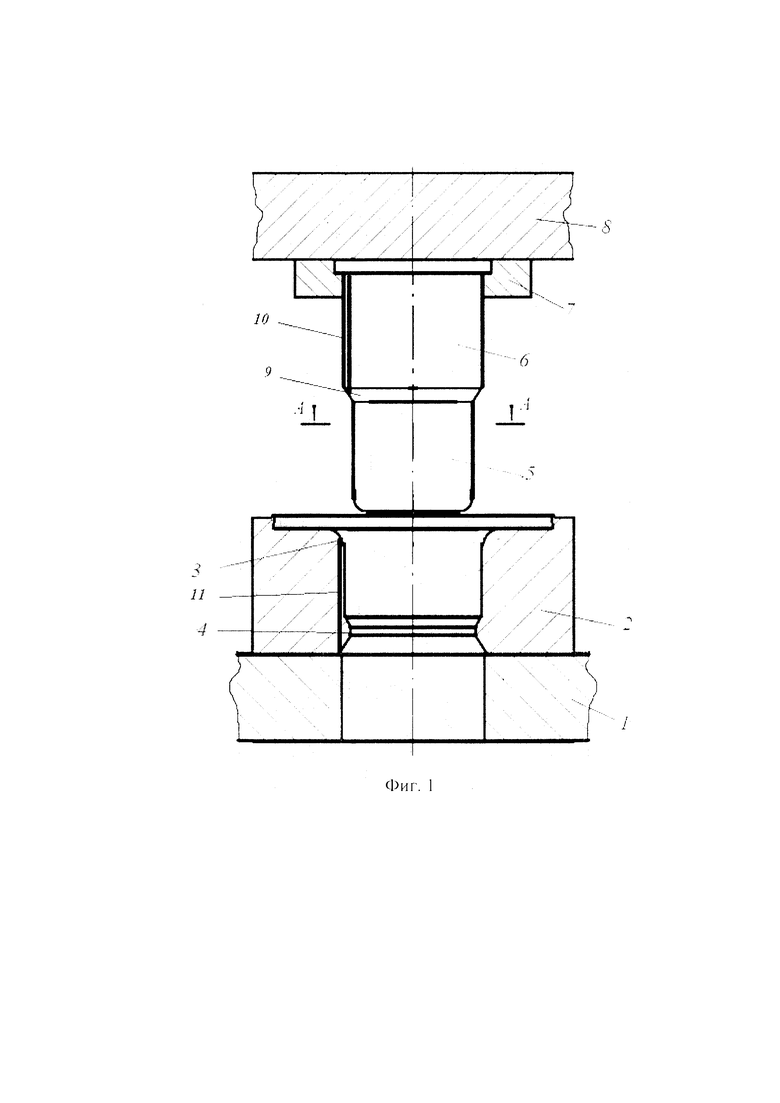
На фиг. 1 дан общий вид устройства в исходном положении.
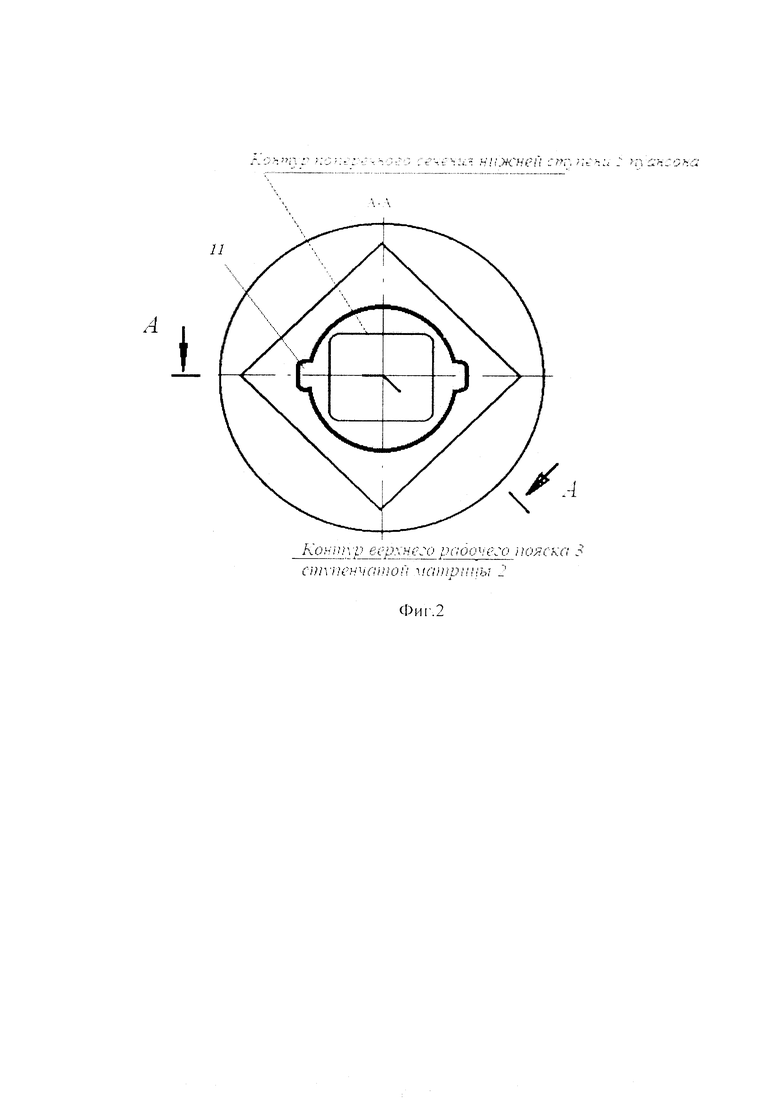
На фиг. 2 приведен вид А на нижнюю часть устройства с