(S) РУКАВООБРАЗОВАТЕЛЬ

| название | год | авторы | номер документа |
|---|---|---|---|
| Рукавообразователь | 1976 |
|
SU616191A1 |
| Рукавообразователь,способ его изготовления и устройство для осуществления способа | 1983 |
|
SU1211149A1 |
| ВПТБ | 1973 |
|
SU406778A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ МНОГОУГОЛЬНОГО в ПОПЕРЕЧНОМ СЕЧЕНИИ РУКАВА ИЗ ЛЕНТЫ | 1972 |
|
SU335169A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА В РУКАВ | 2005 |
|
RU2287460C1 |
| Устройство для изготовления рукавообразователя | 1983 |
|
SU1333613A1 |
| Рукавообразователь | 1978 |
|
SU751718A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала,включающего термопластик | 1983 |
|
SU1422989A3 |
| Рукавообразователь | 1981 |
|
SU960070A1 |
| Рукавообразователь | 1987 |
|
SU1479350A1 |



I
Изобретение относйтря к ф зсо вочно-упаковочной технике, а именно к устройствам для формования рукавов из гибкого ленточмого упаковочного материала в фасовочноупаковочных автокатах, и может быть использовано в пищевой, химической и других отраслях промышленности.
Известен рукавообразователь, содержащий формующую кромку, образо.ванную двумя отрезками труб, соеди ненных общей задней стенкой, общим для обеих труб воротником и опорным элементом в виде пластины, верхний конец которой примыкает к верГхней кромке общей задней стенки, а нижний расположен у нижнего конца труб ру кавообразователя в вертикальной , плоскости, проходящей через оси отрезков труб. Известное устройство позволяет обеспечить формование пакетов каплевидного сечения за счет отгиба передней части формующей кромки воротника относительно образующих отрезков труб tП
Однако при этом ленточный упаковочный материал смещается по формующим поверхностям в направлении к задней общей стенке, а отгиб передней части формующей кромки воротника изменяет это направление, вследствие чего в местах перегиба возможны повреждения упаковочного материала,
to разрыв его, образование складок, нарушение целостности швов в месте и т.п.
Кроме того, длина прямолинейного участки общей-задней стенки в извест;
15 ном рукавообразователе меньше длины линии, формующей каплевидную форму пакета в сечении. В результате этого часть упаковочного материала неизбежно уходит с формообразующих участ20ков труб, образуя складки на формуемых пакетах. Рабочие поверхности прямоугольной опорной пластины не позволяют получать пакеты каплевидной формы, ось симметрии когорых проходила бы через ось рукавообразователя. Эти недостатки приводят к нарушением работы фасовочно-упаковомных автоматов, резкому ухудшению качества упаковки и товарного вида продукции.
Цель изобретения - обеспечение формования пакетов каплевидного сечения.
Поставленная цель достигается тем, что в рукавообразоват е, формующая кромка, которого образована двумя отрезками труб, соединенных общей-задней стенкой, и общим для обеих труб воротником, примыкающим верхним концом к внутренней поверхности общей задней стенки опорным элементом, нижний конец которого расположен у нижнего конца труб, передняя часть формующей кромки состоит из двух прямолинейных отрезков, в которые переходит парабола, образованная при пересечении наклонной конической и цилиндрической поверхностей, а задняя стенка выполнена в виде части цилиндра, сопряженной с отрезками труб, по касательным к которым в нижнем горизонтальном сечении рукавообразователя размещены рабочие поверхности опорного элемента, имеющего клиновидную форму.
Кроме того, верхний конец клиновидного опорного элемента примыкает к внутренней поверхности общей задней стенки в точке, расположенной по оси симметрии рукавообразователя ниже формующей кромки.
