Изобретение относится к технике упаковки, в частности к устройствам для формования многоугольного в поперечном сечении рукава из ленты.
Известно аналогичное устройство, включающее призматическую трубу с воротником, образующих при пересечении их формующих поверхностей кромку, контур которой состоит из исходного отрезка прямой, расположенного на грани трубы со стороны подачи ленты, и примыкающих к нему с обеих сторон сопряженных отрезков прямых и кривых линий, замыкающих контур.
Известное устройство не предотвращает образования складок, растяжений и разрывов при формовании рукава.
Цель изобретения - устранить указанные недостатки.
Эта цель достигается тем, что контур кромки образован точками, равноудаленными от двух точек, принадлежащих плоскости симметрии рукавообразователя, исходная из которых расположена в полости трубы, а другая- на грани трубы со стороны подачи ленты. Причем измерение расстояния от второй точки до точек контура определяется по кратчайщим линиям на формующей поверхности трубы.
ставляет собой развертывающуюся поверхность, состоящую из плоского трапецеидального участка и сопряженных с ним симметричных плоских и конических участков, образованных движением прямой линии, проходящей через исходную точку и последовательно через все точки контура кромки.
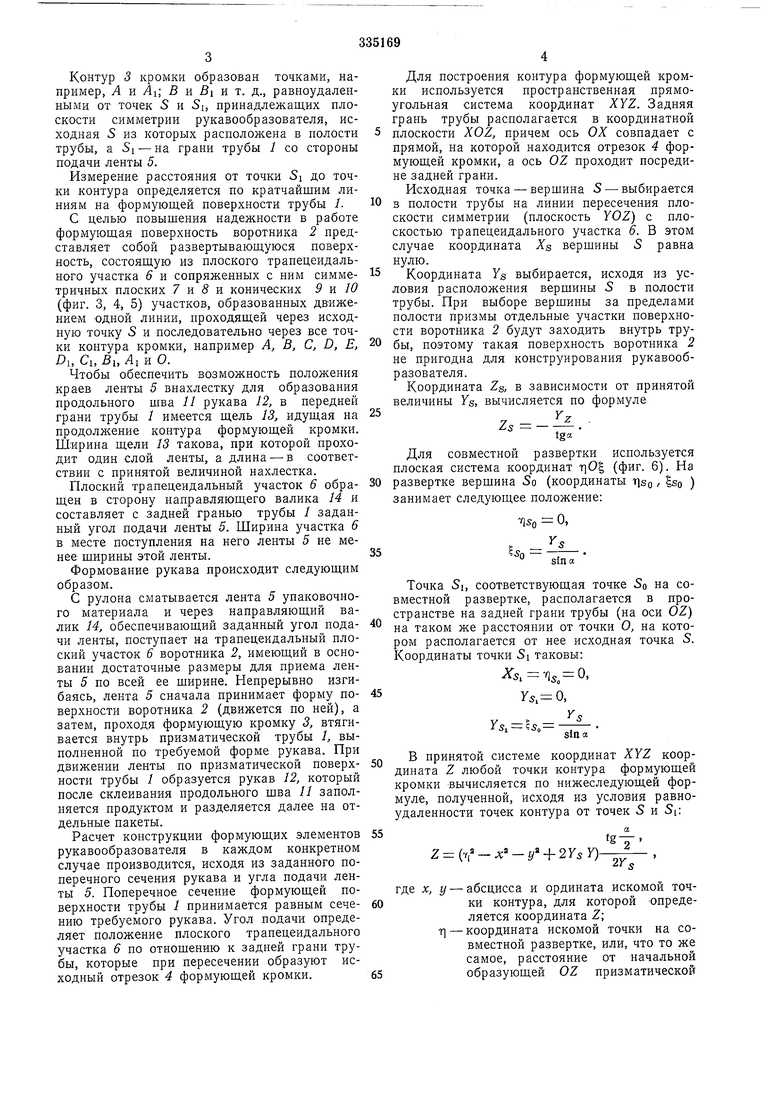
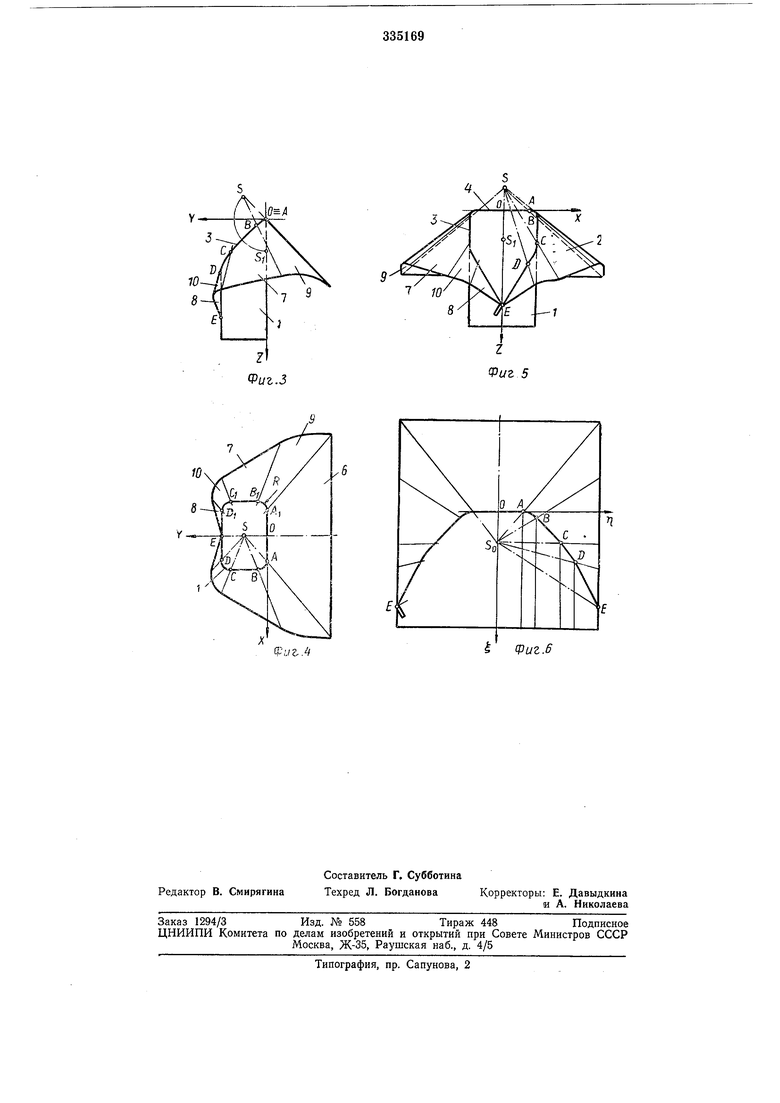
На фиг. 1 изображено предлагаемое устройство в аксонометрии; на фиг. 2 - схема формования рукава прямоугольного сечения в аксонометрии; на фиг. 3 - устройство для формования призматического рукава прямоугольного сечения, фронтальная проекция; на
фиг. 4 - то же, горизонтальная проекция; на
фиг. 5 - то же, профильная проекция; на
фиг. 6 - совместная развертка формующих
поверхностей устройства.