установленной на матрице квадратной заготовке.
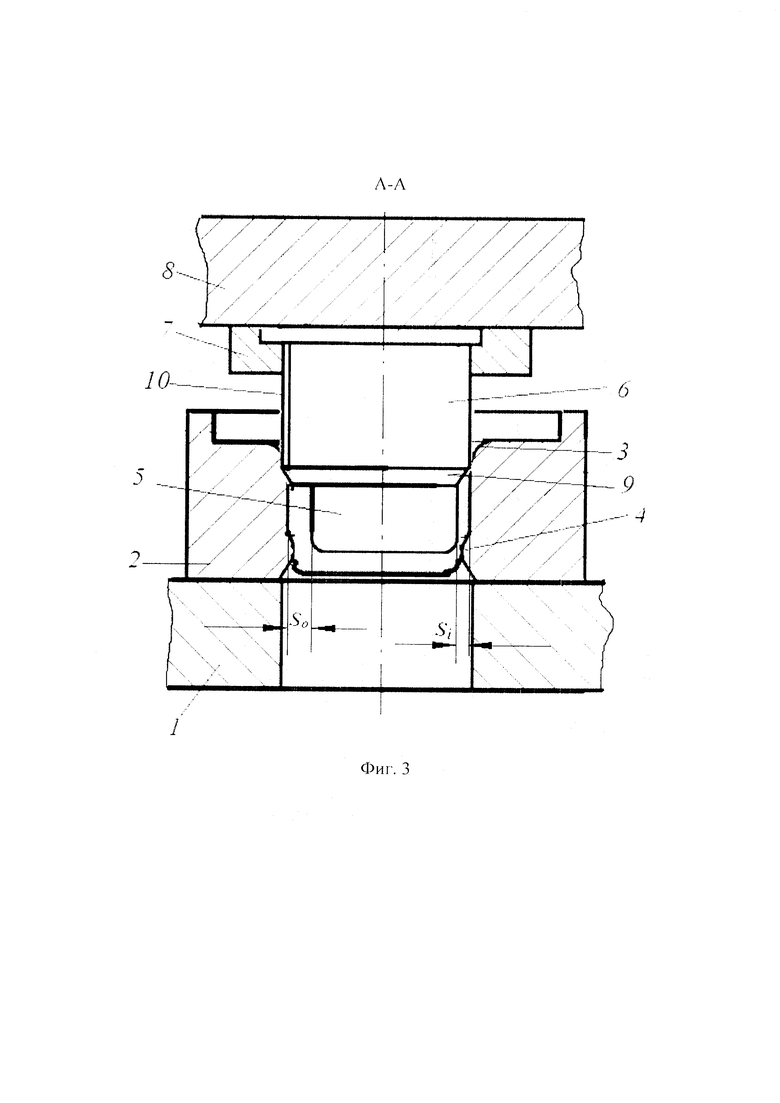
На фиг. 3 показано устройство в момент окончания операции вытяжки через верхний рабочий поясок матрицы.