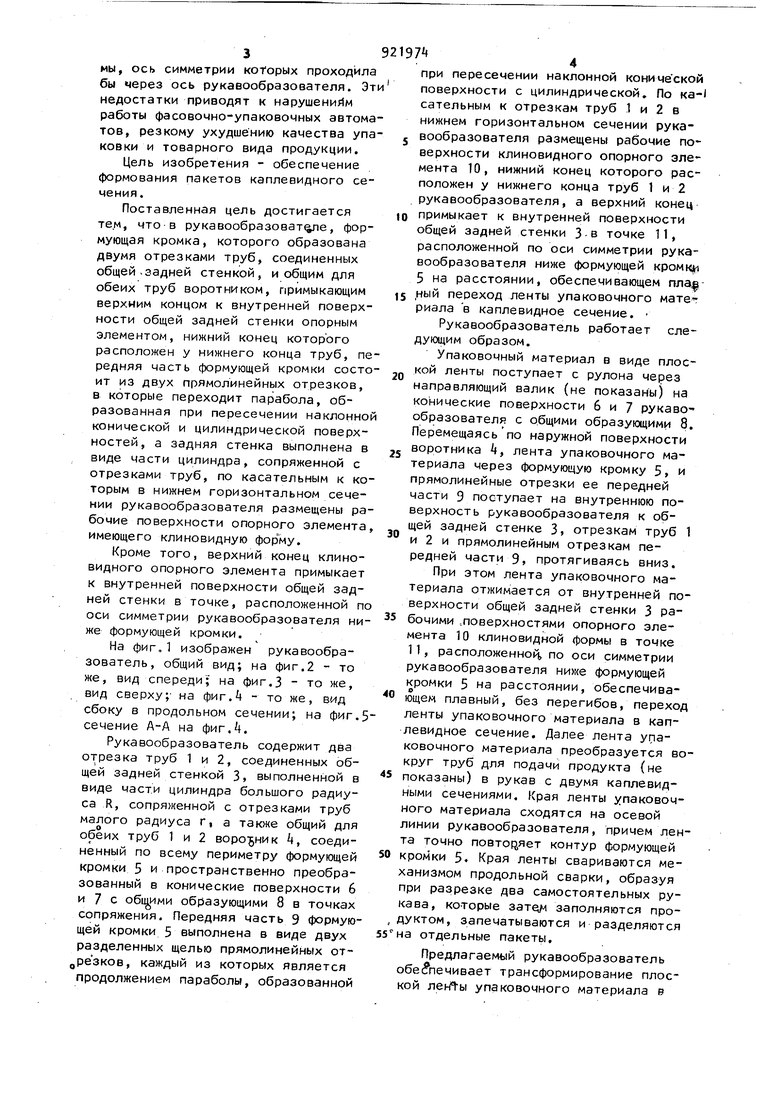
На фиг,1 изображен рукавообразователь, общий вид; на фиг.2 - то же, вид спереди; на фиг.З то же, вид сверху;- на фиг. - то же, вид сбоку в продольном сечении; на фиг.5сечение А-А на фиг.4.
Рукавообразователь содержит два отрезка труб 1 и 2, соединенных общей задней стенкой 3 выполненной в виде части цилиндра большого радиуса R, сопряженной с отрезками труб малого радиуса г, а также общий для обеих труб 1 и 2 воротник 4, соединенный по всему периметру формующей кромки 5 и пространственно преобразованный в конические поверхности 6 и 7 с образующими 8 в точках сопряжения. Передняя часть 9 формующей кромки 5 выполнена в виде двух разделенных щелью прямолинейных отрезков, каждый из которых является продолжением параболы, образованной
при пересечении наклонной конической поверхности с цилиндрической. По касательным к отрезкам труб 1 и 2 в нижнем горизонтальном сечении рукавообразователя размещены рабочие поверхности клиновидного опорного элемента 10, нижний конец которого расположен у нижнего конца труб 1 и 2 рукавообразователя, а верхний конец примыкает к внутренней поверхности общей задней стенки 3-в точке 11, расположенной по оси симметрии рукавообразователя ниже формующей кром| 5 на расстоянии, обеспечивающем пла|ный переход ленты упаковочного материала в каплевидное сечение.
Рукавообразователь работает следующим образом.
Упаковочный материал в виде плоской ленты поступает с рулона через направляющий валик (не показаны) на конические поверхности 6 и 7 рукавообразователя с общими образующими 8. Перемещаясьпо наружной поверхности
воротника 4, лента упаковочного материала через формующую кромку 5, и прямолинейные отрезки ее передней части 9 поступает на внутреннюю поверхность рукавообразователя к общей задней стенке 3, отрезкам труб 1 и 2 и прямолинейным отрезкам передней части 9, протягиваясь вниз. При этом лента упаковочного материала отжимается от внутренней поверхности общей задней стенки 3 рабочими ,поверхностями опорного элемента 10 клиновидной формы в точке 11, расположенной, по оси симметрии рукавообразователя ниже формующей кромки 5 на расстоянии, обеспечивающем плавный, без перегибов, переход ленты упаковочного материала в каплевидное сечение. Далее лента упаковочного материала преобразуется вокруг труб для подачи продукта (не
показаны) в рукав с двумя каплевидными сечениями. Края ленты упаковочного материала сходятся на осевой линии рукавообразователя, причем лента точно повтор яет контур формующей
кромки 5. Края ленты свариваются механизмом продольной сварки, образуя при разрезке два самостоятельных рукава, которые заге заполняются продуктом, запечатываются и разделяются
на отдельные пакеты.
Предлагаемый Рукавообразователь обеспечивает трансформирование плоской ленТ-ы упаковочного материала в рукав с двумя каплевидными сечениями ось симметрии которых проходит через ось симметрии рукавообразователя Ге метрия формующих поверхностей рукаво образователй обеспечивает оптимально направление перемещения упаковочного материала, полностью исключающее отрицательное воздействие элементов формования. При этом практически пол ностью исключается возможность возникновения перегибов, повреждений, разрывов упаковочного материала и об разования складок в процессе формообразования пакетов. Использование рукавообразователя позволяет повысить качество формования пакетов и улучшить товарный вид фасонной продукции, а также обеспечить ритмичную работу фасовочно-упаковочных автоматов, что повысит производительность труда и улучшит ка чество упаковки. Формула изобретения
Источники информации, принятые во внимание при экспертизе
Фиг.1
Фиг. 2