Устройство для формования многоугольного в поперечном сечении рукава из ленты включает призматическую трубу / (фиг. 1) с воротником 2, образующих при пересечении их формующих поверхностей кромки 3, контур которой состоит из исходного отрезка 4
() прямой, расположенного на грани трубы / со стороны подачи ленты 5 (фиг. 2), и примыкающих к нему с обеих сторон сопряженных отрезков ВС, BiC, DE, DiE - прямых и АВ, AiBi, CD, CiD -кривых линий,
Контур 3 кромки образован точками, например, А и AI; В к BI и т. д., равноудаленными от точек 5 и Si, принадлежащих плоскости симметрии рукавообразователя, исходная 5 из которых расположена в полости трубы, а Si - на грани трубы / со стороны подачи ленты 5.
Измерение расстояния от точки Si до точки контура определяется по кратчайшим линиям на формующей поверхности трубы /.
С целью повышения надежности в работе формующая поверхность воротника 2 представляет собой развертывающуюся поверхность, состоящую из плоского трапецеидального участка 6 и сопряженных с ним симметричных плоских 7 и 5 и конических 9 и 10 (фиг. 3, 4, 5) участков, образованных движением одной линии, проходящей через исходную точку 5 и последовательно через все точки контура кромки, например А, В, С, D, Е, D,,Ci,Bi,AiEO.
Чтобы обеспечить возможность положения краев ленты 5 внахлестку для образования продольного шва 11 рукава 12, в передней грани трубы 1 имеется щель 13, идущая на продолжение контура формующей кромки. Ширина щели 13 такова, при которой проходит один слой ленты, а длина - в соответствии с принятой величиной нахлестка.
Плоский трапецеидальный участок 6 обращен в сторону направляющего валика 14 и составляет с задней гранью трубы / заданный угол подачи ленты 5. Ширина участка 6 в месте поступления на него ленты 5 не менее ширины этой ленты.