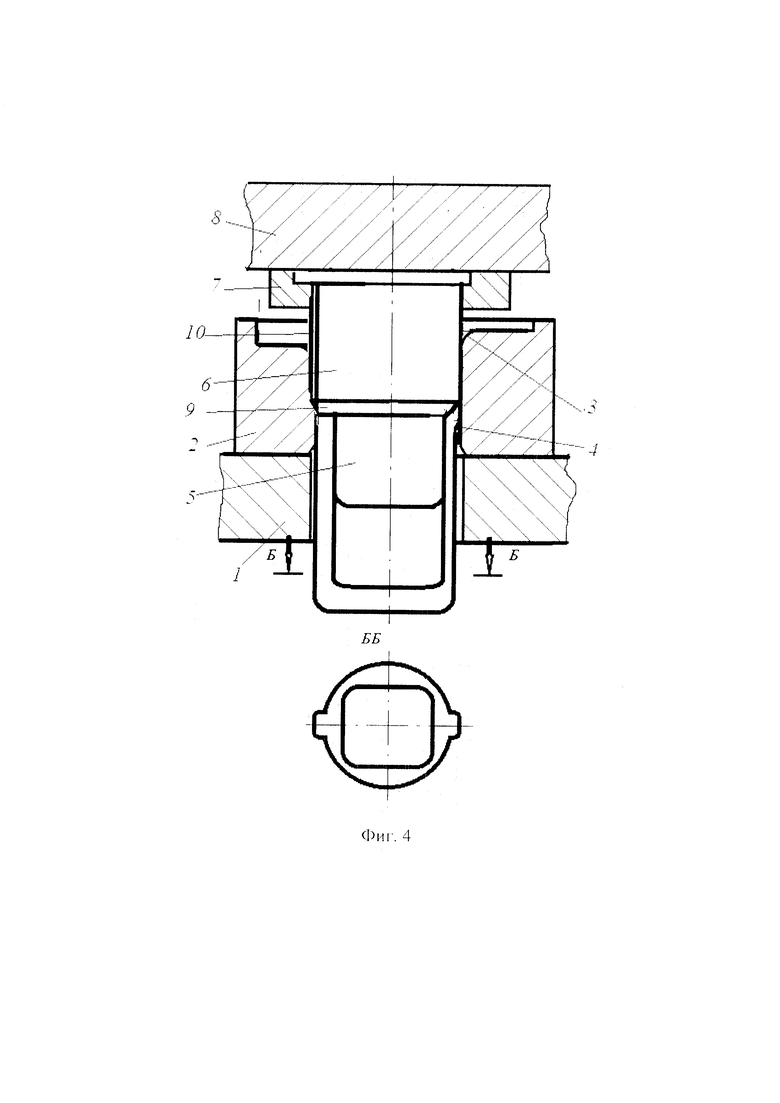
На фиг. 4 приведено устройство на конечном этапе получения оболочки с переменной толщиной стенки по периметру.
Устройство (фиг. 1) содержит нижнюю плиту 1, ступенчатую матрицу 2, имеющую верхний рабочий поясок 3 и нижний рабочий поясок 4, пуансон с нижней 5 и верхней 6 ступенями, пуансонодержатель 7, верхнюю плиту 8. На пуансоне между ступенями 5 и 6 выполнен уступ 9 высотой, равной толщине листовой заготовки. На боковой поверхности верхней ступени 6 имеются выступы 10, а на боковой поверхности полостей ступенчатой матрицы 2 имеются углубления 11. В устройство устанавливается многогранная заготовка постоянной толщины и ее формоизменение производится ступенчатым пуансоном, нижняя ступень 5 которого имеет нецилиндрическую форму поперечного сечения, а ступенчатая матрица 2 - верхний рабочий поясок 3 первой ступени цилиндрической формы (фиг. 2) с углублениями 11. Нижний рабочий поясок 4 ступенчатой матрицы 2 выполнен по форме и размерам наружной поверхности готовой оболочки. Расстояние между верхним 3 и нижним 4 рабочими поясками ступенчатой матрицы 2 и длина нижней ступени 5 пуансона выполнены равной высоте полуфабриката после вытяжки заготовки через верхний рабочий поясок 3 ступенчатой матрицы 2.
