Изобретение относится к области пайкн, в частности к способам получения спаев металла с керамикой.
Известен способ пайки металла с керамикой, при котором изменяют конструкцию металлической паяемой детали. Одним из недостатков такого способа является пропорциональное увеличение окружных усилий с увеличением толщины стенки металлической детали как в согласованных, так и несогласованных спаях. Эти усилия приводят к снижению термической прочности спая или же к его полному разрушению сразу после пайки.
Для снижения окружных усилий, новын1ення термической и механической прочности спая керамики с металлом и иовышения механической прочности узла в зоне спая металлической детали с керамикой, а также в прилегающих к спаю областях металлическую деталь расчленяют таким образом, чтобы впутренняя ее часть, спаиваемая с керамикой, имела малую толщину, а внещняя - большую. Между внутренней и внешней частями металлической детали помещают высокотемпературную смазку (например, нитрид бора, окись хрома и др.), а поверхности, между которыми помещают смазку, выполняют в виде симметричных и входящих одни в другие выступов и впадин с конусными или скругленными краями.
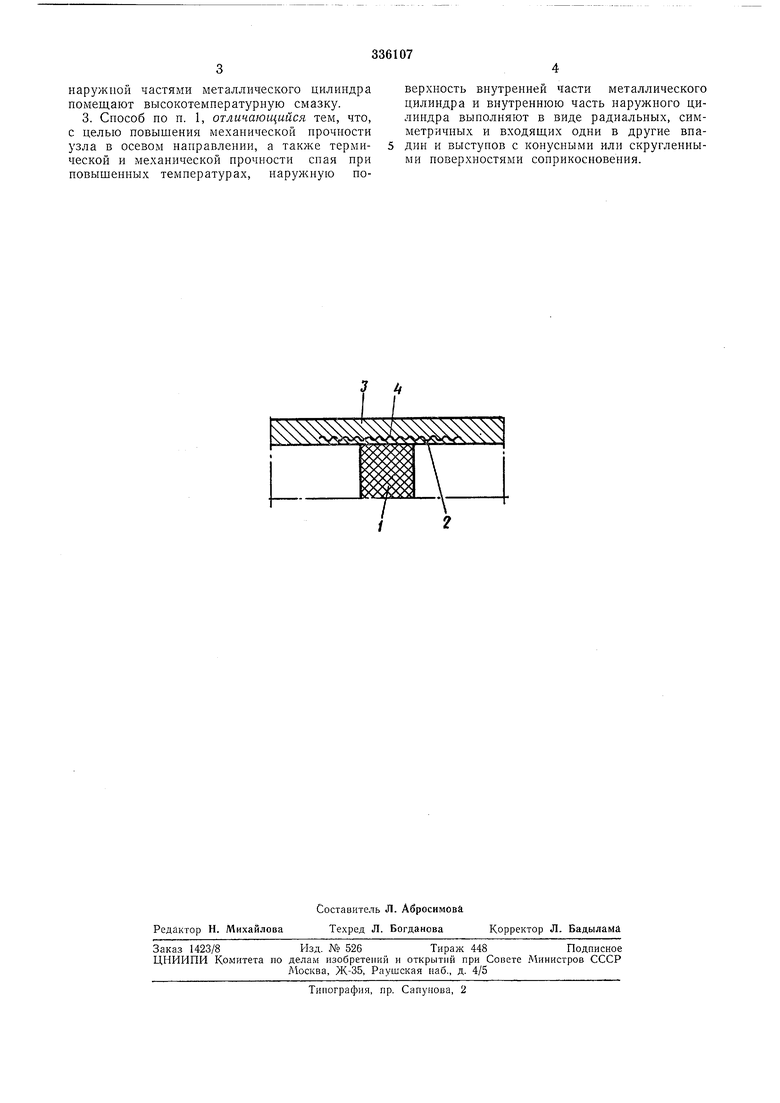
Предложепный способ поясняется чертежом.
В зоне спая керамики 1 с металлическим цилиндром его расчленяют на внутреннюю 2 и внешнюю 3 части, новерхности соприкосновения которых выполняют в виде симметричных и входящих один- в другие выступов и впадин, а между внешней и наружной частями цилиндра номен1,ают высокотемпературную с,мазку 4.
Предмет н з о б р с т е и и я
1.Способ получения вакуулпюплотных охватывающих песогласоваппых спаев металла с керамикой, при котором изменяют конст Пкцию металлической наяемой детали, отличаю1цийся тем, что, с целью новьинепня термической и механической ирочности спая, в зопе спая керамики с металлом и прилегающих к спаю областях уменьшают величину окружных усилий путем расчленения металлической детали таким образом, чтобы внутренняя часть детали, сиаиваемая с керамикой, имела меньшую толщину, чем наружная.
2.Способ но п. 1, отличающийся тем, что, с целью предотвращения передачи окружных усилий от толстостенной наружной части металлического цилиндра к внутренней части, спаянной с керамикой, между внутренней и
наружной частями металлического цилиндра иомещают высокотемпературную смазку.
3. Снособ по п. 1, отличающийся тем, что, с целью повышения механической ирочности узла в осевом нанравлении, а также термической и механической прочности спая при повышенных температурах, наружную поверхность внутренней части металлического цилиндра и внутреннюю часть наружного цилиндра выполняют в виде радиальных, симметричных и входящих одни в другие впадин и выступов с конусными или скругленными поверхностями соприкосновения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОРЦОВЫХ КОМПЕНСИРОВАННЫХ СПАЕВ МЕТАЛЛА С КЕРАМИКОЙ | 1969 |
|
SU239774A1 |
| Металлокерамический узел (его варианты) | 1981 |
|
SU1031955A1 |
| Конструкция телескопического соединения керамики с металлом | 1978 |
|
SU730662A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| Вакуумноплотный металлокерамический узел | 1981 |
|
SU996395A1 |
| Металлокерамический узел | 1975 |
|
SU543644A1 |
| Способ получения несогласованных охватывающих спаев диэлектрика с металлами | 1979 |
|
SU857079A1 |
| Способ пайки металла с керамикой | 1989 |
|
SU1694358A1 |
| Способ получения металлокерамического узла | 1981 |
|
SU1018928A1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2588608C1 |