Формование рукава происходит следующим образом.
С рулона сматывается лепта 5 упаковочного материала и через направляющий валик 14, обеспечивающий заданный угол подачи ленты, поступает на трапецеидальный плоский участок 6 воротника 2, имеющий в основании достаточные размеры для приема ленты 5 по всей ее щирине. Непрерывно изгибаясь, лепта 5 сначала принимает форму поверхности воротника 2 (движется по ней), а затем, проходя формующую кромку 3, втягивается внутрь призматической трубы 1, выполненной по требуемой форме рукава. При движении ленты по призматической поверхности трубы / образуется рукав 12, который после склеивания продольного шва // заполняется продуктом и разделяется далее на отдельные пакеты.
Расчет конструкции формующих элементов рукавообразователя в каждом конкретном случае производится, исходя из заданного поперечного сечения рукава и угла подачи ленты 5. Поперечное сечение формующей поверхности трубы 1 принимается равпым сечению требуемого рукава. Угол подачи определяет положение плоского трапецеидального участка 6 по отношению к задней грани трубы, которые при пересечении образуют исходный отрезок 4 формуюшей кромки.
Для построения контура формующей кромки используется пространственная прямоугольная система координат XYZ. Задняя грань трубы располагается в координатной плоскости XOZ, причем ось ОХ совпадает с прямой, на которой находится отрезок 4 формующей кромки, а ось OZ проходит посредине задней грани. Исходная точка - вершина 5 - выбирается
в полости трубы на линии пересечения плоскости симметрии (плоскость YOZ) с плоскостью трапецеидального участка 6. В этом случае координата Xs вершины 5 равна нулю.
Координата 7s выбирается, исходя из условия расположения вершины 5 в полости трубы. При выборе вершины за пределами полости призмы отдельные участки поверхности воротника 2 будут заходить внутрь трубы, поэтому такая поверхность воротника 2 не пригодна для конструирования рукавообразователя.
Координата Zg, в зависимости от принятой величины YS, вычисляется по формуле
Y
.
tga
Для совместной развертки используется плоская система координат rjOl (фиг. 6). На развертке вершина 5о (координаты , |so ) занимает следующее положение:
О,
«5,
sin а
Точка Si, соответствующая точке So на совместной развертке, располагается в пространстве на задней грани трубы (на оси OZ) на таком же расстоянии от точки О, на котором располагается от нее исходная точка S. Координаты точки Si таковы:
S,fls, У..,
УЧ
7 о
/5i -;
sin а
В принятой системе координат XYZ координата Z любой точки контура формующей кромки вычисляется по нижеследуюш,ей формуле, полученной, исходя из условия равноудаленности точек контура от точек S и Si:
а.
Ш 2Ко
Z (-f-jc-y + 2YsY)
абсцисса и ордината искомой точки контура, для которой определяется координата Z; координата искомой точки на совместной развертке, или, что то же самое, расстояние от начальной образующей OZ призматической
поверхности до той образующей призматической поверхности, на которой располагается искомая точка контура (это расстояние измеряется непосредственно по призматической поверхности); YS - координата исходной точки (вершины S) ;
а - угол подачи ленты, т. е. двугранный угол, составленный плоским трапецеидальным участком 6 с задней гранью трубы.
Поясним для примера вычисление координаты Zc для точки С контура.
Координаты Jc 18 и точки С берутся непосредственно с горизонтальной проекции рукавообразователя (фиг. 4). Величина TIC складывается из прямолинейного отрезка ОЛ 12, дуги АВ 6,28 (радиус дуги ) и прямолинейного отрезка , взятых также с горизонтальной проекции (фиг. 4).
т)с ОЛ+ЛВ+5С 12+6,28+14 32,28. (исходная координата вершины 5).
а 45°, - 22°30, ,4142.
Zc (32,28 -18 -16 + 2-1М6)Х
. / 0,4142
X - 15,33.
Координата gc точки контура на развертке равна координате Zc соответствующей точки контура в пространстве, т. е.
15,33.