Устройство при использовании равнотолщинной заготовки работает следующим образом. Верхняя часть устройства, состоящая из верхней плиты 8, на которой базируется пуансонодержатель 7 со ступенчатым пуансоном закреплена на ползуне (не показано). Нижияя часть устройства с нижней плитой 1, на которой базируется ступенчатая матрица 2 закрепляется на столе пресса соосно с пуансоном. Заготовка в форме диска или, например, квадратной заготовки, устанавливается на открытую торцевую поверхность ступенчатой матрицы 2, ориентируясь угловыми участками на ее поверхности относительно нецилиндрической формы поперечного сечения нижней ступени 5 пуансона таким образом, как показано на (фиг. 2). В устройстве зазор между верхним рабочим пояском 3 ступенчатой матрицы 2 и сечением 5 нижней ступени пуансона переменный и угловые участки многогранной заготовки ориентированы по направлению соответственно максимальному зазору. Переменность зазора по периметру обеспечивается формой поперечного сечения нижней ступени 5 пуансона и формой контура верхнего рабочего пояска 3 ступенчатой матрицы 2. На (фиг. 2) контур рабочего пояска 3 ступенчатой матрицы 2 выполнен цилиндрическим с углублениями 11. В процессе перемещения пуансона заготовка втягивается в полость верхнего рабочего пояска 3 ступенчатой матрицы 2. Происходит вытяжка угловых участков и комбинированная вытяжка промежуточных участков нецилиндрической по форме нижней ступенью 5 пуансона. В результате этого после вытяжки получится полуфабрикат (фиг. 3) с переменной толщиной стенки по периметру, у которого наружная поверхность будет соответствовать форме и размерам верхнего рабочего пояска 3 ступенчатой матрицы 2, а форма полости соответствовать нецилиндрической форме поперечного сечения нижней ступени 5 пуансона. Полуфабрикат будет иметь неровный, корончатой формы торец. По окончании вытяжки верхняя ступень 6 пуансона входит с малым зазором в полость верхнего рабочего пояска 3 ступенчатой матрицы 2, при этом выступы 11 верхней ступени 6 пуансона вводятся в углубления 11 расположенные в полости ступенчатой матрицы 2, образуя замкнутую полость, в которой располагается полуфабрикат. При дальнейшем перемещении пуансона сначала выполняется операция вытяжки с утонением и корончатый торец полуфабриката контактирует с уступом 9 пуансона. Происходит осадка и выравнивание коронок полуфабриката, а затем при дальнейшем перемещении ступенчатого пуансона, прямое выдавливание полуфабриката через отверстие (фиг. 4), образованное нижним рабочим пояском 4 ступенчатой матрицы 2 и контуром поперечного сечения нижней ступени 5 пуансона. В результате получается оболочка с неравномерной толщиной стенки по периметру, имеющая небольшой раструб без коронок на открытом торце.