Предмет изобретения
1. Устройство для формования многоугольного в поперечном сечении рукава из ленты, включающее призматическ ао трубу с воротником, образующих при пересечении их формующих поверхностей кромку, контур которой состоит из исходного отрезка прямой, расположенного на грани трубы со стороны подачи ленты, и примыкающих к нему с
обеих сторон сопряженных отрезков прямых и кривых линий, замыкающих контур, отличающееся тем, что, с целью предотвращения образования складок, растяжений и разрыВОВ ленты при формовании рукава, контур кромки -образован точками, равноудаленными от двух точек, принадлежащих плоскости симметрии рукавообразователя, исходная из которых расположена в полости трубы, а
другая -на грани трубы со стороны подачи ленты, причем измерение расстояния от второй точки до точек контура определяется по кратчайшим линиям на формующей поверхности трубы.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения надежности работы, формующая поверхность воротника представляет собой развертывающуюся поверхность, состоящую из плоского трапецеидального участка и сопряженных с ним симметричных плоских и конических участков, образованных движением прямой линии, проходящей через исходную точку и последовательно через все точки контура кромки.
13
Фиг.г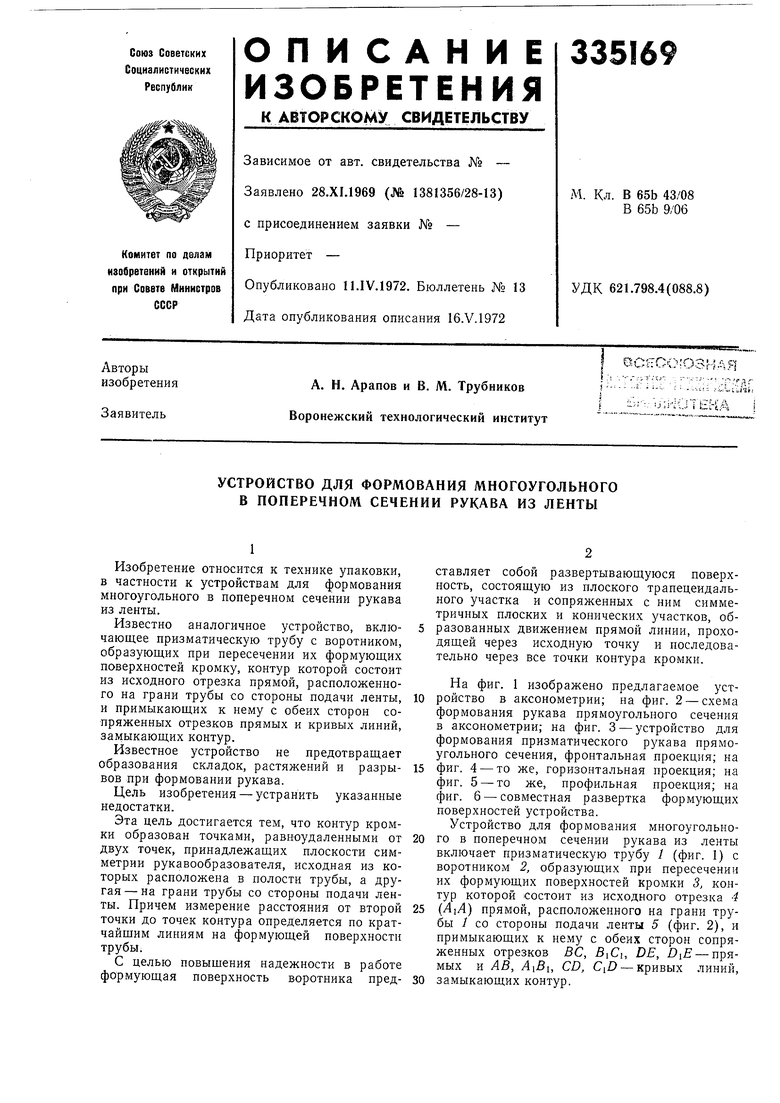
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПТБ | 1973 |
|
SU406778A1 |
| Рукавообразователь,способ его изготовления и устройство для осуществления способа | 1983 |
|
SU1211149A1 |
| Рукавообразователь | 1980 |
|
SU921974A1 |
| РУКАВООБРАЗОВАТЕЛЬ | 2003 |
|
RU2248918C2 |
| Рукавообразователь | 1976 |
|
SU616191A1 |
| Рукавообразователь | 1978 |
|
SU751718A1 |
| Устройство для изготовления рукавообразователя | 1983 |
|
SU1333613A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА В РУКАВ | 2005 |
|
RU2287460C1 |
| СПОСОБ ТОЧНОГО КРОЯ | 2004 |
|
RU2264143C2 |
| СПОСОБ ПОЛУЧЕНИЯ УСЛОВНОЙ РАЗВЕРТКИ ПОВЕРХНОСТИ КОЛОДКИ ДЛЯ ОБУВИ | 1992 |
|
RU2086165C1 |
Tf
Фиг. 2
Лх1«1
fpy&.V
О /1,
.
S
-Xi
(Риг.6