Таким образом, устройство позволяет расширить технологические возможности получения оболочек с переменной толщиной стенки по периметру при использовании равнотолщинных заготовок, полученных из листового проката. Применение многогранных заготовок дает возможность разрабатывать малоотходную технологию получения оболочек как с одинаковой толщиной стенки, так и переменной толщиной стенки по периметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2775663C1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2800351C1 |
| Способ изготовления оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2816065C1 |
| Способ получения оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2818530C1 |
| Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715512C1 |
| Способ получения оболочек с продольными рифлями на наружной поверхности | 2022 |
|
RU2800352C1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при получении металлических оболочек с переменной толщиной стенки по периметру. Устройство содержит ступенчатый пуансон и ступенчатую матрицу с верхним и нижним цилиндрическими рабочими поясками. Боковая поверхность полостей ступеней и верхний рабочий поясок матрицы имеют углубления. Нижний рабочий поясок выполнен соответствующим по форме и размерам наружной поверхности оболочки. Пуансон выполнен с уступом между ступенями высотой, равной толщине листовой заготовки. Боковая поверхность верхней ступени пуансона имеет выступы, выполненные с возможностью введения их в углубления верхнего рабочего пояска матрицы и полостей матрицы. Нижняя ступень пуансона имеет нецилиндрическую форму. Расстояние между рабочими поясками матрицы и длина нижней ступени пуансона равны высоте полуфабриката, полученного после вытяжки листовой заготовки. В результате обеспечивается расширение технологических возможностей устройства. 4 ил. 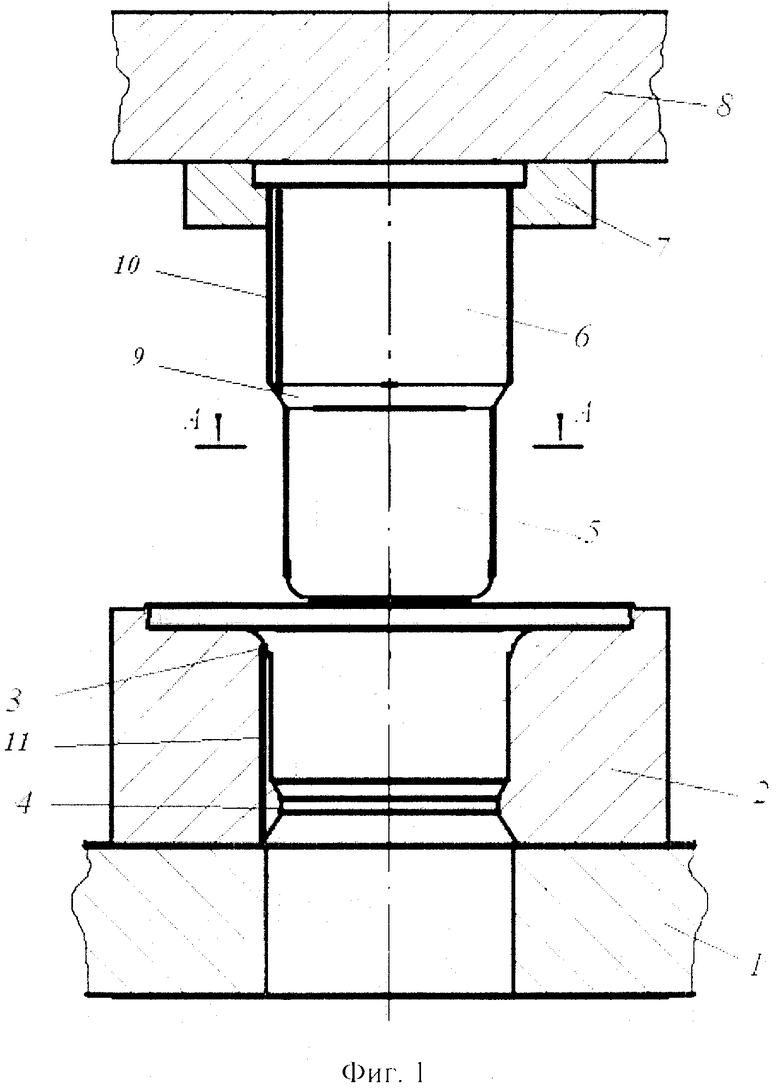
Устройство для получения оболочек с переменной толщиной стенки по периметру, содержащее матрицу и пуансон, отличающееся тем, что матрица выполнена ступенчатой с верхним и нижним цилиндрическими рабочими поясками, у которой боковая поверхность полостей ступеней и верхний цилиндрический рабочий поясок выполнены с углублениями, а нижний рабочий поясок выполнен соответствующим по форме и размерам наружной поверхности оболочки, пуансон выполнен ступенчатым с уступом между ступенями высотой, равной толщине листовой заготовки, при этом боковая поверхность верхней ступени пуансона имеет выступы, выполненные с возможностью введения их в углубления верхнего рабочего пояска матрицы и полостей матрицы, нижняя ступень пуансона имеет нецилиндрическую форму, а расстояние между верхним и нижним рабочими поясками матрицы и длина нижней ступени пуансона равны высоте полуфабриката, полученного после вытяжки листовой заготовки через верхний рабочий поясок матрицы нижней ступенью пуансона.
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
| US 20080229802 A1, 25.09.2008 | |||
| US 9849496 B2, 26.12.2017. | |||

